Известные,устройства основаны на клеймении блумов и слябов наборными литерами и обеспечивают автоматическое клеймение заготовок, остановленных или движущихся по рольгангу. Однако все они требуют ручного набора клейм в кассету и ручной установки кассеты в. рычаг клеймителя. Только в клеймителе ЦНИИТЛ1АШа предусмотрена механизированная смена кассет при помощи трехпозиционной гребенки, однако и здесь установка кассет в гребенку, так же как и пабор кассет, производится вручную.
В предлагаемом устройстве для автоматического .клеймения прокатных заготовок, также используется принцип клеймения наборными литерами, но исключается полиостью ручной труд. Все операции, связанные с .набором клейм в кассеты, установкой последних в рычаге, клеймением и разборкой кассет, механизированы и могут выполняться либо при дистанционном управлении, либо автоматически.
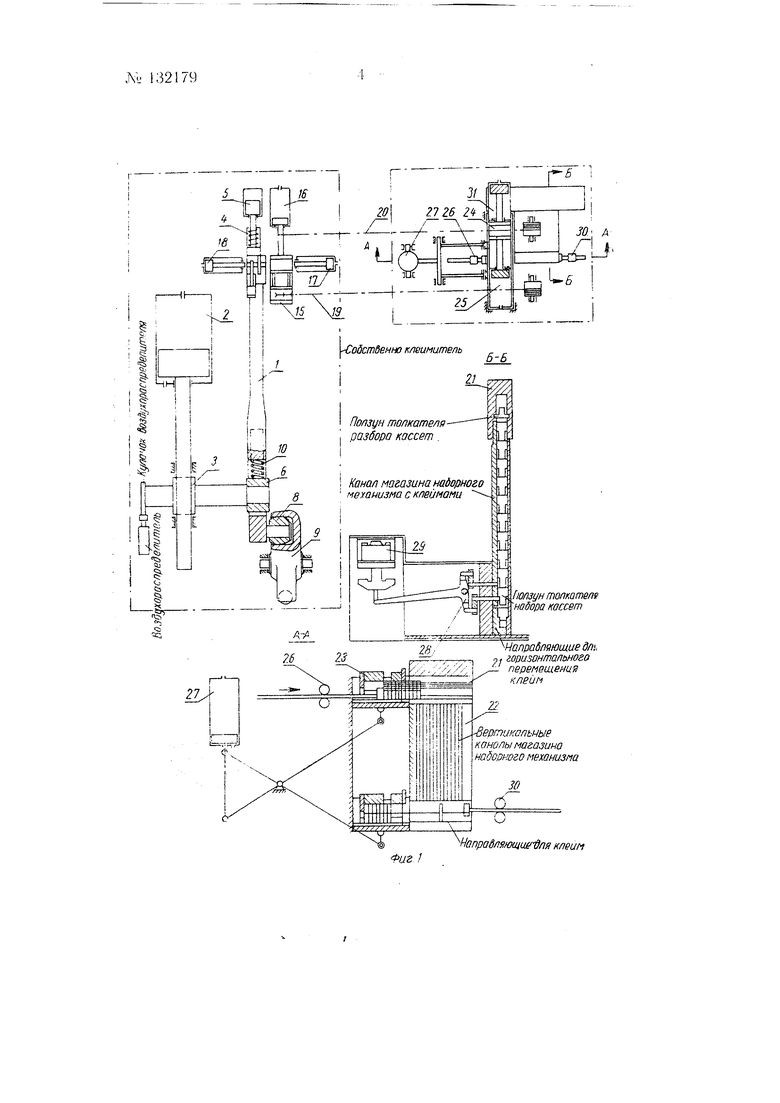
На фиг. 1 схематически показано устройство собственно клеймителя и наборно-разборного механизма; на фиг. 2- механизма регулировки рычага по высоте; на фиг. 3-схема установки стопорного диска к рычаге.
Устройство для автоматического клеймения заготовок, набора клейм в кассеты, смены кассет п их разбора состоит из двух самостоятельных установок; собственно клеймптеля и наборно-разборного устройства, связанных между собой -двумя транспортерами кассет. Собственно клеймитель устанавливается на раме рольганга, наборно-разборное устройство - в отдельной кабине, на 1асетоянии около 3 м от оси рольганга.
