Изобретение относится к области сварки и может быть использовано для расчета химического состава сварного шва при проектировании процессов сварки с использованием дополнительного электродного или присадочного металла, без разрушения сварного соединения.
Известен способ определения площади поперечного сечения проплавления основного металла сварного шва, выполненного дуговой автоматической сваркой под слоем флюса плавящимся электродом стыкового соединения без разделки кромок, по которому измеряют скорость сварки и эффективную мощность дуги, принимают усредненное значение объемной теплоемкости, температуры плавления металла и его начальной температуры и рассчитывают площадь поперечного сечения
проплавления основного металла по математической формуле распространения тепла от точечного быстродвижущегося источника тепла на поверхности полубесконечного тела

где ηТ - термический коэффициент полезного действия сварочного источника теплоты, равный для данной расчетной схемы 0,384,
qИ - эффективная мощность сварочной дуги, Вт,
VC - скорость движения сварочной дуги (скорость сварки), см/с,
сρ - усредненная объемная теплоемкость металла, Дж/(см3 °С),
TL - температура плавления металла, °С,
Т0 - начальная температура металла, °С.
(см. Акулов и др. «Технология и оборудование сварки плавлением». М.: Машиностроение, 1977 г., стр. 187, формула 22).
Техническими проблемами при использовании данного способа являются высокая трудоемкость определения эффективной мощности дуги при ее экспериментальном определении и низкая точность расчета площади поперечного сечения основного металла при использовании для расчета эффективной мощности эффективного КПД, а также неадекватность используемой расчетной формулы для определения площади поперечного сечения проплавления основного металла при сварке стыковых соединений пластин без разделки кромок. Кроме того, технической проблемой является то, что известный способ не учитывает существенного влияния полярности сварочной дуги на проплавление основного металла, что также снижает точность определения площади поперечного сечения проплавления основного металла.
Известен способ определения проплавления основного металла сварного шва стыкового соединения пластин без разделки кромок, полученного дуговой автоматической сваркой плавящимся электродом под слоем флюса, включающем измерение сварочного зазора между пластинами, фиксирование начальной температуры свариваемого металла и измерение скорости сварки в процессе ее осуществления, при этом после сварки по макрошлифу измеряют глубину и ширину сварного шва и с учетом ширины сварочного зазора определяют максимальную ширину и глубину проплавления основного металла в поперечном сечении, причем для определения площади проплавления основного металла используют уравнение расчета температур от действия движущегося точечного источника тепла на поверхности плоской пластины

где ΔTL - разность между температурой плавления свариваемого металла и его начальной температурой, °С,
где TL - температура плавления свариваемого металла, °С,
Т0 - начальная температура свариваемого металла, °С,
qИ - эффективная мощность сварочного источника тепла (дуги), Вт,
сρ - объемная теплоемкость металла, Дж/(см3 °С),
а - коэффициент температуропроводности металла, см2/с,
х - координата в направлении движения источника тепла, отсчитываемая от источника тепла, см,
VC - скорость движения сварочного источника тепла (скорость сварки), см/с,
t - время с момента начала действия движущегося источника тепла, с,
у - координата, перпендикулярная направлению движения источника тепла (дуги), отсчитываемая от источника тепла, см,
z - координата, перпендикулярная направлению движения источника тепла (дуги) и плоскости пластины, на которой действует источник тепла, отсчитываемая от источника тепла, см,
δ - толщина пластины, см,
n - целые числа от -∞ до +∞,
при этом для измеренных максимальной глубины и ширины проплавления основного металла определяют по приведенной формуле соответствующие им коэффициенты температуропроводности а свариваемой пластины и коэффициент пропорциональности К=qИ/cρ, затем рассчитывают с использованием полученных коэффициентов средние и максимальные размеры глубины и ширины проплавления основного металла, а площадь проплавления основного металла в поперечном сечении стыкового соединения определяют как произведение одного из упомянутых средних расчетных размеров проплавления основного металла и другого максимального расчетного размера (см. патент РФ №2704676 опубл. 30.10.2019. Бюл. №31).
Технической проблемой при использовании известного способа является необходимость измерения глубины проплавления в зазоре по длине стыка в нескольких сечениях, при этом замеры не в полной мере отражают собственно провар, так как жидкотекучесть металла в узком зазоре зависит от ряда факторов. Жидкий металл сварочной ванны может по-разному фиксироваться кристаллизацией по высоте шва, вследствие, например, разной степени окисления кромок.
Технической проблемой является и то, что данный способ не позволяет определять глубину проплавления при наплавке на пластины без изготовления шлифа.
Также данному способу присуща излишняя сложность при определении коэффициентов в формуле, выражающаяся в необходимости построения двух изолиний для ширины шва и глубины проплавления. Также нет необходимости в определении двух средних и двух максимальных размеров сварного шва для определения площади поперечного сечения проплавления основного металла.
Кроме того не используются возможности оптимизации ряда параметров сварки или наплавки путем расчета площади поперечного сечения проплавления основного металла при изменении тока дуги и диаметра электрода.
