Изобретение относится к нагреву металла и предназначено для использования в черной металлургии.
Известен способ нагрева металла в нагревательных колодцах, включающий подъем температуры и томление в два этапа: вначале при температуре поверхности металла на 30-40°С ниже заданной в течение 0.55-0,70 времени томления, а затем при заданной.
Известен также выбранный в качестве прототипа способ нагрева слитков рельсовой стали, включающий подъем температуры в нагревательном колодце до заданной при максимальном расходе топлива и непрерывном повышении температуры поверхности слитка, а с момента достижения заданной температуры - период томления слитков. При этом время нагрева в межкритическом интервале температур составляет 30 мин.
Недостатком способа-прототипа является нарушение сплошности металла на поверхности слитков, обусловленное форсированным нагревом до заданной температуры, который приводит к отрицательному действию, з температурной области ACi-АСз фазовых превращений, структурных напряжений в сочетании с тепловыми.
Целью изобретения является улучшение качества слитков при сохранении общей длительности процесса нагрева.
Сущность изобретения поясняемся чертежом, на котором изображены графики режимов нагрева слитков рельсовой стали по предложенному способу (сплошная линия) и по прототипу (пунктирная линия).
По предлагаемому способу в процессе производства железнодорожных рельсов целесообразно слитки рельсовой стали с температурой поверхности Тп ниже точки ACi фазового превращения садить в наг реч
|Ю
ioo ы
вательные колодцы, имеющие температуру Т к Тп. нагрев вести до заданной температуры и томление при ней. Причем время нагрева слитков в интервале температур между критическими точками ACi и АСз должно соответствовать найденному по формуле tK Ь+ At, где t0 1600-1800 с,
At J p-M0 11
AIVV Uc3-Acij
гдерКб-бНО Дж/кг;
M - масса слитка, кг;
N - количество слитков;
W - мощность колодца, Дж/с.
При этом продолжительность томления уменьшается на величину At.
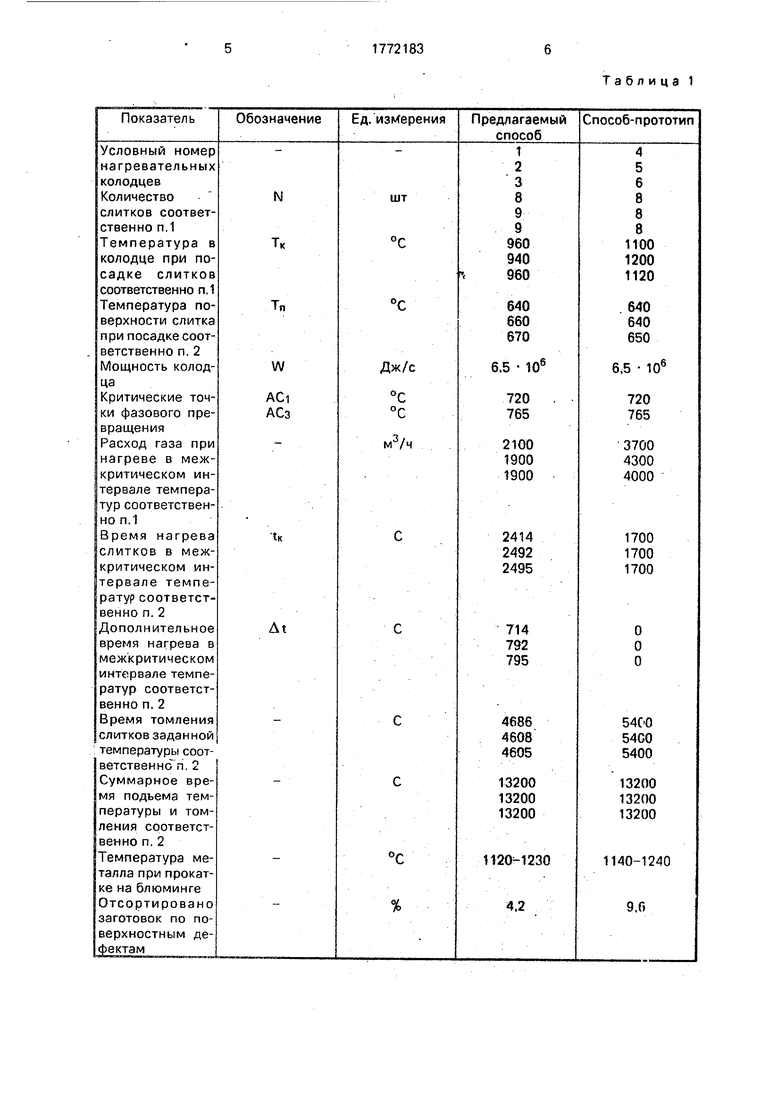