Собстве шо клеймитель состоит из маятникового рычага }, приводимого в движение пневмоцилиндром 2 через реечную передачу 3. Цилиндр- двойного действия, больщая полость, работающая при подъеме рычага- управляемая. Малая полость неуправляемая и постоянно
.NV 1321792 -находится под давлением. Подача воздуха в большую иолость ocyQic ствляется специальным воздухораспределителем, приводимым от оси рычага. Нормально „рычаг, поднят и удерживается в горизонтальном положении пружинным стопором 4. При движении заготовки по рольгангу засвечивается фото-реле и поступает импульс на включение пилиндра стопора 5, при этом рычаг теряет опору и, падая, клеймит подошедшую заготовку.
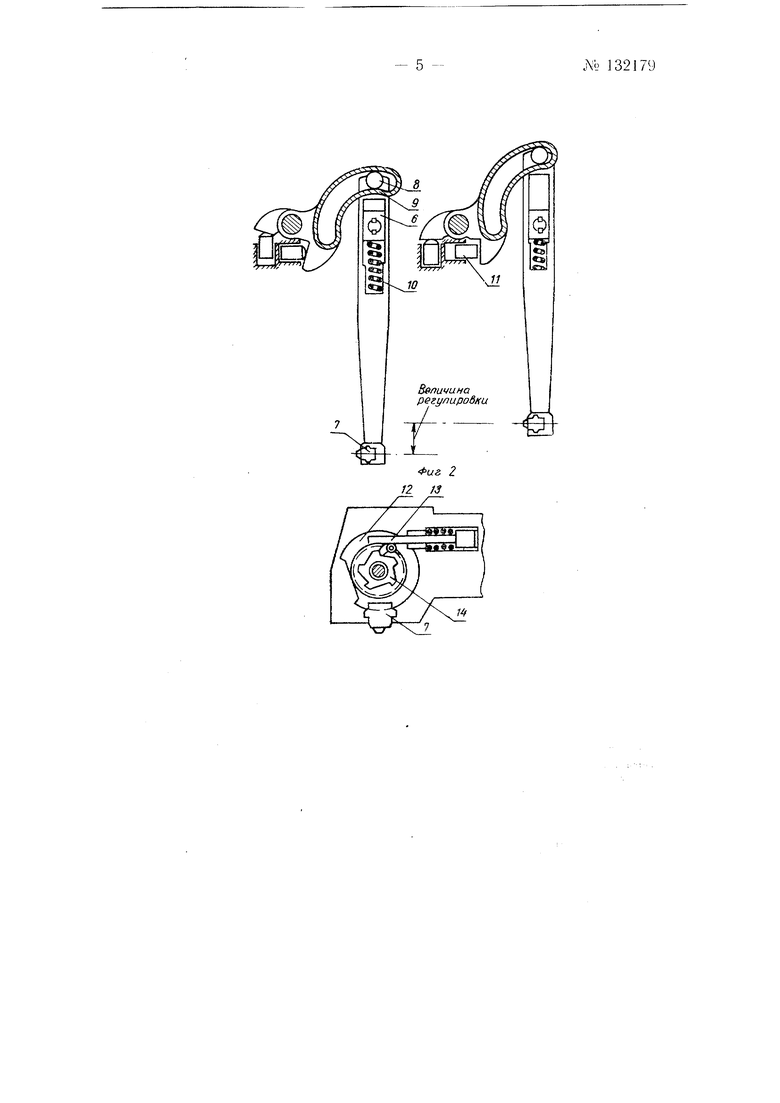
Клеймитель установлен на неподвижной раме, не имеющей регулировки по высоте. Изменение положения отпечатка по высоте сечения сляба пли блума достигается регулировкой только рычага. Рычаг .может перемещаться вдоль своей оси по камню 6, жестко связанному с осью реечной шестерни. На длинном плече рычага в пазу установлена кассета с клеймами 7, па коротком плече рычага жестко укреплен консольный ролик 8, обкатывающийся при врансении рычага по копиру .9. Постоянное поджатие ролика к копиру достигается пружиной 10, а нрн наденни и подъеме рычага - центробежными силами.
При клеймении слябов ролик рычага обкатывается по поверхностч копира, причем расстояние от ролика до оси реечной шестерни остается постоянным в горизонтальном и вертикальном положениях рычага.
В случае клеймения блумов требуется сместить отпечаток клейм в вертикальном положении вверх, что достнгается переустановкой копира в крайнее верхнее положение. В этом случае (см. фиг. 2) при движении вниз рычаг вытягивается роликом, .катящимся по копиру, расстояние от оси ролика до оси реечной шестерни увеличивается и происхо дит иодъем отпечатка. Снепиальный профиль копира обеспечивает совмещение в верхнем горизонтальном положении направляющих для кассеты в рычаге с направляющими механизма смены кассет.
