Изобретение относится к области неразрушающего контроля и может быть использовано для оперативного контроля работоспособности ультразвуковых (у.з.) дефектоскопов в процессе их настройки и поиска с помощью них дефектов в разнообразных материалах и изделиях промышленности, например,в сварных соединениях, в железнодорожных рельсах.
Известен способ контроля работоспособности у.з.- дефектоскопа,заключающийся во включении в электрическую схему дефектоскопа специального имитатора тестового сигнала, изменении амплитуды тестового сигнала синхронно и по обратной связи с амплитудой сигнала блока временной регулировки чувствительности (ВРЧ) и в оценке работоспособности у.з.- дефектоскопа по результирующему сигналу, находящемуся в поле допуска контролируемого сигнала [1]. Недостатком известного способа являются необходимость вмешательства в электронную схему дефектоскопа - включение имитатора тестового сигнала и отсутствие возможности проверки акустического блока дефектоскопа. В то же время в соответствии с ГОСТ 23049-84, у.з.- дефектоскоп представляет собой устройство, состоящее как минимум из двух блоков: электронного и акустического. В практике контроля чаще всего в процессе работы отказывает акустический блок, состоящий из одного или нескольких пьезоэлектрических преобразователей (ПЭП), или же кабель (кабели), соединяющие ПЭП с электронным блоком. Однако известный способ позволяет проверять работоспособность только части у.з.-дефектоскопа,его электронный блок, а работоспособность акустического блока и в целом дефектоскопа не проверяются.
Иными словами, известный способ по существу является способом контроля работоспособности только приемного тракта электронного блока дефектоскопа, а не дефектоскопа в целом.
Известно устройство для настройки и поверки ультразвуковых приборов [2], которое позволяет проверять работоспособность всего электроакустического тракта дефектоскопа. Контроль работоспособности дефектоскопа с помощью данного устройства производится путем размещения рабочего пьезоэлектрического преобразователя (ПЭП) дефектоскопа в специальную акустическую ванну с иммерсионной жидкостью с основными и дополнительными образцовыми ПЭП, генерации образцового сигнала и приеме этого сигнала рабочим ПЭП дефектоскопа. Известное устройство имеет сложную электрическую схему, целую серию основных и дополнительных образцовых ПЭП, громоздкую акустическую ванну с жидкостью и естественно не может быть использовано для оперативной проверки работоспособности у.з.-дефектоскопа в полевых и цеховых условиях. Таким образом, недостатками известного устройства являются сложность конструкции и ограниченная область применения.
Известны способ и устройство контроля работоспособности ультразвукового дефектоскопа [3] , предназначенные для настройки и поверки дефектоскопов с непрерывным излучением упругих колебаний. За счет имитации эхо-сигналов, их излучения в настроечный образец и последующего приема проверяется весь электроакустический тракт дефектоскопа, включая излучающую и приемную части электронного блока дефектоскопа, соответствующих ПЭП и электрических кабелей, соединяющих ПЭП с электронным блоком. Однако недостатком известных способа и устройства является их применимость только для дефектоскопов с непрерывным излучением у.з.- колебаний и обработки сигналов на базе эффекта Доплера. Известные решения не могут быть применены при контроле работоспособности наиболее распространенных в мировой практике ультразвуковых дефектоскопов импульсным излучением ультразвуковых колебаний и имеют ограниченную область применения.
Наиболее близким к предлагаемому изобретению и принятым за прототип является способ проверки работоспособности ультразвукового дефектоскопа но ГОСТ 14782-86 [5] и ГОСТ 18576-85 [6], заключающийся в том, что акустический блок проверяемого дефектоскопа устанавливают на настроечный образец, путем нанесения контактирующей жидкости на поверхность образца обеспечивают акустический контакт между образцом и акустическим блоком, излучают акустическим блоком дефектоскопа импульсные ультразвуковые колебания в образец, принимают отраженные от внутреннего отражателя в образце ультразвуковые колебания (эхо-сигналы), усиливают их, осуществляют временную селекцию и подают на индикаторы дефектоскопа, а о работоспособности дефектоскопа судят по срабатыванию его индикаторов.
Для реализации известного способа используют устройства, представляющие специальные настроечные (стандартные) образцы по ГОСТ 14782-86 [5] из металла или органического стекла с внутренними отражателями в виде цилиндрических сверлений или пропилов.
Аналогичные образцы из металлов (сталь, алюминий) и органического стекла для проверки дефектоскопов применяют также все ведущие в мире фирмы в области неразрушающего контроля (Японии, США, Германии и т. д. [7, 8, 9]).
В качестве прототипа заявляемого устройства принято устройство для проверки работоспособности ультразвукового дефектоскопа - стандартный образец CO-2 по ГОСТ 14782-86 [5], представляющее собой образец из стали с рабочей и тыльной поверхностями и выполненными внутри образца отражателями в виде сквозных цилиндрических сверлений с известными отражательными свойствами.