В известном способе определения проплавления основного металла сварного шва стыкового соединения пластин без разделки кромок или при наплавке на пластины, полученного дуговой автоматической сваркой, включающий фиксирование начальной температуры металла и измерение тока и скорости сварки в процессе ее осуществления, при этом после сварки измеряют ширину сварного шва, для определения площади проплавления основного металла используют уравнение расчета температур от действия движущегося точечного источника тепла на поверхности плоской пластины

где ΔTL - разность между температурой плавления металла и его начальной температурой, °С,
TL - температура плавления металла, °С,
Т0 - начальная температура металла, °С,
qИ - эффективная мощность сварочного источника тепла, Вт,
сρ - объемная теплоемкость металла, Дж/(см3 °С),
а - коэффициент температуропроводности свариваемой пластины, см2/с,
х - координата в направлении движения источника тепла, отсчитываемая от источника тепла, см,
VC - скорость сварки, представляющая собой скорость движения сварочного источника тепла, см/с,
t - время с момента начала действия движущегося сварочного источника тепла, с,
у - координата, перпендикулярная направлению движения источника тепла, отсчитываемая от источника тепла, см,
z - координата, перпендикулярная направлению движения источника тепла и плоскости пластины, на которой действует источник тепла, отсчитываемая от источника тепла, см,
δ - толщина пластины, см,
n - целые числа от -∞ до +∞.
В отличие от прототипа в процессе сварки или наплавки измеряют не менее двух температур пластины, задаются рекомендуемым коэффициентом температуропроводности а свариваемого металла и рассчитывают по упомянутой формуле коэффициенты пропорциональности К=qИ/cρ для измеренных температур, вычисляют для них средний коэффициент пропорциональности КТ, а затем вычисляют данный коэффициент по значению ширины шва KЕ и окончательное значение коэффициента пропорциональности КС принимают равным полусумме значений по измеренным температурам КТ и по ширине шва KЕ, определяют значение удельного коэффициента пропорциональности k=КC/I, где I - ток сварки, А, и с использованием коэффициентов КC и а рассчитывают среднюю глубину проплавления основного металла, а площадь проплавления основного металла в поперечном сечении сварного соединения находят как произведение ширины шва на среднюю расчетную глубину проплавления.
Основным техническим результатом предлагаемого способа является создание возможности определения площади поперечного сечения проплавления основного металла в стыковых соединениях без зазора, при наплавке пластин или труб свыше определенного диаметра, без разрушения сварного соединения для изготовления шлифов.
Технический результат основан на том, что коэффициент температуропроводности я в используемой формуле точечного источника тепла на поверхности плоского слоя может быть принят, без ущерба для точности определения площади проплавления поперечного сечения основного металла, усредненным по рекомендациям для расчетов температур в пластине, и в этом случае коэффициент пропорциональности можно определить непосредственно по температурам точек пластины и уточнить по значению ширины шва без измерения максимальной глубины проплавления.
Технический результат состоит и в том, что при измерении температур металла можно обеспечить более высокую точность измерений, чем при измерении глубины проплавления, а также в том, что можно получить значительное число таких измерений и все их использовать для определения коэффициента К уравнения, что повышает точность определения площади проплавления основного металла.
Еще один технический результат заключается в упрощении расчетов в связи с тем, что отпадает необходимость построения изолиний, а также вычислением площади поперечного сечения проплавления основного металла только по средней глубине проплавления основного металла и опытному значению ширины шва.
Дополнительный технический результат заключается в определении удельного коэффициента k=kC/I, приходящегося на 1 А тока дуги. Этот коэффициент мало зависит от тока дуги и диаметра электрода, что позволяет рассчитывать площадь проплавления основного металла на основании минимального количества опытов для всего диапазона режимов данного вида дуги.
На фиг. 1 показано поперечное сечение наплавленного шва, на фиг. 2 - термические циклы точек пластины; на фиг. 3 - изотерма температуры плавления, на фиг 4 - схема определения коэффициента К, на фиг. 5 - схема расчета средней глубины проплавления, на фиг. 6 зависимости площади проплавления от температуры пластины.
На фиг. 1 приведена схема процесса наплавки и поперечное сечение наплавленного шва после дуговой автоматической наплавки пластины плавящимся электродом в среде защитного газа. Наплавка шва 1 на пластину 2 толщиной 5, производится сварочной дугой 3 прямого действия обратной полярности электродной проволокой 4. Наплавленный шов 1, представляющий сплав основного металла с электродным, можно условно разделить на площадь поперечного сечения проплавления основного металла 5 и площадь поперечного сечения наплавленного металла 6. На пластине 1 их разделяет пунктирная линия, проходящая по лицевой поверхности пластины 1. Ширина наплавленного шва 1 Е, максимальная глубина проплавления (провар) Н. На фиг. 1 показаны оси координат для расчета площади проплавления в поперечном сечении основного металла 5. Начало координат находится на лицевой поверхности пластины 2 в точке 0 на оси шва на линии поверхности пластины 2 до наплавки. Ось Z направлена от начала координат перпендикулярно от лицевой поверхности пластины 2 в сторону провара. Ось У направлена поперек пластины 2. Ось X направлена вдоль шва 1 (на фиг. 1 не показана) по направлению скорости наплавки. На обратной плоскости пластины 1 в точке с известной координатой у в металл пластины 2 устанавливается спай 7 термопары 8. Термопара 8 подключается к прибору 9, записывающему термический цикл точки. На фиг. 1 точка замера температур совпадает с осью шва 1 (у=0, z=δ). Полученные при опыте по наплавке данные могут быть использованы для проектирования площадей проплавления основного металла при сварке.
