Предлагается блюминг-автомат для прО катки блюмов и слябов, который в отличие от известных снабжен непрерывной кольцевой подачей слитков при ПОМОЩИ слитковозов, (комплексом машин и механизмов, осуществляющих автоматическое направление движения слитка в валки в соответствии с программой прокатки; манипулятором с заданным усилием обжатия раската после каждого пропуска; .кантователем с различными скоростями кантовки без тауз для опускания крючьев; механизмом самоторможения нажимных винтов; системой автоматической оптимизации режимО|В прокатки; машиной огневой зачистки металла в потоке с малоинерционной системой следящих режущих головок; бесконтактным измерителем длины раската; устройством для безупорной остановки раската у ножниц на прорезку передней части и на мерные длины; телевизионным дефектоскопом проверки качества среза; автоматическим клеймителем; вы€о«опроизводительным уборочным устройством, а также устройством для уборки окалины и устройством для автоматической подачи вагонов под желоб конвейера.
Применены бесконтактные системы управления с ртутными выпрямителями генераторов и синхронного двигателя главного агрегата, ли.нейки манипулятора, рабочие рольганги, станинные ролики, ножницы. Такое выполнение блюминга-автомата повышает производительность прокатного оборудования, исключает ручной труд -и обеспечивает полную автоматизацию производства блюмов и слябов по единому технологическому процессу.
№ 149376 2 -
Отличие предлагаемого блюминг-автомата состоит также в том, что непрерывное наблюдение и контроль за технологическим процессом осуществляют с помощью телеустаиовки и системы датчиков положения металла, а с помощью продуктиметра осуществляется рациональный раскрой получаемого раската, определение веса каждой партии, количества готовой продукции с учетом заказов по сечениям, маркам, длинам и распределение полученной продукции по соответствующим потокам за ножницами.
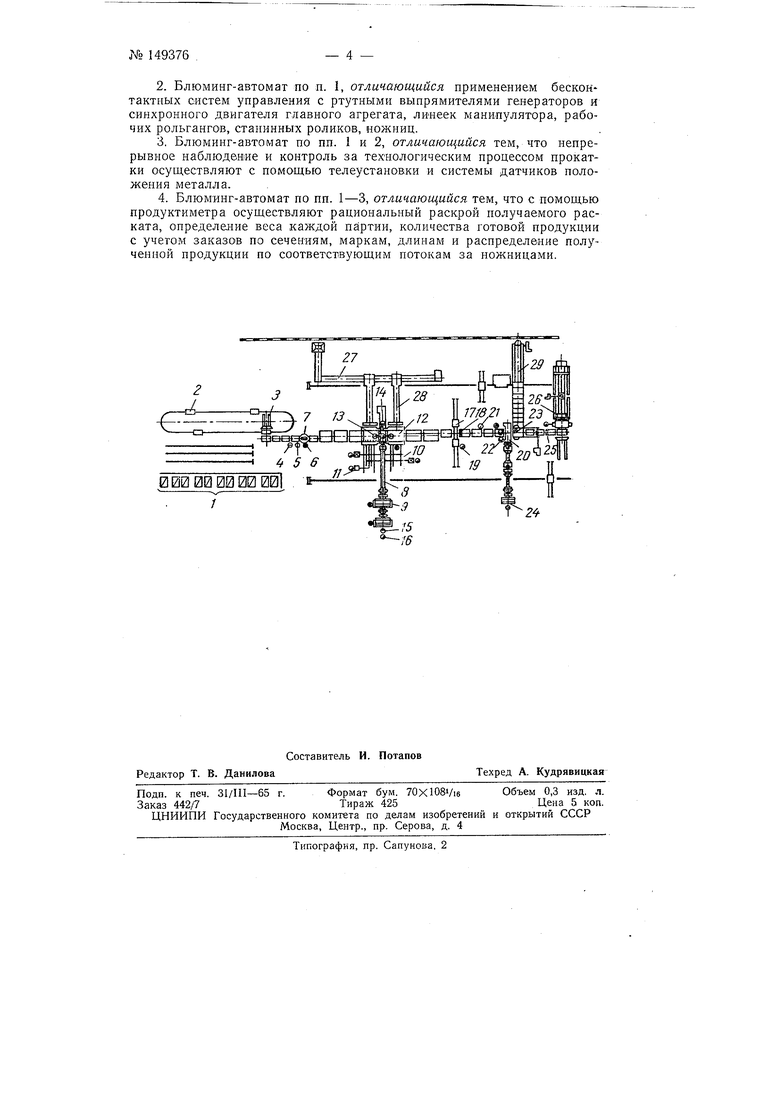
На чертеже изображена схема расположения машин и мехаиизмов и датчиков контроля предлагаемого блюминга-автомата.
Нагревательные колодцы / цредназиачены для нагрева слитков, которые подаются непрерывно по замкнутому кольцевому пути слитковозами 2. Нодача слитка на приемный рольганг упроще-на применением сталкивателя 3.
Бесконтактные индикаторы 4 для определения конусности « положения слитка 5 определяют его фактическое положение как соответственно ладанной программе обжатий (лежит ли слиток плащмя или в положении на ребро), так и соответственно заданному направлению прокатки (передним или задним концом слитка). Полученные импульсы дают соответствующие команды механизму поворота слитка, встроенному в весы 6 слитков башенного типа, либо кантователю в соотвегствии с программой прокатки. За индикатором конусности слиток взвешивается и занимает исходную позицию «а одном из раскатных рольгангов.