Величина подъема рычага выбирается в зависимости от сорта блу мов и слябов. Копир перестанавливается гидроцилнндрами Л еднновро мен но нри переходе с прокатки блумов на слябы, или наоборот. Ступорение кассеты в рычаге осуществляется диском 12 (см. фиг. 3), имеющим пять фиксированных ноложений. В верхнем положении рычага диск поворачивается от особого цилиндра J3 через механизм 14 обгона. Этот же диск одновременно обеспечивает изменение положения клейм, отмечающих последовательно первую, нромежуточнм.в и последнюю заготовки, получаемые из одиого слитка .Задача кассеты в рычаг происходит nppi совмещении прорези диска с прорезью рычага. Последующим ходом пилиндра диск поворачивается на /5оборота, входит в паз кассеты и стопорит ее.
Механизм смены кассет установлен на раме клеймителя и состоит из каретки 15 с двумя гнездами, перемещающейся пиевмоцилиндром 16 вдоль рычага клеймителя и, цилиндра 17 задачи кассет в рычаг клеймителя и цилиндра 18 выдачи кассет. Нормально каретка находится и крайнем левом положении, обеспечивающем прием кассеты от транспортера 19 подачи кассет и выдачу ее из рычага клеймителя. При получении сигнала о поступлении кассет в гнезда каретки последняя иеремс щается в крайнее правое положение, обеспечивающее задачу очередно кассеты в рычаг клеймителя и уборку отработанной кассеты транспортером 20. После этого каретка возвращается в крайпее левое положение, оба гнезда каретки свободны и механизм смены кассет готов к отработке следующего цикла.
Разборный и наборный механизмы выполнены на одной раме и связаны с клеймителем двумя транспортерами. Разборный механизл состоит из рейки 21 с зубцами по числу клейм и, соответствеино, канллов магазина 22 наборного механизма.
Отработанная кассета 23 попадает в приемное гнездо 24 разборного механизма, которое может занимать последовательно три фиксированных положения, и, горизонтально перемещаясь, цилиндром 25 передается на линию разбора. При этом открывается замок кассеты, удерживающей клейма от выпадания. Толкателем 26 пакет клейм из кассеты переводится на разборную рейку и проталкивается по ней. Клейма Б верхней своей части имеют зубцы с профилем, аналогичным зубцам рейки, и удерживаются на рейке только на этих зубцах. Различное сочетание зубцов и вырубок на рейке и на клеймах обеспечивает падение каждого клейма в соответствующий канал магазина наборного механизма. Толкатель идет вперед до крайнего пололсения, затем реверсируется и возвращается в первоначальную позицию. После этого порожняя кассета цилиндром 27 опускается на линию набора.
Наборный механизм состоит из магазина с числом вертикальных каналов, соответствующим количеству цифровых знаков. Внизу каждьи канал имеет затвор 28.,, Нормально весь вертикальный ряд клейм удерживается на нижнем стержне затвора. Привод каждого затеора осуществляется от электромагнита 29.
При срабатывании электромагнита нижний стержень втягивается, а верхний выходит в канал магазина. Расстояние между опорными стержнями выбирают таким, чтобы второе клеймо (весь ряд клейм) удерживалось на верхнем стержне. Таким образом, обеспечивается выдача только одного клейма из каждого канала. При снятии напряжения с электромагнита стержни возвращаются в исходное положение под действием веса якоря, и весь ряд клейм снова переходит на нижний стержень. Клеймо из канала магазина попадает на направляющие, по которым перемещается толкатель 30, подающий клейма в кассету.
Программа набора клейм задается с пульта управления. После отработки, программы кассета цилиндром 31 передается на линию транспортера подачи кассет к клеймителю, при этом движении закрывается замок кассеты.. .
Все механизмы клеймителя работают самостоятельно и имеют соответствующую блокировку. Отработка всех движений происходит после фиксации крайних положений механизмов.
П р е д м е т и з о б р е т е н и я
1. Устройство для автоматического клеймения прокатных заготовок наборными клеймами, отличающееся тем, что, с целью механизации операций процесса клеймения, применен наборно-разборный меха низм, связанный с клеймителем двумя транспортерами, из которых один подает набранные кассеты к механизму смены кассет, установленному на клеймителе, а второй - убирает отработанные кассеты от клеймителя и выдает их к механизму разбора кассет.