Известные способ и устройство предназначены для предварительной настройки ультразвукового импульсного дефектоскопа перед проведением контроля изделия и последующей периодической проверки работоспособности дефектоскопа в процессе выполнения контроля. Процесс настройки чувствительности дефектоскопа сводится к тому, что путем перемещения акустического блока дефектоскопа по поверхности настроечного образца добиваются получения максимальной амплитуды эхо- сигнала от заданного отражателя (в CO-2 - от цилиндрического отверстия диаметром 6 мм на глубине 44 мм). Далее (если необходимо) корректируют чувствительность аттенюатором для достижения уровня фиксации (см., например, абзац 4 стр. 190 [10]). После этого ручками, управляющими чувствительностью дефектоскопа, добиваются того, чтобы соответствующий импульс составлял 2/3.....1/2 экрана ЭЛТ - дефектоскопа. При этом проверяется работоспособность всего электроакустического тракта дефектоскопа, включая генераторные узлы, пьезоэлектрический преобразователь (ПЭП) акустического блока, кабели, соединяющие ПЭП с электронным блоком, приемный тракт и индикаторы (ЭЛТ и звуковые) дефектоскопа.
В процессе поиска дефекта периодически приостанавливают контроль изделия, устанавливают акустический блок на настроечный образец, вновь добиваются получения эхо-сигнала от заданного отражателя и убеждаются в превышении им порогового уровня дефектоскопа. Тем самым производится периодическая проверка работоспособности дефектоскопа и соответствия им заданной чувствительности контроля. Причем проверка правильности настройки чувствительности и контроль работоспособности дефектоскопа должны производиться при каждом включении аппаратуры и не реже чем через каждые 30-240 мин непрерывной работы дефектоскопа (см. например, с. 15, п. 3.6 ГОСТ 17410-78 [11]). Периодичность проверки определяется типом дефектоскопа, условиями контроля и устанавливается нормативно-технической документацией (НТД) на контроль.
Недостатками известных способа и устройства, принятыми за прототип, являются:
низкая производительность контроля, обусловленная необходимостью установки акустического блока на образец, поиска максимума эхо-сигнала от заданного отражателя и т.п. Это требует значительных затрат времени (до 10 - 15% времени от общего времени контроля). При необходимости проверки работоспособности многоканального (N каналов) дефектоскопа, время, периодически затрачиваемое на проверку работоспособности дефектоскопа, возрастает в N раз, т. к. настроечный образец требуется последовательно устанавливать под каждый пьезоэлектрический преобразователь акустического блока дефектоскопа и проверять работоспособность каждого канала отдельно;
низкая надежность контроля, вызванная зависимостью акустических свойств некоторых образцов (например, изготовленных из органического стекла) от температуры окружающей среды;
неудобство в работе и низкая надежность контроля, связанная с тем, что металлические образцы имеют значительную массу (например, наиболее часто применяемый образец CO-2 имеет массу 2,8 кг). При работе в цеховых и полевых условиях это существенно повышает суммарную массу носимого комплекта дефектоскописта (дефектоскоп ≈ 5 кг, кабели и ПЭП ≈ 0,5 кг, емкость с контактирующей жидкостью ≈ 0,5 кг и металлический настроечный образец (или образцы) ≈ 2,8-5 кг). В результате оператор-дефектоскопист старается исключить из носимого комплекта настроечный образец и тем самым нарушает требования НТД на контроль, резко снижая надежность контроля;
ограниченная область применения, вызванная тем, что известные способ и устройство эффективны только при проверке работоспособности дефектоскопа, работающего по эхо-методу. При реализации дефектоскопом зеркально-теневого метода для его проверки требуется использование других образцов или имитаторов дефектов (см., например, п. 1.2.1 ГОСТ 18576-85 [6]);
низкая производительность контроля, обусловленная тем, что известный способ не позволяет локализовать причину отказа дефектоскопа при отсутствии эхо-сигнала от отражателя в образце. В результате оператор тратит значительное время на определение возможного характера повреждения дефектоскопа и его устранение (например, на замену кабеля или ПЭП), что в целом снижает производительность контроля.
Таким образом, известные способ и устройство контроля работоспособности ультразвукового дефектоскопа, принятые за прототип, имеют низкую производительность, ограниченное применение и низкую надежность контроля.
Заявляемое изобретение направлено на решение задачи повышения надежности и производительности контроля, на расширение области применения.
Поставленная задача достигается тем, что в способе проверки работоспособности ультразвукового дефектоскопа, заключающемся в том, что акустический блок проверяемого дефектоскопа устанавливают на настроечный образец, обеспечивают акустический контакт между образцом и акустическим блоком, излучают акустическим блоком импульсные ультразвуковые колебания из образца, вызванные реакцией на излученные колебания, усиливают их, осуществляют временную селекцию и подают на индикаторы дефектоскопа, дополнительно принимают в настроечном образце излученные дефектоскопом ультразвуковые колебания и индицируют факт их приема, задерживают принятые колебания на определенное время, и с помощью них вторично формируют ультразвуковые колебания и излучают их из образца, в зависимости от реализуемого дефектоскопом метода контроля излучают или прерывают излучаемые из образца ультразвуковые колебания, причем время задержки выбирают исходя из расчета попадания формируемых колебаний в рабочую зону дефектоскопа, амплитуду излучаемого сигнала выбирают выше порогового уровня дефектоскопа, а о работоспособности дефектоскопа судят по срабатыванию индикатора настроечного образца и индикаторов дефектоскопа.