Площадь поперечного сечения проплавления основного металла 5 обозначим FO и она определяется как разность между площадью поперечного сечения шва 1, равной FШ и площадью поперечного сечения наплавленного металла 6, которую обозначим FН

Площади FШ и FН можно опытным путем можно определить на пластине по макрошлифу поперечного сечения шва, но для этого нужно произвести существенны затраты.
Площадь проплавления поперечного сечения основного металла FО может быть вычислена с необходимой точностью с помощью формулы (3) для распространения тепла в пластине по температурам термического цикла точек и ширине шва Е без изготовления шлифа поперечного сечения.
При известных площадях поперечных сечений FО и FН можно определить важный параметр сварного шва - долю участия площади поперечного сечения электродного металла в площади поперечного сечения всего шва ΨЭ,

который используется для расчета химического состава сварного шва по известным химическим составам наплавляемого и основного металлов.
На фиг. 2 представлена схема по измерению двух температур по экспериментальному термическому циклу точки, расположенной с обратной стороны шва на его оси. По этим температурам определяется остающийся неизвестным коэффициент пропорциональности K=q/ρ в формуле (3). Наплавка ведется без полного проплавления пластины и измерять температуры следует на обратной поверхности пластины. Эти температуры хорошо характеризуют нагрев пластины в зоне ее обратной стороны, что позволяет учесть глубину проплавления основного металла. В этом случае сварочная дуга также не будет создавать помех для измерений. Кроме оси времени t на графике показана ось X. Точки на оси X показывают расстояние от источника тепла до рассматриваемой точки в данный момент времени. Между двумя координатными осями t, X имеется простая связь. Если выбрать на таком термическом цикле две точки в различные моменты времени (при разных координатах x1 и x2 на оси X), то их приращения температур будут ΔT1 и ΔТ2.
Расчеты приращения температур в наплавляемой пластине при действии сварочной дуги с неплавящимся и плавящимся электродом в защитных газах можно с достаточно высокой точностью вести с помощью расчетной схемы движущегося точечного источника тепла на поверхности плоского слоя. Расчет ведется в подвижной системе координат, центр которой совпадает с положением точечного источника тепла. С ее помощью можно также определять размеры наплавляемого шва и площадь проплавления поперечного сечения основного металла FO.
Формула для расчета приращения температур ΔT в любой точке бесконечной пластины от действия такого источника тепла имеет вид

где ΔT - приращение температуры в данной точке по отношению к начальной температуре, °С,
Т - температура рассматриваемой точки пластины, °С,
Т0 - начальная температура пластины, °С,
qИ - эффективная мощность точечного источника тепла, Вт,
сρ - объемная теплоемкость материала пластины, Дж/(см3⋅°С),
а - коэффициент температуропроводности пластины, см2/с,
х - координата в направлении движения источника тепла, отсчитываемая от источника тепла, см,
VC - скорость движения точечного источника тепла (скорость сварки), см/с,
t - время с начала действия движущегося точечного источника тепла, с,
у - координата, перпендикулярная направлению движения точечного источника тепла, отсчитываемая от источника тепла, см,
z - координата, перпендикулярная плоскости пластины, отсчитываемая от источника тепла, см,
δ - толщина пластины, см,
n - целые числа от -∞ до +∞.
Формула (6) приводится в учебнике «Теория сварочных процессов» / В.Н. Волченко М. и др. Под ред. В.В. Фролова. - М: Высшая школа, 1988. - 559 с. С. 186.
Ряд в формуле (6) сходящийся. Конкретное количество чисел n задает число членов ряда (количество интегралов), которое нужно вычислить. Оно зависит от требуемой точности вычислений последнего члена ряда в формуле (6). Чем больше число n по абсолютной величине, тем меньше последний интеграл ряда. Точность вычисления температуры в точке быстро повышается с увеличением n по абсолютной величине. При вычислении приращения температуры ΔT ограничение числа n производится заданием отношения последнего члена ряда к сумме всех предыдущих членов ряда. При расчетах температур в сталях число n=N не превышает 10 по абсолютной величине. Первый член ряда вычисляется при n=0 и число n перестают увеличивать по абсолютной величине, когда достигается требуемая точность вычислений температуры.
Верхний предел интегрирования времени t в интегралах формулы (6) выбирается таким, чтобы температурное поле в пластине было установившемся (квазистационарным). Это такое состояние температурного поля, когда температура всех точек тела в зоне сварки изменяется на пренебрежимо малую величину. При таком состоянии глубина проплавления и ширина шва достигают номинальных значений с высокой точностью. Значение t, как и значение n выбирается исходя из требуемой точности вычислений. Эксперименты и расчеты показывают, что в условиях наплавки на пластину (толщина пластин 4-16 мм) такое состояние достигается для сталей не более чем за 10 секунд и с очень высокой относительной точностью расчета температуры, не ниже 0,1%.