Например, нагрев слитков рельсовой стали осуществляли в рекуперативных нагревательных колодцах, которые предназначены для нагрева под прокатку слитков углеродистых и легированных марок стали массой до 10 т. В качестве опытных брали слитки рельсовой стали массой 8,5 т одной плавки с разделением слитков на две партии: одна предназначалась для нагрева по предлагаемому способу, другая - по способу-прототипу. Параметры нагрева слитков приведены в табл. 1. При этом коэффициент ,5 104 Дж/кг, a с,
Из приведенных данных следует, что общее время подъема температуры и томлений как в предлагаемом способе, так и в способе-прототипе составляет 13200с 3,7 ч, при наличии в первом случае дополнительного времени в межкритическом интервале температур, которое составляет 714-795 с 12-13 мин. Затем слитки обеих партий прокатывали на блюминге 1170 за 15 проходов с пятью кантовками в заготовки сечением 282x320 мм. В итоге отсортировка заготовок по поверхностным дефектам при использовании предлагаемого способа нагрева слитков, против способа-прототипа, уменьшается с 9,6 до 4.2%.
8 качестве примера выполнения предг лагаемого способа при граничных значениях t0 1600-1800 с и q(5-6) 104 Дж/кг 8 слитков рельсовой стали по 8,5 т с температурой поверхности 640°С были посажены в нагревательный колодец, температура которого составляла 960°С. Подъем температуры слитков до критической точки ACi 720°C осуществляли при максимальном расходе газа 4000 м3/ч. Затем расход газа снижали до 2000 м /ч и выдерживали на таком уровне вплоть до достижения температуры слитков АСз 765°С в течение t, t0+ At 2243С,
принимая t0 1600c; 104 Дж/кг; W 6,5 10е Дж/с, после чего восстанавливали максимальный расход газа до достижения в колодце заданной температуры
1340°С. При этом продолжительность томления слитков при заданной температуре была установлена 5700 с, которую уменьшали на At 643 с.
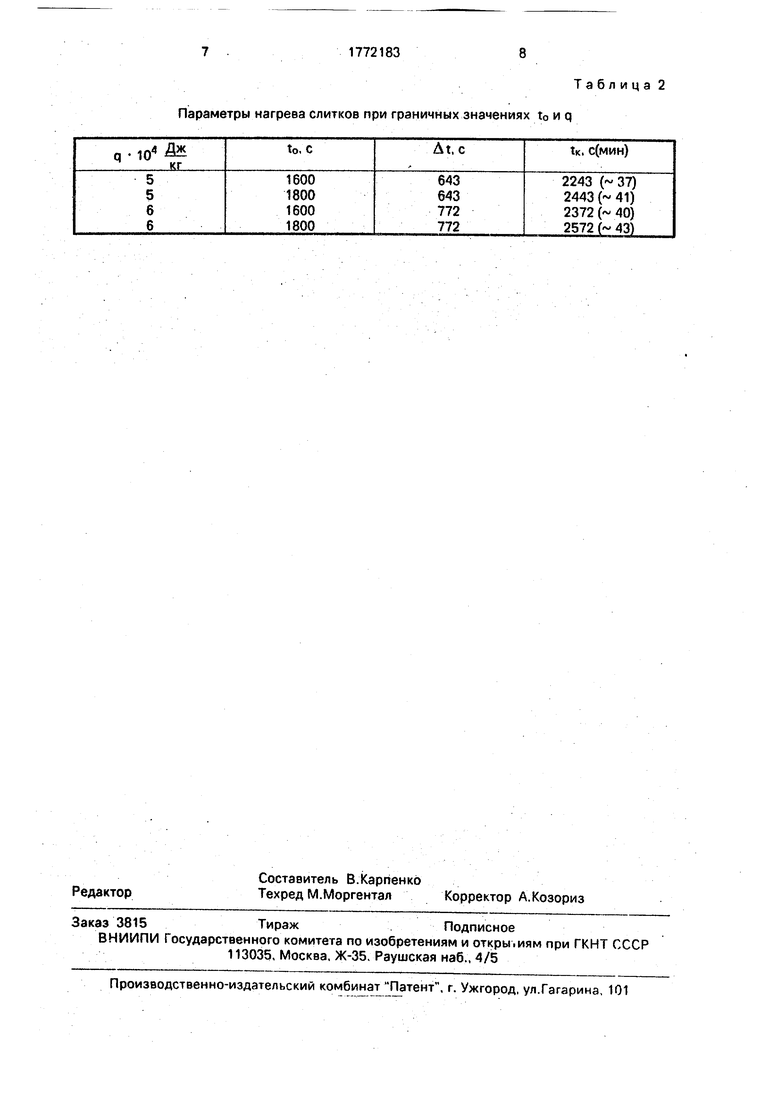
Аналогично изложенному были найдены параметры нагрева слитков рельсовой стали и при других граничных значениях to и q, которые приведены в табл. 2.
