Изобретение относится к неразрушающим методам контроля изделий с помощью ультразвука и может найти применение в различных отраслях промышленности, в частности в атомном машиностроении и котлостроении для обнаружения дефектов типа нарущения сплошности (трещины, раковины, не- провары и т.д.) преимущественно в сварных швах котлоагрегатов, трубных блоках и ответственных узлах атомных и тепловых электростанций, а также при измерении толщины корпусов реакторов, труб,листового проката и других изделий.
Цель изобретения - повьшение качества контроля за счет гашения паразитных колебаний.
На чертеже изображена блок-схема устройства для ультразвуковой дефектоскопии изделий, осуществляющего предложенный способ.
Устройство для ультразвуковой дефектоскопии издел1ш содержит последовательно электроакустически соединенные генератор 1 зондирующих импульсов, электроакустический преобразователь 2, усилнт«:ль 3, детектор 4 и блок 5 регистрации и первый и вто4 СО
00
со
4ib
рой блоки 6 и 7 иторичного возбуждения. Первый блок 6 вторичного возбуждения выполнен в виде последовательно соединенных дополнительного электроакустического преобразователя 8, регулируемой линии 9 задержки и регулируемого усилителя 10 мощности, выход усилителя Ю мощности связан с входом электроакустического преобразователя 2. Второй блок 7 вторичного возбузкдения выполнен в виде последовательно соединенных первого дополнительного электроакустического преобразователя 11, регулируемой ли- НИИ 12 задержки, регулируемого усилителя 13 мощности и второго дополнительного электроакустического преобразователя 14.
На чертеже также показаны контро- лируемое изделие 15 с отражающими поверхностями 16 и 17.
Устройство для ультразвуковой дефектоскопии изделий работает следующим образом.
Для получения короткого зондирующего импульса в изделии 15 на пьезо- преобразователь 2 подается сигнал с генератора 1 зондирующих импульсов. Возбужденный таким импульсом пьезо- преобразователь 2 начинает излучать через промежуточные слои (протектор, контактную жидкость) ультразвуковой импульс в материал контролируемого изделия 15. Этот зондирующий импульс перед поступлением в материал контролируемого изделия возбуждает примыкающую к преобразователю поверхность 16 этого изделия. В результате поверхность 16 начинает соверщать ко- лебания с частотой зондирующего импульса. После окончания действия возбуждающего импульса поверхность 16 начинает колебаться с постепенно затухающими свободными колебаниями. Дл гащения этих колебаний на поверхность 16 подают вторичный акустический импульс со сдвигом по фазе на 180°, т.е. в противофазе относительно колебаний, возбужденных пьезопре- образователем 2.
Для получения компенсирующего импульса приемным преобразователем 8, установленным на поверхности 16 контролируемого изделия 15, принимаются акустические колебания колеблющейся поверхности и преобразуются в электрические. Полученнь е колебания задерживаются линией 9 задержки н
0 s о 5
0
5
180°, после чего они поступают на усилитель 10 мощности, где усиливаются до величины, достаточной для гашения свободных колебаний возбужденной поверхности изделия 15. Затем колебания поступают на преобразователь 2, который, возбуждаясь вторично в противофазе первоначальному возбуже- нию, позволяет устранить свободные колебания поверхности изделия 15. Это позволяет получить короткий зондирующий импульс акустических колебаний, который проходит в материал изделия. Количество колебаний в импульсе устанавливают, например, изменением расстояния ультразвукового преобразователя 8 относительно преобразователя 2. При этом минимальное расстояние позволяет получить более короткий импульс, изменение величины задержки электрического сиг- HaJia блоком линии задержки на величину не более А /4 - получить усилие сигнала зондирующего импульса, а изменение на h 12 - получить удвоение частоты зондирующий импульсов за счет взаимодействия колебаний первичного импульса и вторичного импульса (Л - длина волны колебаний в импульсе). Полученный таким путем акустический импульс проходит в материал изделия 15 и достигает дефекта. При этом он испытывает отражение и поступает на приемопередающий преобразователь 2. Импульс предварительно возбуждает поверхность 16 и передает эти колебания на преобразователь 8 первого блока 6 компенсации. Колебания через линию 9 задержки поступают на усилитель 10 мощности, усиливаются и с выбранной задержкой поступают на преобразователь 2, где начинают взаимодействовать с поступившими от дефекта колебаниями. Если задержка составляла 180, они компенсируют свободные колебания эхо-сигнала от дефекта. Это позволяет с большой точностью определить параметры дефекта, например эквивалентную площадь.
Для повышения точности определения толщины контролируемого изделия 15 компенсируют свободные колебания противоположной поверхности 17 изделия 15. ,Тд1я этого применяют второй блок 7 вторичного возбуждения. На поверхность 17, которую возбуждают прошедшие через материал ультразвуковые колебания от приемопередающего преобразователя 2, устанавливают первый и второй дополнительные преобразователи 11 и 14.
Преобразователем 11 принимают колебания поверхности 17, и преобразованные в электрический сигнал, передают их через линию 12 задержки, с помощью которой импульс сдвигают по фазе на 180 и передают на усилитель 13 мощности, усиленным сигналом возбуждают преобразователь 14, который своими колебаниями гасит колебания поверхности 17.
Формула изобретения
1. Способ ультразвуковой дефектоскопии изделий, заключающийся в том, что электроакустический преобразователь возбуждают импульсом электрических колебаний, излучают с его помощью импульсы ультразвуковьк колебаний в контролируемое изделие, в процессе излучения повторно возбуждают электроакустический преобразователь компенсирующим электрическим импульсом, задержанным по времени относительно импульса, первично воз- будивщего преобразователь, принимают ультразвуковые колебания, прошедшие через контролируемое изделие и по их параметрам определяют качество изделия, отличающийся тем
роля за счет обеспечения гашения паразитных колебаний, компенсирующий импульс получают путем электромеханического преобразования колебаний поверхности контролируемого изделия.