Из формулы (6) видно, что приращение температуры точек пластины ΔT пропорционально эффективной мощности источника тепла qИ и обратно пропорционально объемной теплоемкости пластины сρ. Поэтому приращение температур ΔT будет пропорционально отношению этих величин. Это позволяет определять экспериментально и использовать в формуле (6) не каждую из этих величин по отдельности, а их отношение, и в дальнейшем, при определении площади поперечного сечения проплавления основного металла FО оперировать этим отношением. Обозначим это отношение в общем виде как коэффициент К

Размерность коэффициента К - (см3⋅°С)/с. Он показывает какой объем металла в см3 нагревается за 1 секунду на 1°С. При использовании коэффициента К в формуле (6) при расчете приращения температур ΔT остается еще одно неизвестное: коэффициент температуропроводностся а. Этот коэффициент предлагается принимать по рекомендациям специальной литературы по тепловым расчета при сварке. Исследования показывают, что неопределенность в принятии коэффициента а адекватно компенсируются определением коэффициента пропорциональности К на основе опыта. Такими опытами в данном случае являются измерение температур термического цикла сварки и дополнительно ширины шва. Коэффициент пропорциональности К предлагается определять сначала по двум и более температурам термического цикла, а затем уточнять по ширине наплавленного шва.
Для расчета значений К нужно в формуле (6) в правую часть подставить значения координат точек замера термического цикла у, z, x1 и у, z, x2, коэффициент а, другие параметры, а в левую часть опытное значение приращения температур в точке. После этого нужно решить полученное уравнение относительно К.
Координата x1 рассчитывается по формуле

где VC - скорость наплавки, см/с,
t1 - время от точки пересечения осью источника тепла (дуги),
перпендикулярной поверхности пластины, линии, проходящей через точку замера температуры, перпендикулярную поверхности пластины. Это время несложно зафиксировать на термическом цикле точки. В разные моменты времени данная точка будет отстоять от точечного источника тепла на разные расстояния по оси X: x1, x2…xn.
Аналогично определяется значение второй координаты x2 по времени на термическом цикле t2.
В качестве одной из точек измерения температур на термическом цикле можно использовать максимальную температуру. Вторую точку лучше брать на ниспадающей ветви термического цикла. Третью точку можно брать на возрастающей ветви термического цикла.
Методы решения нелинейных уравнений типа (6) подробно изложены в специальной литературе и имеются готовые компьютерные программы на разных языках программирования или в программных комплексах типа MatCad (например, см. Дьяконов В.П. Справочник по алгоритмам и программам на языке Бейсик для персональных ЭВМ. - М.: Наука, 1987 - 240 с., С. 86-91, программы 4.11…4.19). В определенное место таких программ программируется вычисления по исходной функции, по которой составляется уравнение. Задается одно заведомо большое значение К, дающее температуры в точке больше опытных значений и его истинное значение отыскивается в интервале 0,К. Для этого в стандартную программу метода дихотомии вводится функция (6), в которой ΔT принимается равной измеренному на термическом цикле приращению температур. Также отыскание К может быстро производиться вручную расчетом приращения температур по программе, составленной для вычисления по формуле (6). Используя несколько измеренных температур в различные фиксированные моменты времени рассчитывается несколько значений К1, К2, К3, …Kn, а затем эти значения усредняются. Для установления точки отсчета на термическом цикле на другой канал записывающего устройства должен подаваться электрический сигнал в момент пересечения осью дуги (электрода) точки установки термопары.
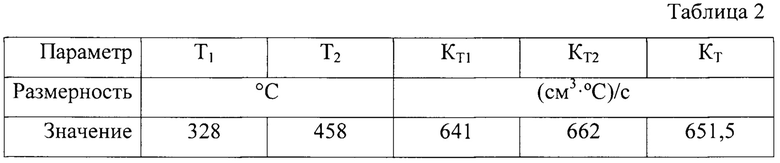
На фиг. 3 представлена полуизотерма плавления на лицевой поверхности пластины, так как изотерма симметрична относительно оси У. Для расчета ширины сварочной ванны Е следует в выражение (6) подставить вместо Т температуру плавления TL, отсчитываемую от нуля градусов Цельсия, в результате получим уравнение, с помощью которого при заданных коэффициентах К и а можно рассчитать ширину сварочной ванны в любой плоскости по толщине пластины, в том числе максимальную ширину при координате z=0, то есть найти координаты х,у, при которых ΔТ=TL-T0. При расчете значение координаты у принимается в формуле (6) равной искомой ширине шва Е. При этом формула (6) превращается в уравнение относительно Е. Для отыскания координаты у=Е с температурой, равной температуре плавления, может, например, для каждой выбранной координаты х использоваться метод деления отрезка между координатами пластины (у=0 и y=R⋅δ>Е) пополам (метод дихотомии). Число R задается обеспечивающим граничное значение ширины шва заведомо больше опытного значения. Отыскание максимальной ширины шва по уравнению, составленному из выражения (6) производится численным методом по компьютерной программе с последовательной подстановкой координат х с определенным шагом Δх. При вычислении профиля на фиг. 6 шаг Δх выбирался 0,1 см=1 мм.