Предлагаемый способ реализуют с помощью устройства для проверки работоспособности ультразвукового дефектоскопа, состоящего из настроечного образна с рабочей и тыльными поверхностями, выполненного из материала, прозрачного для ультразвуковых колебаний, с дополнительно установленным на тыльной стороне настроечного образца пьезопреобразователем, работающим последовательно в режиме приема и излучения ультразвуковых колебаний, причем пьезопреобразователь подключен к электрическому тракту, состоящему из последовательно соединенных двухпозиционного коммутатора, приемника, нормализатора импульсов, регулируемой линии задержки, коммутатора дефектов и коммутатора метода контроля, генератора импульсов с регулятором амплитуды, выход генератора соединен с вторым входом двухпозиционного коммутатора, а к выходу нормализатора подключены индикатор принятых сигналов и ждущий мультивибратор, выход которого соединен с управляющим входом двухпозиционного коммутатора. Для проверки работоспособности многоканальных дефектоскопов в устройстве количество преобразователей и электрических трактов предусмотрено равным количеству рабочих преобразователей акустического блока дефектоскопа.
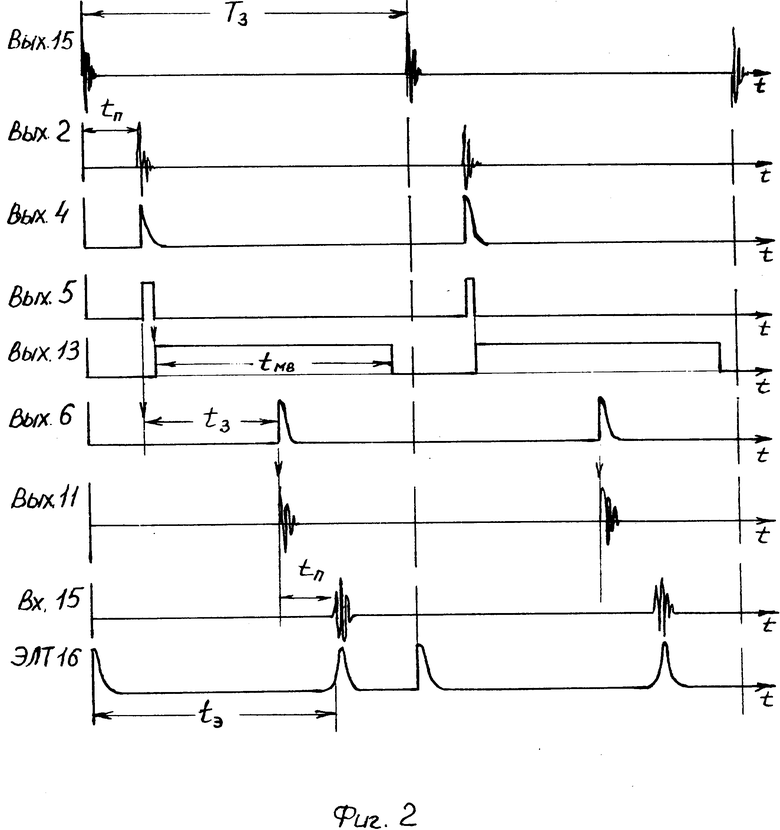
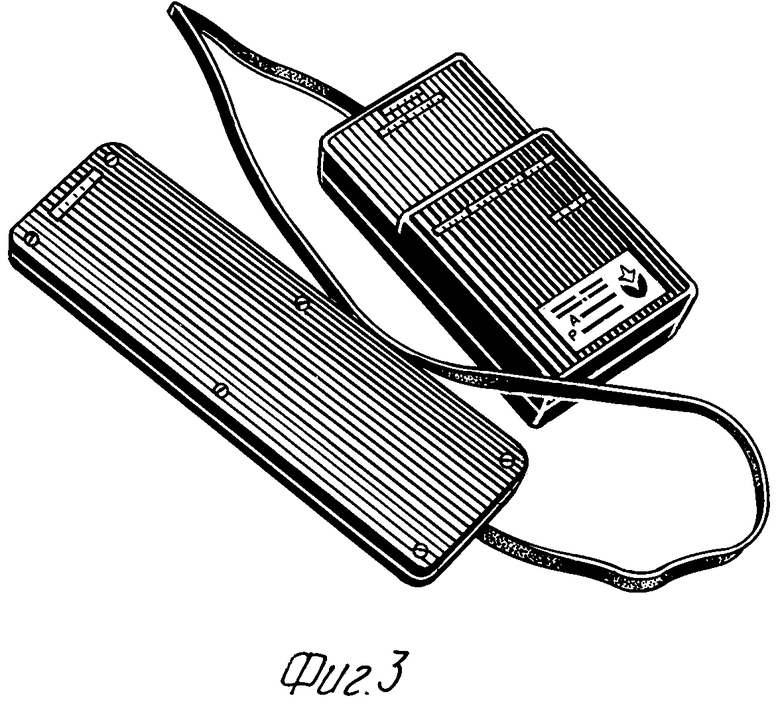
На фиг. 1 представлена функциональная схема устройства для проверки работоспособности ультразвуковых дефектоскопов, реализующего предлагаемый способ; на фиг. 2 - временные диаграммы, поясняющие принцип работы устройства; на фиг. 3 - общий вид макета устройства для проверки работоспособности многоканального дефектоскопа.
