| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для вычерчивания, построения и разметки деталей | 1930 |
|
SU49528A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОСТРОЕНИЯ РАЗВЕРТОК ФАСОННЫХ ДЕТАЛЕЙ | 1967 |
|
SU197983A1 |
| Чертежный прибор для построенияпРяМОугОльНыХ АКСОНОМЕТРичЕСКиХизОбРАжЕНий | 1978 |
|
SU799967A1 |
| Чертежный прибор | 1985 |
|
SU1266760A1 |
| Способ определения вида остаточных сварочных напряжений | 2017 |
|
RU2687528C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| ШАБЛОН В.Г.ДЕМЧУКА ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ СВАРНЫХ ШВОВ СОЕДИНЕНИЙ | 1991 |
|
RU2032140C1 |
| Устройство для измерения размеров | 1989 |
|
SU1670323A1 |
| Универсальный шаблон специалиста неразрушающего контроля | 2019 |
|
RU2714458C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2021 |
|
RU2791542C2 |
Изобретение относится к учебным приборам по напряжениям и деформациям при сварке ,в частности, к демонстрации динамики формирования главных напряжений при сварке стыковых соединений. Цель изобретения - обеспечение наглядности процесса формования главных напряжений. Устройство содержит модель сварного соединения, выполненную в виде пластины со шкалой, планку, перемещающуюся вдоль пластины, и сменный шаблон, прикрепленный к планке, контур которого соответствует изотерме той температуры квазистационарного температурного поля заданного материала, перпендикулярно которой формируются траектории наибольших главных сопряжений. Для обеспечения точности построения траекторий на шаблоне имеются пронумерованные риски. 2 ил.
Изобретение относится к учебным приборам по напряжениям и деформациям при сварке и может использоваться для наглядной демонстрации динамики формирования траекторий двухосных .главных напряжений от электродуговой сварки стыковых соединений.
Цель изобретения - обеспечение наглядности процесса формирования главных напряжений.
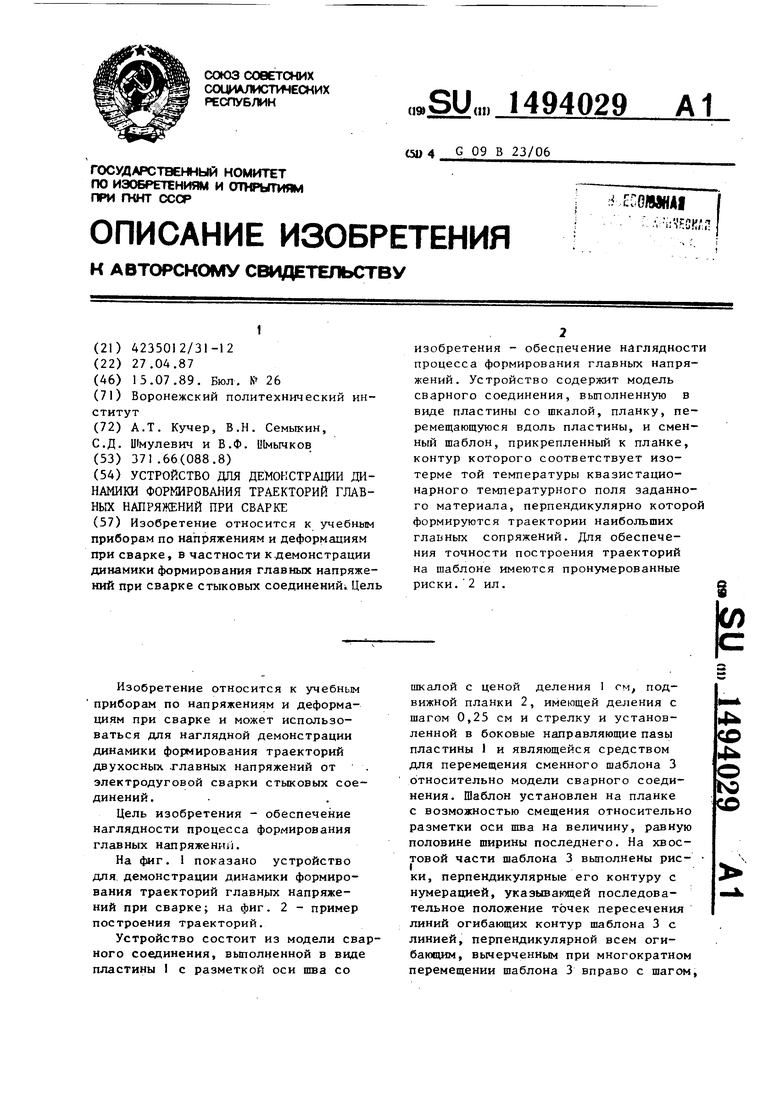
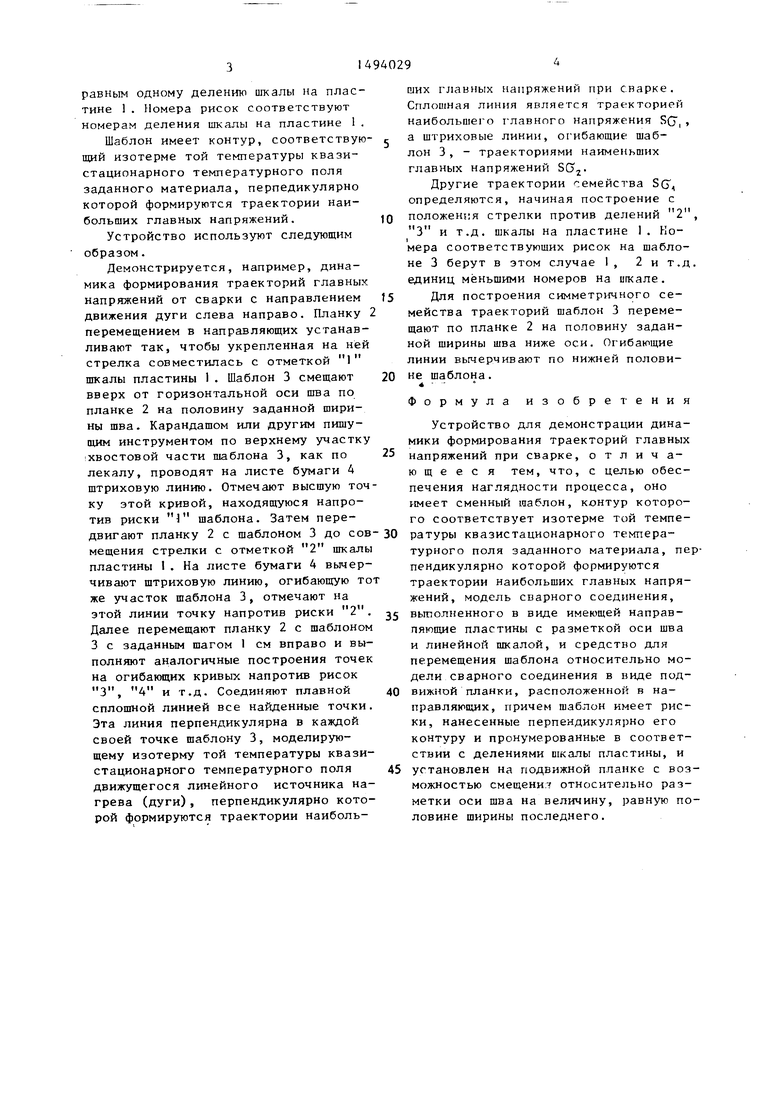
На фиг. 1 показано устройство для демонстрации динамики формирования траекторий главн гх напряжений при сварке; на фиг. 2 - пример построения траекторий.