Выбор граничных параметров Тк 5гТп обусловлен тем, что для повышения производительности процесса нагрева слитков температура нагревательного колодца всегда выше, чем температура поверхности слитков при посадке. В противном случае, что возможно только после длительного
прерывания технологического процесса, слитки могут нагреваться с печью.
Как показали данные опытной проверки, в результате использования предлагаемого способа нагрева слитков рельсовой
стали, повышается качество слитков за счет снижения их отбраковки по поверхностным дефектам при прокатке на блюминге.
Согласно данным приведенных опробований в промышленных условиях нагрев
рельсовых слитков по предлагаемому способу, против способа-прототипа, приводит к снижению брака заготовок по поверхностным дефектам на 5,4% при прокатке спит- ков на блюминге.
Формула изобретения
Способ нагрева слитков рельсовой стали, включающий посад слитков с температурой поверхности ниже Aci в нагревательный колодец, их нагрев до заданной
температуры и томление, отличающий- с я тем, что, с целью улучшения качества слитков при сохранении общей длительности процесса, нагрев в интервале Aci-Асз осуществляют в течение времени t« t0+
+ At, где t0 1600-1800 с,
At Q-M-N /Tk-Tn |°-11 r At ( P г тгдед(5-6) 101, Дж/кг;
M - масса слитка, кг;
N - количество слитков;
W - мощность колодца, Дж/с;
Тк - температура в колодце при посадке слитков, °С;
Тп - температура поверхности слитка при посадке, °С.
Таблица 1
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева слитков с жидкой сердцевиной в нагревательных колодцах | 1988 |
|
SU1640181A1 |
| СПОСОБ НАГРЕВА СЛИТКОВ В НАГРЕВАТЕЛЬНОМ КОЛОДЦЕ | 1992 |
|
RU2013453C1 |
| Способ нагрева массивных слитков в регенеративных нагревательных колодцах | 1988 |
|
SU1573039A1 |
| СПОСОБ НАГРЕВА СЛИТКОВ В НАГРЕВАТЕЛЬНОМ КОЛОДЦЕ | 1992 |
|
RU2051189C1 |
| Способ нагрева под прокатку массивных слитков в регенеративных колодцах | 1987 |
|
SU1493684A1 |
| Способ нагрева металла в нагревательных колодцах | 1987 |
|
SU1444374A1 |
| Способ отопления регенеративных нагревательных колодцев | 1985 |
|
SU1285030A1 |
| Способ нагрева слитков в нагревательном колодце | 1985 |
|
SU1271901A1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1992 |
|
RU2043793C1 |
| Способ обработки слитков кипящей и полуспокойной стали перед прокаткой | 1987 |
|
SU1541292A1 |
Сущность изобретения: после посада слитков из рельсовой стали с температурой поверхности ниже Aci в нагревательный колодец нагрев ведут до заданной температуры томления, причем в интервале температур Aci-Асз нагрев ведут в течение времени tK A t, где to 1600-1800 с, A t q М N/W OVTn/Ac3-Aci)a11, при Тк Тп, где q (5-6) 104 Дж/кг; М - масса слитка, кг; N - количество слитков; W - мощность колодца, Дж/с; Тк - температура колодца при посаде слитков. °С, Тп - температура поверхности слитка при посадке, °С. 2 табл.
Параметры нагрева слитков при граничных значениях to и q
| Аксельруд Л.Г., Сухов И.И | |||
| и Тымчак В.М | |||
| Нагревательные колодцы | |||
| М.: Метал- лургиздат, 1962, с | |||
| Ротационный колун | 1919 |
|
SU227A1 |