Устройство для проверки работоспособности ультразвукового дефектоскопа состоит из настроечного образца 1 с рабочей и тыльной поверхностями, пьезопреобразователя 2, установленного на тыльной стороне образца; причем пьезопреобразователь соединен с электронным трактом, состоящим из последовательно соединенных двухпозиционного коммутатора 3, усилителя принятых сигналов 4, нормализатора импульсов 5, регулируемой линии задержки 6 с органом управления 7, коммутатора дефектов 8 с кнопкой 9, коммутатора выбора метода контроля 10, генератора импульсов 11 с регулятором амплитуды 12, причем между выходом нормализатора 5 и управляющим входом двухпозиционного коммутатора 3 подключен ждущий мультивибратор 13, и к выходу нормализатора 5 подключен индикатор 14 принятых сигналов. При проведении проверки работоспособности дефектоскопа акустический блок 15 дефектоскопа устанавливают на рабочую поверхность настроечного образца 1 и о работоспособности дефектоскопа судят по срабатыванию индикатора 14 устройства и индикаторов (ЭЛТ, звуковой или световой) проверяемого дефектоскопа 16.
Устройство для контроля работоспособности многоканального (N каналов) ультразвукового дефектоскопа содержит N преобразователей 2 и соответствующее количество электрических трактов.
Способ проверки работоспособности ультразвукового дефектоскопа реализуется следующим образом. Акустический блок проверяемого дефектоскопа устанавливают на рабочую поверхность настроечного образца, обеспечивают акустический контакт между блоком и образцом (путем нанесения контактирующей жидкости между ними), в процессе работы дефектоскопа излучают импульсные ультразвуковые колебания в образец, эти колебания принимаются преобразователем, установленным на тыльной стороне образца, и индицируют факт приема, задерживают на определенное время принятые колебания, с помощью задержанных колебаний вторично формируют ультразвуковые колебания и излучают их из образца с помощью того же преобразователя; в зависимости от реализуемого дефектоскопом метода излучают или прерывают излучаемые из образца колебания, эти колебания принимают акустическим блоком дефектоскопа, усиливают их, осуществляют временную селекцию и подают на индикаторы дефектоскопа, причем время задержки выбирают исходя из расчета попадания излучаемых колебаний в рабочую временную зону дефектоскопа, а амплитуду излучаемых из образца колебаний выбирают выше порогового уровня дефектоскопа.
В основу действия заявляемых способа и устройства положен принцип электрического формирования и излучения эхо-сигналов от квазиотражателей, причем временное положение и амплитуда электрически генерируемых колебаний соответствует эхо-сигналу от типовых отражателей в стандартных образцах. Кроме того, формирование ультразвуковых колебаний - эквивалентов акустических эхо-сигналов от отражателей - происходит только тогда, когда происходит прием зондирующих колебаний от акустического блока проверяемого дефектоскопа. В результате имеется возможность полностью имитировать процедуру проверки дефектоскопа с помощью стандартных образцов. Причем индикация приема зондирующих колебаний дефектоскопа настроенным образцом позволяет диагностировать и частично локализовать причину неисправности при отсутствии эхо-сигналов на экране ЭЛТ дефектоскопа и при отсутствии срабатывания пороговых индикаторов прибора.