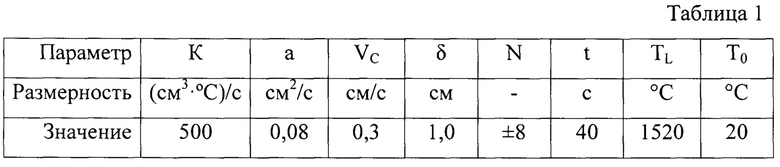
Значения теплофизических коэффициентов при расчете профиля на фиг. 3 принимались рекомендуемыми для низкоуглеродистой стали: объемная теплоемкость сρ=5 Дж/(см3°С), коэффициент температуропроводности а=0,08 см2/с (см. Кархин В.А. Тепловые процессы при сварке. СПб: Изд-во Политехи, ун-та, 2015. - 572 с., таблица 2.7.1. на стр. 86).
Толщина пластин при расчете составляла δ=1,0 см, эффективная мощность источника тепла qИ=2500 Вт, скорость сварки VС=0,3 см/с. Таким образом, значение коэффициента К в расчете составляло К=2500/5=500 (см3⋅°С)/с. Температура плавления низкоуглеродистой стали, отсчитываемая от 0°С принималась TL=1520°С. Номинальная (начальная) температура деталей перед сваркой принималась Т0=20°С. Таким образом, приращение до номинальной (эталонной) расчетной температуры плавления (TL-T0) при расчете размеров сварочной ванны составляло 1500°С. Верхний предел интегрирования времени t в уравнении, составленном по формуле (6) принимался t=40 секунд, в результате дальнейшего увеличения времени глубина проплавления изменялась менее чем на 0,01%. Разбиение одной секунды при вычислении одного интеграла из ряда в уравнении на отрезки составляло М=50. При этом время расчета одной точки изотермы на обычном персональном компьютере составляет 0,5-1 секунды. При оптимизации компьютерной программы и использовании более быстродействующего компьютера время вычисления ширины шва по уравнению на основе (6) может составлять порядка 0,1 с и менее.
Максимальная полуширина шва для профиля на фиг. 3 Е0=7,69 мм, что составляет 77% от толщины пластины. Расчеты по уравнению, составленному из (6) производились программированием вычислений путем задания необходимой точности вычисления ширины шва, которая составляла 0,01 мм. При этом число положительных и отрицательных членов ряда в уравнении (6) не превышало n=N=±10. Программа автоматически прекращала вычисления ширины сварочной ванны при достижении заданной точности вычислений последнего члена ряда в (6) и переходила к расчету при следующей координате х.
Определение точек профиля на фиг. 3 производилось следующим образом. Координата по оси Z задается z=0, так как известно, что при этой координате z на лицевой поверхности пластины обеспечивается максимальная ширина сварочной ванны. Затем задается точка с координатой х=0 на оси источника тепла и методом дихотомии вычисляется первое значение координаты y=E1, представляющей граничную точку с температурой плавления. Программа автоматически изменяет шаг перемещений по оси X до заданной заранее координаты ХMAX, заведомо превышающей координату с максимальной шириной шва. При расчетах положительное направление оси X для удобства выбирали противоположно направлению сварки, что достигается изменением знака при х в уравнении (6). Действие программы прекращается, когда значения х достигает установленного максимума, назначаемого заведомо большим, чем длина сварочной ванны или вручную, когда значения ширины сварочной ванны перестают изменяться или начинают уменьшаться. Из полученных значений ширины сварочной ванны выбирается точка с максимальным значением Е0, которая равна ширине шва.
Методы решения нелинейных уравнений типа (6) подробно изложены в специальной литературе и имеются готовые компьютерные программы на разных языках программирования или в программных комплексах типа MatCad (например см. Дьяконов В.П. Справочник по алгоритмам и программам на языке Бейсик для персональных ЭВМ. - М.: Наука, 1987 - 240 с., С. 86-91, программы 4.11…4.19). В определенное место таких программ программируется вычисления по исходной функции, по которой составляется уравнение. В нашем случае для полу изотермы на фиг. 3 это функция (6). Метод дихотомии изложен в программе 4.15 на стр. 89 этого справочника.