2. Устройство для ультразвуковой дефектоскопии изделий, содержащее последовательно электроакустически соединенные генератор зондирующих импульсов, электроакустический преобразователь, усилитель, детектор и блок регистрации, отличающееся тем, что, с целью повышения качества контроля за счет гашения паразитных колебаний, оно снабжено первым и вторым блоками вторичного возбуждения, первый блок вторичного возбуждения выполнен в виде последовательно соединенных дополнительного электроакустического преобразователя, линии задержки и регулируемого усилителя мощности, выход которого связан с входом основного электроакустичес - кого преобразователя, а второй блок вторичного возбуждения выполнен в виде последовательно соединенных первого дополнительного электроакустического преобразователя, линии задержки, регулируемого усилителя мощности и второго дополнительного электроакустического преобразователя.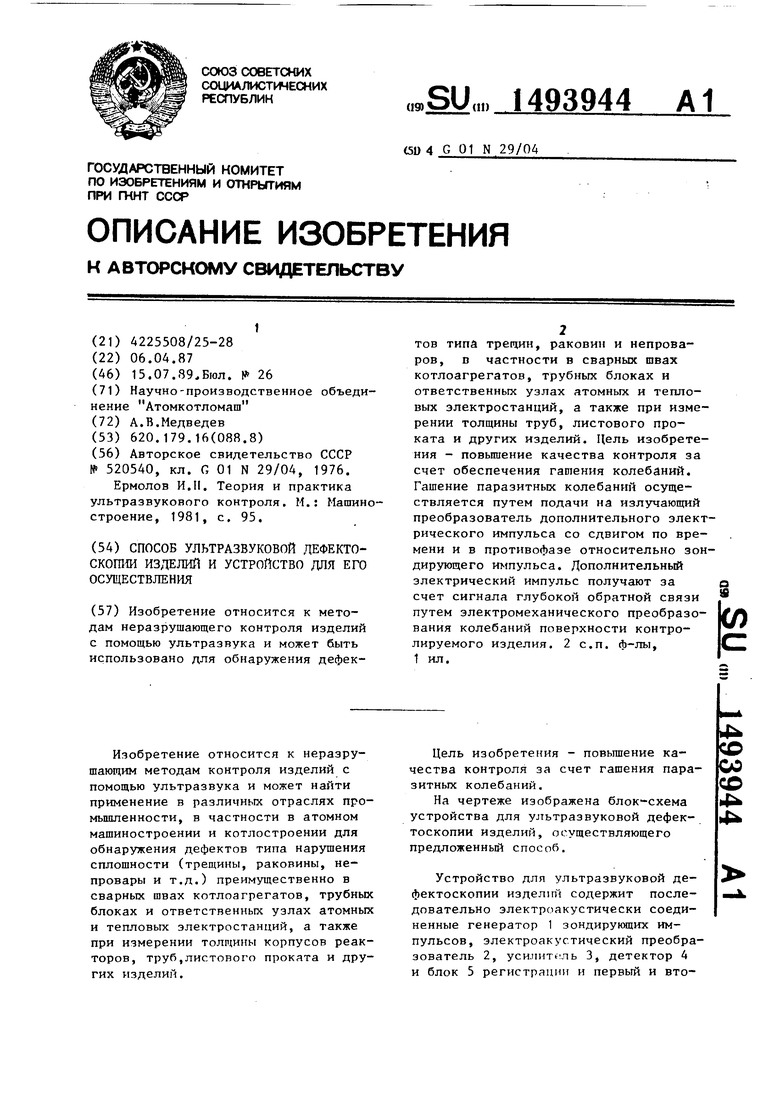


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2278377C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2015 |
|
RU2613567C1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 1994 |
|
RU2104519C1 |
| Ультразвуковой дефектоскоп | 1984 |
|
SU1216721A1 |
| СПОСОБ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 2004 |
|
RU2262101C1 |
| Способ и устройство для уменьшения мертвой зоны ультразвукового эхо дефектоскопа | 1959 |
|
SU125935A1 |
| Ультразвуковой дефектоскоп | 1988 |
|
SU1633352A1 |
| Способ ультразвукового контроля изделий и устройство для его осуществления | 1990 |
|
SU1727050A1 |
| Ультразвуковое устройство для измерения контактных давлений | 1990 |
|
SU1746297A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 2010 |
|
RU2444009C1 |

Изобретение относится к методам неразрушающего контроля изделий с помощью ультразвука и может быть использовано для обнаружения дефектов типа трещин, раковин и непроваров ,в частности, в сварных швах котлоагрегатов, трубных блоках и ответственных узлах атомных и тепловых электростанций, а также при измерении толщины труб, листового проката и других изделий. Цель изобретения - повышение качества контроля за счет обеспечения гашения паразитных колебаний. Гашение паразитных колебаний осуществляется путем подачи на излучающий преобразователь дополнительного электрического импульса со сдвигом по времени и в противофазе относительно зондирующего импульса. Дополнительный электрический импульс получают за счет сигнала глубокой обратной связи путем электромеханического преобразования колебаний поверхности контролируемого изделия. 2 с.п. ф-лы, 1 ил.
| Способ гашения колебаний импульсно возбужденного электроакустического преобразователя | 1972 |
|
SU520540A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ермолов И.II | |||
| Теория и практика ультразвукового контроля | |||
| М.: Машиностроение, 1981, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