Способ проверки работоспособности у.з.- дефектоскопа реализуется с помощью соответствующего устройства следующим образом (фиг. 1 и фиг. 2). Включают у.з. - дефектоскоп 16, устанавливают акустический блок 15 дефектоскопа на рабочую поверхность настроечного образца 1. Путем нанесения контактирующей жидкости (вода, масло или глицерин) на поверхность образца 1 обеспечивают акустический контакт между блоком 15 и образцом 1. В процессе работы дефектоскопа акустический блок 15 периодически (с периодом Т) излучает ультразвуковые (зондирующие) колебания в образец. Эти колебания принимаются пьезопреобразователем 2 образца, установленного (приклеенного) к тыльной стороне образца 1. Электрические колебания, возникающие на обкладках преобразователя 2, через двухпозиционный коммутатор 3 поступают на вход усилителя 4. Здесь производится их усиление и амплитудное детектирование (фиг. 2). В нормализаторе 5 из принятых и усиленных зондирующих импульсов формируется нормализованный импульс заданной формы и амплитуды (например, импульс прямоугольной формы с амплитудой 5 В и длительностью 3 мкс), который в дальнейшем используется в качестве синхроимпульса. Задним фронтом этого импульса запускается ждущий мультивибратор 13, длительность импульса которого должна быть несколько меньше периода посылок зондирующих импульсов рабочего дефектоскопа. Иными словами, импульс, мультивибратора (tмв) должен завершиться до прихода следующего зондирующего импульса от дефектоскопа. Этим импульсом коммутатор 3 переключается в режим излучения (на фиг. 1 положение переключателя коммутатора в левом положении). Параллельно с мультивибратором 13 импульс с нормализатора 5 поступает на индикатор 14 принятых сигналов и на выход регулируемой линии задержки 6.
Величина времени задержки этой линии устанавливается предварительно с помощью регулятора 7 пропорционально времени распространения у.з.- колебаний в типовом стандартном образце до отражателя и обратно. В общем случае время задержки должно выбираться исходя из расчета попадания излучаемых колебаний в рабочую временную зону проверяемого дефектоскопа. Задержанный синхроимпульс через коммутатор 8 "Дефект" и коммутатор 9 "Метод контроля" поступает на генератор импульсов 11 с регулятором амплитуды 12. Генератор формирует электрические колебания, длительность и частота которых идентичны длительности и частоте принятых от акустического блока дефектоскопа колебаниям. Через коммутатор 3 электрические колебания возбуждают пьезопреобразователь 2. Ультразвуковые колебания, вырабатываемые этим преобразователем, через образец 1 принимаются ПЭП 15 дефектоскопа 16. В результате на экране электронно-лучевой трубки (ЭЛТ) дефектоскопа 16 формируется импульс, полностью идентичный по своим временным и амплитудным характеристикам эхо-импульсу от типовых отражателей в известных стандартных образцах. Кроме того, происходит срабатывание других индикаторов дефектоскопа.
В зависимости от метода, реализуемого дефектоскопом, имеется возможность кратковременной имитации дефектной ситуации (обнаружения дефектов дефектоскопом). При реализации эхо-метода переключатель коммутатора 10 устанавливается в нижнее но схеме положение (фиг. 1, 6). Путем нажатия кнопки 9 "Дефект" коммутатора 8 на генератор 11 с выхода линии задержки 6 подается синхроимпульс и имитируется появление эхо-сигнала на экране дефектоскопа 16.
При реализации зеркально-теневого метода, когда признаком дефектности изделия является пропадание (уменьшение ниже заданного порога) донного сигнала (эхо-сигнала от противоположной поверхности изделия), переключатель коммутатора 10 устанавливается в верхнее по схеме положение (фиг. 1, 6) и при нажатии кнопки 9 "Дефект" коммутатора 8 имитируется пропадание донного сигнала на экране ЭЛТ дефектоскопа.
Для реализации способа и устройства при проверке работоспособности многоканального (N канального) ультразвукового дефектоскопа устройство также выполняют многоканальным, где количество преобразователей 2 образца равно количеству ПЭП-ов акустического блока 15 проверяемого дефектоскопа 16. Естественно при этом и количество электрических трактов образца с индикаторами 14 соответствует N.
Реализация предлагаемого устройства не вызывает особых затруднений, т.к. все узлы электронного тракта настроечного образца являются известными радиотехническими устройствами.
Настроечный образец 1 целесообразно выполнить из материала на основе акрильных пластмасс (полистирол, полиамид и т. п.) или полимеров (капролон, поликарбонат и др.), пропускающего ультразвуковые колебания.
Выполнение образца из пластмассы существенно уменьшает массу устройства, повышает технологичность изготовления и снижает себестоимость устройства. Кроме того, указанные материалы хотя и пропускают у.з.- колебания, в то же время обусловливают их быстрое затухание, благодаря чему полностью исключаются мешающие отражения от торцов образца, связанные с зондирующими колебаниями, излучаемые преобразователем 15 дефектоскопа и пьезопластиной 2.
На практике образец может представлять из себя лист из пластмассы толщиной 3- 10 мм.
Необходимо отметить, что использование в качестве материала для изготовления образца пластмасс существенно расширяет область применения, т.к. в этом случае можно не ограничиваться только плоским образцом, а изготовить образцы, например, в виде железнодорожных рельсов, валов, осей и других изделий (деталей) машиностроения и транспорта. При этом они будут представлять полые пластмассовые модели конкретных деталей (рельсов, валов) с прикрепленными (наклеенными) внутри, по плоскостью сканирования, N пьезопластинами.
Приемник 4 может быть выполнен по типовой схеме серийного дефектоскопа (например, усилителя высокой частоты и амплитудного детектора дефектоскопа УД2-12 [12]).