Если, как в предлагаемом способе использовать несколько параметров температурного поля (в предлагаемом способе это не менее двух точек термического цикла) и дополнительно ширину наплавленного шва, то можно получить значения коэффициента К, обеспечивающего вычисление площади поперечного сечения основного металла с высокой точностью. При этом отпадает необходимость определения эффективной мощности дуги и выбора теплофизического коэффициента объемной теплоемкости ср. Такой методикой устраняются неточности математической модели, вызванные принятием допущения о постоянстве теплофизического коэффициента ср, отсутствии учета его зависимости от температуры и в то же время отпадает необходимость в измерении эффективной мощности сварочной дуги. Фактически определяются некоторое модельное (приведенное) значение обобщенного теплофизического коэффициента qИ/сρ. В работе Giedt W.H., Tallerico L.N., Fuerschbach P.W. GTA Welding Efficiency: Caiorimetric and Temperature Field Measurements / Welding Research Supplement. January 1989. S. 28-32. показано, что использование эффективных КПД дуги, полученных на основе прямых измерений приводят к большим погрешностям при расчете размеров шва на основе схемы точечного источника тепла. Измеренный КПД η=80%, а расчетный 50%. Аналогичный результат получен в работе Сидорова В.П., Советкина Д.Э., Мельзитдиновой А.В. Эффективная мощность дуги прямой полярности с неплавящимся электродом / Вестник Пермского национального исследовательского политехнического университета. Машиностроение, материаловедение. - 2020. - Т. 22, №2. - С. 5-11.DOI:10.15593/2224-9877/2020.2.01.
В работе Сидорова В.П., Мельзитдиновой А.В., Советкина Д.Э. Расчет температур в пластине по параметрам приведенного сварочного источника тепла. Сварка и Диагностика. - 2020. - №4. - С. 54-56. показано, что термические циклы точек при сварке с высокой точностью можно описывать с помощью полученных по размерам шва коэффициентов формулы. В предлагаемом способе используется обратная задача - по температурам термического цикла определяются коэффициенты формулы.
На фиг. 4 представлена расчетная зависимость ширины шва Е от коэффициента К для принятого а=0,08 см2/с. Она получена с помощью методики расчета по получению значения Е при описании фиг. 3. Значения расчетных параметров те же, что и для фиг. 4. Нанеся на данный график значение измеренной ширины шва Е, получим значение коэффициента пропорциональности КЕ. Окончательное усреднение коэффициентов следует проводить между найденным ранее средним коэффициентом по измеренным температурам КТ и найденному по ширине КЕ: КС=(КТ+КЕ)/2. Коэффициент КТ больше характеризует температурное поле пластины в зоне обратной плоскости пластины, а коэффициент KЕ больше в области лицевой плоскости.
Т.о, для отыскания коэффициентов используется дополнительно результаты не только записи термического цикла, но и измерение ширины шва. После получения значения КС можно переходить к расчету площади проплавления основного металла FО.