2. Устройство по п. 1, от л и ч а ю щ е ее я тем, что стопорение кассет р рычаге выполняется поворотным диском, имеющим пять фиксированных положений, из которых одно - для приема кассеты, а остальные четыре - для стопорения кассеты и клеймения соответствующими литерами последовательно первой, промежуточных и последней заготовок, получаемых из одного слитка.
- 3 -№ 132179
Ur I разбора кассет.
Канап тгазина наборного механизма с кпеимамц
2226 2 3
одстВенно кпеамитепь
nonstjH толкателя
/шуу// топка тет HoSopa косеет
Чапрабпяюшие дл, 1 горизонтапйного - перемещения кпейм
-Вергликапьные канапы магазина надо.оиого механизма
Напрадлеккдие пя клеим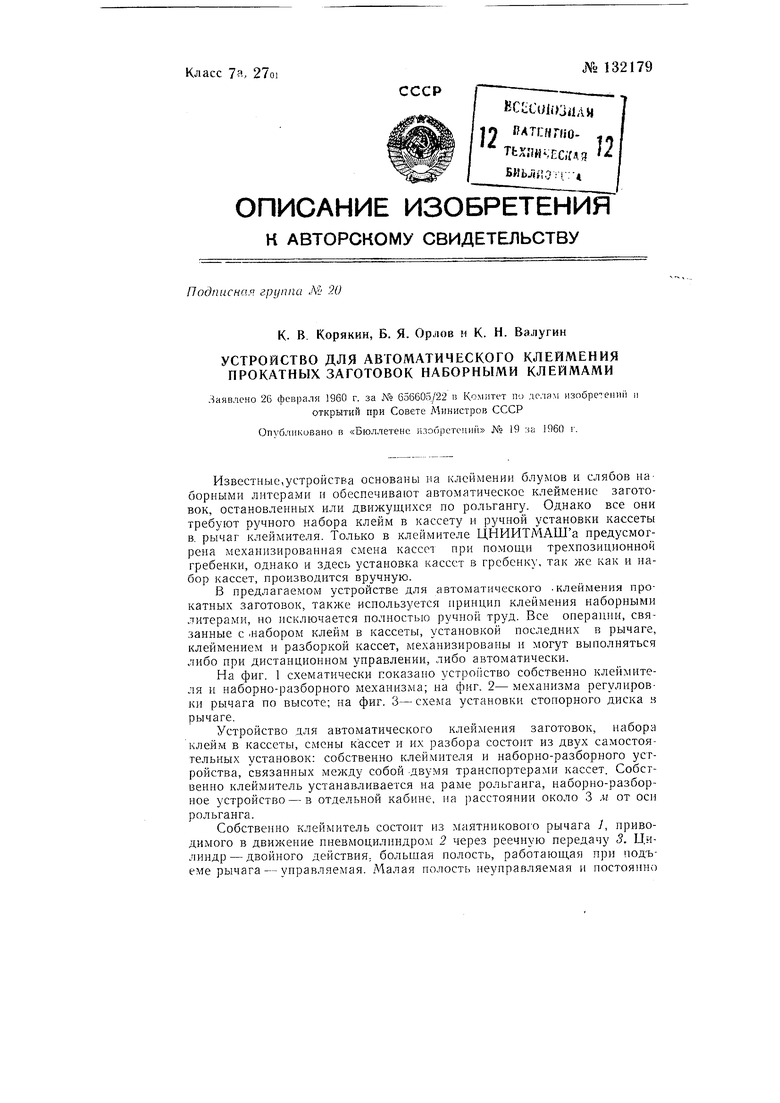
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уборки окалины прокатного производства и устройство для его осуществления | 1960 |
|
SU145520A1 |
| Устройство для уборки проката с рольгангов прокатных станов | 1960 |
|
SU136295A1 |
| Машина огневой зачистки горячего металла в технологическом потоке блюминга | 1960 |
|
SU132180A1 |
| Блюминг-автомат для прокатки блюмов и слябов | 1961 |
|
SU149376A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КЛЕЙМЕНИЯ ТРУБ | 1970 |
|
SU280416A1 |
| Машина огневой зачистки горячих блумов и слябов | 1961 |
|
SU140402A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1999 |
|
RU2159163C1 |
| Клеймовочная машина для клеймения горячих заготовок в потоке | 1959 |
|
SU129166A1 |
| ДИСКОВЫЙ КЛЕЙМИТЕЛЬ ДЛЯ СОРТОВОГО и ФАСОННОГОПРОКАТА | 1968 |
|
SU208648A1 |
| Устройство для клеймения трубных заготовок | 1974 |
|
SU562339A1 |