Линия задержки 6 может быть выполнена в виде известного ждущею мультивибратора с регулируемой длительностью импульса и дифференциальной цепочки с ограничителем, выделяющим задний фронт импульса мультивибратора. Генератор импульсов 11 может быть выполнен по классической схеме генератора с контуром ударного возбуждения [13] с регулируемой амплитудой зондирующих импульсов или же в простейшем случае в виде генератора прямоугольных импульсов с длительностью последних 0,5 - 1 мкс. В любом случае происходит более или менее эффективное возбуждение пьезопластины 2 и излучение у.з.- колебаний в образец 1. Коммутатор может быть выполнен, например, в виде аналогового мультиплексора, осуществляющего подключение одного входа к любому из имеющихся выходов (двух) при поступлении управляющего сигнала (см., например, стр. 79-80 книги [13]). Как следует из фиг. 1 и 2, в качестве управляющего сигнала коммутатора 3 используется выходной сигнал ждущего мультивибратора 13: при единичном положении (импульс на выходе мультивибратора есть) - коммутатор подключает пьезопластину 2 к генератору 11 (режим излучения); при нулевом положении (импульс на выходе мультивибратора отсутствует) - к входу приемника 4 (режим приема). Длительность tмв импульса этого мультивибратора выбирается из условия
где tз.max - максимальное время задержки эхо-сигнала от моделируемых отражателей относительно зондирующего импульса дефектоскопа;
Tз.min - минимальная длительность периода, соответствующая максимальной частоте Fз.max посылок зондирующих импульсов дефектоскопа. На практике tмв ≈ 200 мкс, т.к. обычно Fз.max ≤ 4 кГц.
Время задержки tз. линии задержки 6, определяющее временное положение эхо-сигнала от моделируемого отражателя на экране ЭЛT дефектоскопа, определяется из геометрического построения и скорости распространения у.з.- колебаний (фиг. 2).
При выборе толщины настроечного образца в пределах единиц (мм) время прохождения у.з.- колебаний tn от ПЭП акустического блока до ПЭП образца составляет 1 - 5 мкс, может быть при необходимости учтено при установке tз. и не оказывает существенного влияния на точность установки времени задержки линии 6.
Очевидно, что органы управления устройством: коммутатор 10 "Метод контроля", кнопка 9 "Дефект" коммутатора 8, регулятор 7 линии задержки 6 и регулятор амплитуды 12 генератора 11, а также индикатор 14 приема сигналов целесообразно вывести на пульт управления образца. В качестве индикатора устройства целесообразно использовать световой (или звуковой) индикатор, например типовой светодиод с зеленым свечением.
Устройство проверки работоспособности у.з.- дефектоскопов, реализующее предлагаемый способ, можно выполнить в следующих модификациях:
в виде единого электронно-акустического блока, с площадкой для установки ПЭП дефектоскопа;
в виде электронного блока с пультом управления и отдельной акустической панелью;
в виде встроенного в электронный блок проверяемого дефектоскопа устройства с площадкой для установки ПЭП дефектоскопа, работающего в электрически независимом режиме от дефектоскопа;
Для проверки основных принципов предлагаемого способа, отработки узлов устройства в Ассоциации "Радиоавионика" изготовлен макет портативного прибора КРАБ-М для оперативной проверки работоспособности ультразвуковых рельсовых дефектоскопов (фиг. 3). Прибор КРАБ-М (Контроль работоспособности - многоканальный) предназначен для контроля работоспособности многоканальных ультразвуковых дефектоскопов типа РЕЛЬС-5, ПОИСК-2 и ПОИСК-10Э, широко применяемых на железных дорогах России и СНГ для сплошного контроля рельсов. Эти дефектоскопы одновременно реализуют эхо- и зеркально-теневой методы контроля и имеют по четыре дефектоскопических канала на каждую нитку пути. Акустический блок дефектоскопа состоит из четырех ПЭП (двух - осуществляющих ввод у. з.- колебаний под углом 58o и реализующих эхо-метод и двух - под углом 0o относительно поверхности катания рельса и реализующих зеркально-теневой метод (ЗТМ).
Макет заявляемого устройства для указанных целей выполнен в виде четырехканального прибора, состоящего из акустической панели и электронного блока (вторая модификация).