После определения окончательного значения коэффициента КС можно определить еще один коэффициент

где I - ток дуги, измеренный в процессе опытной наплавки, А.
Этот коэффициент k очень мало зависит от тока, скорости наплавки, диаметра электрода, температуры и толщины деталей и его можно использовать для расчета площадей проплавления основного металла при варьировании этих параметров. Размерность коэффициента (см3⋅°С)/(А⋅с). Он показывает объем металла пластины, нагреваемого на 1°С за 1 секунду на 1 А тока дуги.
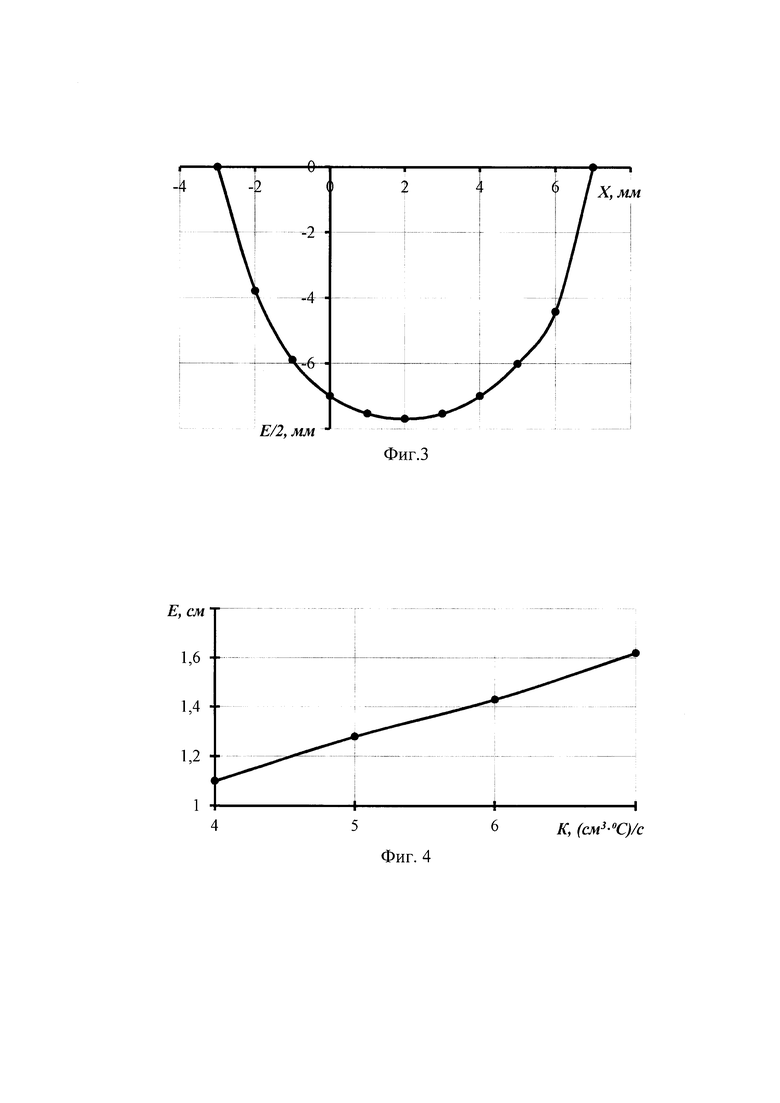
На фиг. 5 представлена схема расчета площади поперечного сечения проплавления основного металла с помощью расчета средней глубины проплавления шва. После получения окончательного значения коэффициента КC можно рассчитать глубину сварочной ванны при у=0 и в любой плоскости X0Z, по методике, подобной для фиг. 3. Для этого проще применить метод деления отрезка пополам (в данном случае это известная толщина пластины) и может использоваться для определения глубины проплавления при разных у. Для каждой выбранной координаты у с одинаковым шагом Δх вычисляются значения глубины проплавления в выбранной плоскости ХУ по оси Z и отыскивается максимальная глубина: Н1, H2…Hm. При этом по оси У проходятся точки с одинаковым небольшим шагом Δу, например Δу=0,05 мм = 0,05 см. такого шага в большинстве случаев вполне достаточно. Расчет заканчивается при получении глубины проплавления близкой к нулю. Чем больше число m, тем выше точность расчета средней глубины проплавления НC. Методика расчета глубины проплавления полностью совпадает с методикой расчета ширины сварочной ванны при описании фиг. 3. Только в формулу (6) для получения уравнения в качестве неизвестного вместо координаты z ставится неизвестное значение Н.
В результате получим ряд значений глубины проплавления при разных у. Если соединить полученные значения Н на осях Z и Y, то получим границу поперечного сечения проплавления основного металла FO. Среднюю глубину проплавления шва можно рассчитать по методу трапеций

где Н0 - максимальная глубина при у=0, m+1 - число точек расчета глубины проплавления по у. С уменьшением Δу точность расчета средней ширины шва и площади FO возрастает. Площадь проплавления поперечного сечения основного металла вычисляется по формуле

где НC - значение средней глубины проплавления по формуле (9), см,
Е0 - ширина шва из опыта, см.
Для расчета площади FO может выбираться опытное значение ширины шва, так как оно хорошо представляет форму шва в целом и обеспечивает высокую точность расчета FO.
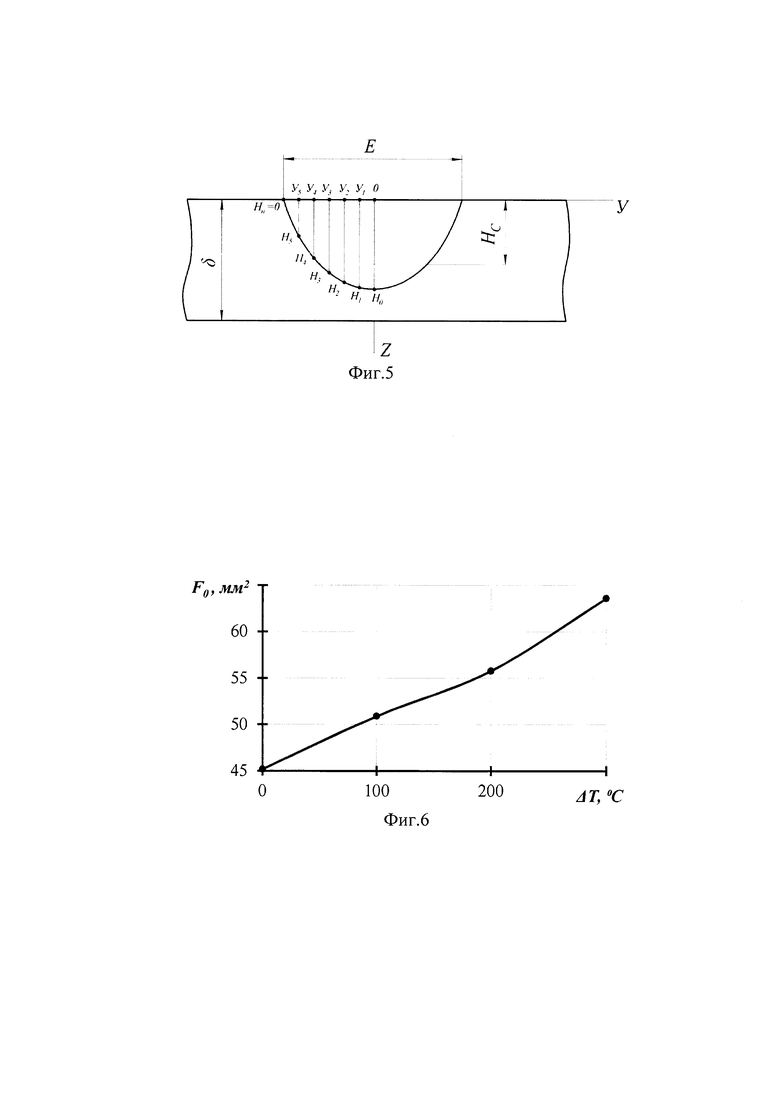
На фиг. 6 представлена расчетная зависимость площади проплавления от температуры подогрева пластины. Подогрев имитировался тем, что в формуле (6) начальная температура плавления принималась соответственно 120°С, 220°С и 320°С. Подогрев может применяться в случае, если не удается получить требуемого значения FO путем изменения тока дуги и диаметра электрода, когда не нужно изменять FH. Параметры расчета приведены в таблице 1.