Устройство состоит из модели сварного соединения, выполненной в виде пластины 1 с разметкой оси шва со
шкалой с ценой деления 1 см, подвижной планки 2, имеющей деления с шагом 0,25 см и стрелку и установленной в боковые направляющие пазы пластины 1 и являющейся средством для перемещения сменного шаблона 3 относительно модели сварного соединения. Шаблон установлен на планке с возможностью смещения относительно разметки оси шва на величину, равную половине ширины последнего. На хвостовой части шаблона 3 выполнены риски, перпендикулярные его контуру с нумерацией, указьшающей последовательное положение точек пересечения линий огибающих контур шаблона 3 с линией, перпендикулярной всем огибающим, вычерченным при многократном перемещении шаблона 3 вправо с шагом,
4
СО
О
to
о
равным одному делению шкалы на пластине 1. Номера рисок соответствуют номерам деления шкалы на пластине 1 .
Шаблон имеет контур, соответствую- щий изотерме той температуры квазистационарного температурного поля заданного материала, перпедикулярно которой формируются траектории наибольших главных напряжений.
Устройство используют следующим образом.
Демонстрируется, например, динамика формирования траекторий главных напряжений от сварки с направлением движения дуги слева направо. Планку перемещением в направляющих устанавливают так, чтобы укрепленная на ней стрелка совместилась с отметкой 1 шкалы пластины 1. Шаблон 3 смещают вверх от горизонтальной оси шва по планке 2 на половину заданной ширины шва. Карандашом или другим пишущим инструментом по верхнему участку 1ХВОСТОВОЙ части шаблона 3, как по лекалу, проводят на листе бумаги 4 штриховую линию. Отмечают высшую точку этой кривой, находящуюся напротив риски Ч шаблона. Затем передвигают планку 2 с шаблоном 3 до сов мещения стрелки с отметкой 2 шкалы пластины 1. На листе бумаги 4 вьиер- чивают штриховую линию, огибающую то же участок шаблона 3, отмечают на зтой линии точку напротив риски 2. Далее перемещают планку 2 с шаблоном 3 с заданным шагом 1 см вправо и выполняют аналогичные построения точек на огибающих кривых напротив рисок 3, 4 и т.д. Соединяют плавной сплошной линией все найденные точки. Эта линия перпендикулярна в каждой своей точке шаблону 3, моделирующему изотерму той температуры квазистационарного температурного поля движущегося линейного источника нагрева (дуги), перпендикулярно которой формируются траектории наибольших главных напряжений при сварке. Сплошная линия является траекторией наибольшего главного напряжения SO, а штриховые линии, огибающие шаблон 3 , - траекториями наименьших главных Напряжений SG.
Другие траектории семейства SG, определяются, начиная построение с положения стрелки против делений 2 3 и т.д. шкалы на пластине 1. Номера соответствующих рисок на шаблоне 3 берут в этом случае 1, 2 и т.д единиц меньшими номеров на игкале.
Для построения симметричного семейства траекторий шаблон 3 перемещают по планке 2 на половину заданной ширины шва ниже оси. Огибающие линии вычерчивают по нижней половине шаблона.
4 - Формула изобретения
Устройство для демонстрации динамики формирования траекторий главных напряжений при сварке, отличающееся тем, что, с целью обеспечения наглядности процесса, оно имеет сменный шаблон, контур которого соответствует изотерме той температуры квазистационарного температурного поля заданного материала, пепендикулярно которой формируются траектории наибольших главных напряжений, модель сварного соединения, вьтолненного в виде имеющей направляющие пластины с разметкой оси шва и линейной шкалой, н средство для перемещения шаблона относительно модели сварного соединения в виде подвижной планки, расположенной в направляющих, причем шаблон имеет риски, нанесенные перпендикулярно его контуру и пронумерованные в соответствии с делениями шкапы пластины, и установлен на подвижной планке с возможностью смещени: относительно разметки оси шва на величину, равную половине ширины последнего.
.Г .Z .3 .V .
.2