Акустическая панель прибора КРАБ-М выполнена из двух листов пластмассы (полистирола) размерами 200х65х15 мм, достаточными для установки акустического блока дефектоскопа. Между этими листами смонтированы четыре пьезопластины типа ЦТС-19 на расстояниях,соответствующих типовым расстояниям рабочих ПЭП между собой в акустическом блоке дефектоскопа (30, 50 и 30 мм). С помощью гибкого кабеля (длиной 0,5 м) акустическая панель соединена с электронным блоком устройства. В этом блоке смонтированы четыре электронных тракта, собранные по функциональной схеме фиг. 1,источник питания, переключатели каналов, коммутирующие эхо- или ЗТМ методы, индикатор приема (фиг. 3). В связи с тем, что прибор КРАБ-М предназначен для проверки работоспособности конкретных дефектоскопов с известными и фиксированными параметрами временной селекции (строб-импульсов) в эхо-каналах, то регулировка амплитуды и времени задержки имитируемого эхо-сигнала не предусматриваются и органы регулировки 7 линии задержки 6 (фиг. 1) отсутствуют. В то же время в двух каналах, реализующих ЗТМ, предусмотрена регулировка времени задержки линии 6, т.к. реальные донные сигналы, принимаемые каналами ЗТМ проверяемого дефектоскопа, зависят от типа контролируемого рельса и могут менять свое временное положение в определенных пределах. Для формирования моделей донных сигналов, учитывающих эти ситуации, в каналах ЗТМ макета устройства предусмотрена регулировка времени задержки линии задержки 6 с помощью сдвоенного органа управления 7, обозначенного на макете "Тип рельса".
Так как макет устройства собран на современной элементной базе, то суммарная масса четырехканального электронного блока и акустической платы не превышает 200 г, а ток потребления не более 2,0 мА, что позволяет выполнять прибор в "карманном" варианте.
Опробование прибора КРАБ-М (макета заявляемого устройства) в реальных условиях проверки двухниточных многоканальных дефектоскопов позволило продемонстрировать следующие положительные свойства предлагаемых способа и устройства:
- проверяется работоспособность всего электроакустического тракта дефектоскопа: генератора зондирующих импульсов, входных и выходных разъемов, кабелей, ПЭП, приемного тракта и индикаторов (ЭЛТ и звукового);
- время, затрачиваемое на проверку работоспособности рельсовых дефектоскопов по всем четырем каналам не превышает двух минут, т.к. акустический блок дефектоскопа устанавливается на настроечный образец в один прием и все каналы проверяются практически одновременно (последовательно с интервалом 10-20 с);
- при наличии неисправных дефектоскопических каналов в дефектоскопе удается локализовать причину отказа (при отказе излучающей части дефектоскопа (включая ПЭП), не срабатывает световой индикатор устройства, при неисправности приемного тракта не работают индикаторы дефектоскопа);
- оперативно имитируются сигналы от "дефектов" как в эхо-, так и в зеркально-теневом каналах;
- настроечный образец (комплект акустической платы и электронного блока) имеет массу в 14 раз меньшую, чем типовые стандартные образцы из металла (СО-2),и практически не увеличивает массу носимого комплекта дефектоскопа.
Малый вес и габариты, удобство в управлении прибора КРАБ-М, реализующего предлагаемый способ и устройство, делают его удобным не только для оператора, но и для руководителей подразделений неразрушающего контроля, осуществляющих выборочную проверку правильности работы операторов, соблюдения ими требований НТД на контроль.
Таким образом, предложенная последовательность операций способа и совокупность существенных признаков заявляемого устройства позволяет получить новые технические результаты:
- повысить оперативность и достоверность проверки работоспособности дефектоскопов, тем самым повышая надежность и производительность контроля изделий;
- проверять работоспособность одноканальных и многоканальных дефектоскопов с каналами, реализующими как эхо-, так и зеркально-теневой методы контроля, расширяя тем самым область применения способа и устройства;
- определять возможный характер повреждения проверяемого дефектоскопа и сократить диапазон его поиска, тем самым уменьшая время ремонта и повышая в целом производительность контроля.
Источники информации:
1. Авторское свидетельство СССР N 1769116 А-1, Е.М. Кутин, И.А. Одинцов, М. И. Ермолаев. Способ контроля работоспособности ультразвукового дефектоскопа. Опуб. 15.10.92, Б.И. N 38.
2. ГОСТ 23049-84. Контроль неразрушающий. Дефектоскопы ультразвуковые. Основные параметры и общие технические требования. М.: Гос. Комитет СССР по стандартам 1986 г.
3. Авторское свидетельство СССР N 502315 (G 01 N 29/04) Б.В. Томилов. Устройство для настройки и проверки ультразвуковых приборов. Опублик. 16.04.76.
4. Авторское свидетельство CCCP N 1388789 (G 01 N 29/04) А.К. Гурвич, А. А. Марков и др. Ультразвуковой дефектоскоп. Опуб. 15.04.88. Б.И. N 14.
5. ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
6. ГОСТ 18576-85. Контроль неразрушающий. Рельсы железнодорожные. Meтоды ультразвуковые.
7. Проспект фирмы TOKIMEC (Япония). Cat. N 895-1-J0601-1S-F.
8. Проспект фирмы США "PANAMETRICS" N Р393. Ultrasonic Transdusers for nondestructive testing, стр. 28 и 29 Calibration blocks. NDT Division, 221 Crescent Street Waltman, MA 02154 U.S.A. 4/93 г.
9. Проспект фирмы Krautkr mer Ger te - KATALOG. BL2/1(5/79).