Б связи с возможной различной температурой нагрева слитков на головном участке стана установлен прибор 7 для измерения фактической температуры поданных па стаи слитков, позволяющий вести оптимальный процесс прокатки в функции температуры слитка.
Раскатку слитка осуществляют по заранее заданной программе. Возможно автоматическое составление оптимальной схемы прокатки каждого единичцого слитка и скоростной диаграммы прокатки, что осуществляется при передаче слитка от весов до рабочей клети.
Предусмотрено несколько позиций ож идания слитка на рольганге весов с учетом времени транспортировки, обеспечивающего минимально возможную паузу при прокатке слитков на стаие.
Все механизмы рабочей линии 8, главный привод 9, манипулятор W, кантователь // и рабочие рольганги J2 осуществляют свои операции по программам, объединенным программой прокатки. Определяющее значение для успешной автоматизации стана имеет система индицироваиия металла в валках в процессе прокатки, прибор для измерения длины и скорости непрокатаиной части 13 полосы, прибор фиксирующий величину выброса слитка из валков 14 (расстояние от торца слитка до оси валков, дискретные датчики положения и скорости рабачих валков 15 и измеритель 16 длины раската для каждого пропуска). В процессе прокатки определяется фактическая длина раската, в соответствии с которой выдается программа огневой зачистки определенных участков раската машиной 17 огневой зачистки бесстаниннОго исполнения, установленной между станом и ножницами. Для контроля скорости огневой зачистки раската и длины зачищаемых участков в районе машины установлен следящий ролик 18 непрерывного действия с дискретным датчиком 19.
После огневой зачистки всех четырех сторон раскат передается к ножницам 20. За время движения к ножницам бесконтактным устройством 21 измеряется фактическая длина раската.
Порезка раската осуществляется автоматически с ломощью следяшей системы 22, обеспечивающей безупорную остановку его на каждый рез.
Основой комплексной автоматизации ножниц является безредукторный электропривод 23, резко увеличивающий скорость и укорение ножниц нри порезе заготовок и таким образом число резов за единицу времени. Наличие значительного резерва производительности ножниц, возможность во всех случаях осуществления пореза только одного прокатанного слитка, а не совместного пореза двух слитков позволяет осуществить четкую автоматическую последовательность работы механизмОВ ножниц.
Для контроля за срезом и определения Наличия пороков (усадочной раковины) после отрезки дефектной части слитка установлен дефектоскоп 24, сблокировамнглй с устройством безупорной остановки раската так, что при наличии дефекта, подается импульс для перемещения раската иа требуемую величину (100-150 мм) для повторного реза. Кроме того, устройство безупорной остановки имеет обратную связь, обеспечивающую точную установку раската при случайных сбоях в системе передвижения раската по рольгангам.
По измеренной фактической длине и весу слитка система автоматики определяет вес погонного метра раската с учетом отходов (окалины и скрапа), а затем выдает истинный вес первых заготовок, полу-, ценных на ножницах, продуктиметру, ведущему учет и распределение готовой продукции.
В соответствии с назначением полученной продукции дается команда автоматическому «лемителю 25 и линии уборочных устройств 26 для передачи этой продукции либо на непрерывно-заготовочный стан непосредственно, либо через уборочные устройства на склад.
Помимо машин основного технологического потока в состав блюминга-автомата входят устройства 27, 28, 29 соответственно для уборки окалины, крупного скрапа и обрези.
Особенностью устройства 27 для уборки окалины является непосредственная отгрузка окалины из отстойной ямы в вагоны или автосамосвалы.
Предмет и з о б р ет ей и я
1. Блюминг-автомат для прокатки блюмов и слябов, отличающийся тем, что, с целью повышения производительности прокатного оборудования, исключения ручного труда и обеспечения полной автоматизации производства блюмов и слябов по единому технологическому процессу, он снабжен не-прерывной кольцевой подачей слитков при помощи слитковозов, комплексом машин и механизмов, осуществляющнх автоматическое направление движения слитка в валки в соответствии с программой прокатки; манипулятором с заданным усилием обжатия раската после каждого пропуска, кантователем с различными скоростями кантовки без пауз для опускания крючьев; механизмом са.моторможения нажимных винтов; системой автоматической оптимизаци) режимов прокатки; машиной огневой зачистки металла в потоке с малоинерционной системой следяш1их режущих головок, бескоагеактным измерителем длины раската, устройством для безупорной остановки раската у ножниц на порезку передней части (И на мерлые длины; телевизионным дефектоскопом проверки качества среза; автоматическим клеймителем; высокопроизводительным уборочным устройством; устройством для уборки окалины и устройством автоматической подачи вагонов под желоб конвейера.
- 3 -№ 149376
№ 149376- 4 -
2.Блюминг-автомат по п. 1, отличающийся применением бескон тактных систем управления с ртутными выпрямителями генераторов и синхронного двигателя главного агрегата, линеек манипулятора, рабочих рольгангов, станинных роликов, ножниц.
3.Блюминг-автомат по пп. 1 и 2, отличающийся тем, что непрерывное наблюдение и контроль за тех-нологическим процессом прокатки осуществляют с помощью телеустановхи и системы датчиков положения металла.
4.Блюминг-автомат по пп. 1-3, отличающийся тем, что с помощью продуктиметра осуществляют рациональный раскрой получаемого раската, определение веса каждой партии, количества готовой продукции с учетом заказов по сечениям, маркам, длинам и распределение полученной продукции по соответствующим потокам за ножницами.

000000000001
/2