10. Неразрушающий контроль. В 5-й кн. Кн. 2. Акустические методы контроля/ И.Н. Ермолов, Н.П. Алешин, А.И. Потапов; Под. ред. В.В. Сухорукова. - М. : Высшая шк., 1991,283 с.: ИП.
11. ГОСТ 17410-78. Контроль неразрушающий. Трубы металлические бесшовные цилиндрические. Методы ультразвуковой дефектоскопии.
12. Дефектоскоп ультразвуковой УД2-12 (2.1.). Руководство по эксплуатации. Приложение 4.ШЮ2.068.136РЭ1. г. Кишинев, ВНИИНК, 1986.
13. Гурвич А. К. , Ермолов И.Н. Ультразвуковой контроль сварных швов.- Киев: Техника, 1972, с. 69-73.
14. Электронные промышленные устройства. В.И. Васильев и др. - М.: Высшая школа, 1988,с. 79 - 80.
Использование: неразрушающий контроль. Сущность изобретения: ультразвуковые колебания возбуждают в образце и принимают колебания из образца, при этом перед их приемом дефектоскопом колебания принимают образцовым пьезопреобразователем с тыльной стороны образца, индицируют факт этого приема образцовым индикатором и через заданное время этим же пьезопреобразователем периодически излучают колебания в образец с амплитудой, большей порогового уровня дефектоскопа, а о работоспособности дефектоскопа судят совместно по индикаторам дефектоскопа и образцовому индикатору. Устройство снабжено образцовым пьезопреобразователем, установленным на тыльной поверхности образца,и электрическим трактом для обеспечения имитационных сигналов дефектов. В случае многоканального дефектоскопа устройство снабжено дополнительными электрическими трактами. 2 c. и 1 з. п. ф-лы, 3 ил.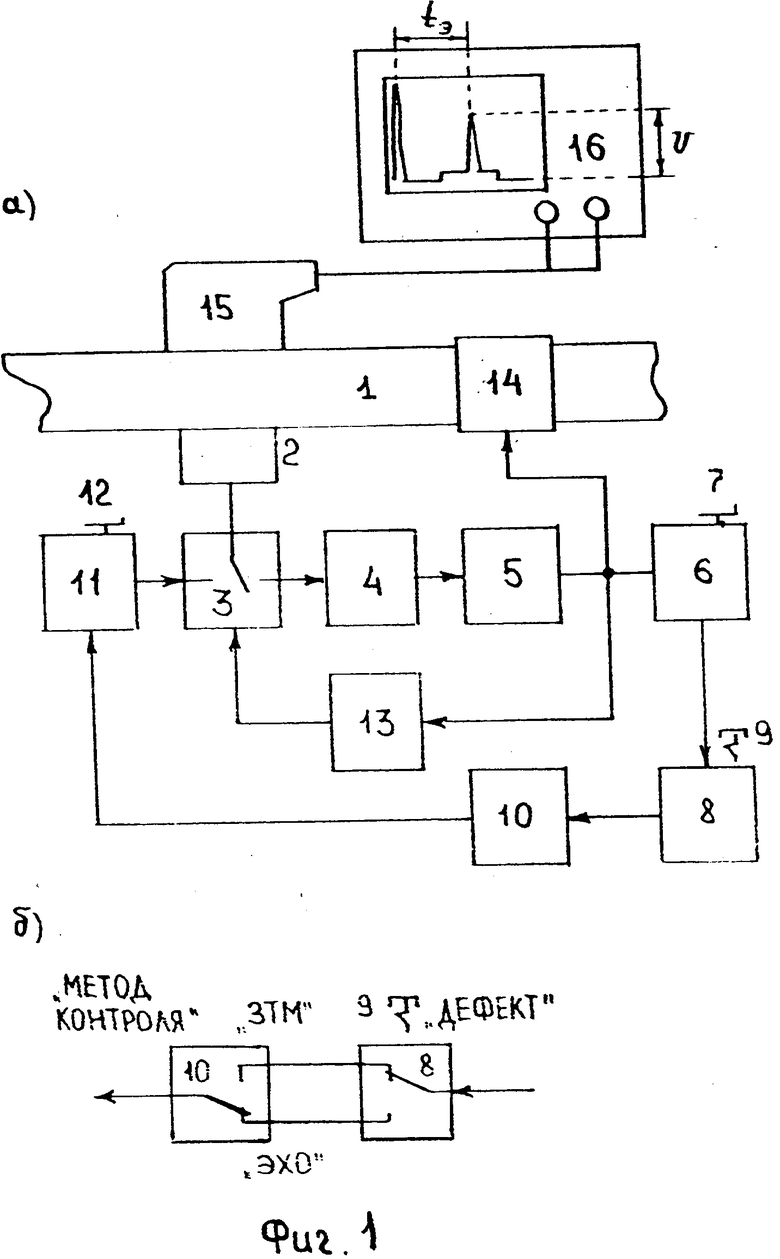
| SU, авторское свидетельство, 1769116, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 502315, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1388789, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