С увеличением начальной температуры пластины площадь проплавления поперечного сечения основного металла существенно увеличивается. При этом площадь поперечного сечения наплавленного металла остается без изменений. Это позволяет регулировать долю участия электродного металла в металле шва ψЭ.
Если принять значение коэффициента температуропроводности a не рекомендуемым, а несколько отличающимся, то результат определения площади проплавления основного металла практически не изменится. Например, для данных фиг. 3 брали значение а не 0,08 см2/с, а 0,09 см2/с. Тогда значение коэффициента пропорциональности по ширине шва получили КE=530 (см3⋅°С)/с вместо 500 (см3⋅°С)/с. Расчет площади FO дает в этом случае FO отличается от первоначального всего на 2%, что сопоставимо с точностью выполнения расчетов. Это показывает, что определение не двух коэффициентов формулы по двум размерам шва, а одного коэффициента по одному размеру дает практически одинаковые результаты. Но при этом предлагаемый способ позволяет не использовать макрошлифы поперечного сечения шва. Аналогично близкий результат по площади FO получаем, если принять а=0,07 см2/с.
Пример. Производилась наплавка шва в среде СО2 плавящимся электродом дугой обратной полярности проволокой марки Св-09Г2С диаметром 2 мм без поперечных колебаний на пластину из стали Ст3 толщиной δ=12 мм. Скорость наплавки VC=0,5 см/с, ток дуги 300 А, напряжение на дуге 32 В.
Начальная температура пластин Т0=20°С. Измеряли два значения температур на обратной плоскости пластины на оси шва (у=0, z=δ) при x1=-0,5 см (до пересечения источником точки установки термопары) и при x2=+0,5 см после пересечения дугой сечения установки термопары путем записи с ее помощью термического цикла. Запись производилась на прибор Fluke 1524 с передачей данных на персональный компьютер. При пересечении осью электрода сечения установки термопары на регистратор подавался сигнал, показывающий начало отсчета в подвижной системе координат. Температуру в первой точке получили Т1=328°С, во второй Т2=458°С. Была разработана программа для расчета коэффициента КТ по уравнению, составленному по формуле (6). Для отыскания КТ использовали метод дихотомии, в котором задавали в программе заведомо большее значение КТ, чем искомое. Расчетные параметры и результаты расчета коэффициентов Кт сведены в таблицу 2.
В результате получили по двум точкам термического цикла среднее значение КТ=651,5 (см3⋅°С)/с. После этого была построена зависимость ширины шва Е от коэффициента К по методике, описанной для фиг. 3. Другие параметры расчета приведены выше. Данные расчета сведены в таблицу 3.


По этой зависимости по измеренной ширине шва Е=1, 5 см было найдено соответствующее ей значение КЕ=641 (см3⋅°С)/с После этого рассчитали среднее значение коэффициентов, найденных по термическому циклу и по ширине шва

С использованием полученного коэффициента КС была рассчитана средняя глубина проплавления по уравнению, составленному для глубины провара Н по формуле (6). Максимальный провар составил Н0=0,379 см. Значение средней глубины проплавления НС=0,289 см. Т.о., площадь поперечного сечения проплавления основного металла составила Е⋅НС≈1,5⋅0,289=0,4335 см2. Опытное значение площади, полученное путем изготовления макрошлифа поперечного сечения шва составило 0,47 см2. Относительное отклонение расчетной площади проплавления поперечного сечения от опытной -7,8%. Такое отклонение близко к разбросу данных по площади поперечного сечения основного металла по шлифам по длине шва.
Способ может использоваться для определения площади проплавления в пластинах для всех способов автоматической дуговой сварки, как плавящимся, так и неплавящимся электродом без разделки кромок и наплавки для стабильных дуг различной полярности. Способ также можно использовать для сварки и наплавки кольцевых и продольных сварных швов труб свыше определенного диаметра, когда кривизна поверхности трубы мало влияет на проплавление основного металла при сварке. Для выполнения способа требуется обычное сварочное оборудование - установки для автоматической сварки с источниками питания, сварочные горелки, электродные проволоки или неплавящиеся электроды. В качестве датчика температур могут использоваться термопары, а запись температур вестись на регистраторы технологических процессов. Поэтому способ может быть использован в современных научных и производственных лабораториях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ШТУЧНЫМИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ | 2017 |
|
RU2661526C1 |
| Способ регулирования глубины проплавления при автоматической дуговой сварке | 2018 |
|
RU2707287C2 |
| Способ регулирования максимальной ширины сварочной ванны при автоматической сварке | 2016 |
|
RU2650461C1 |
| Способ регулирования глубины проплавления при автоматической сварке | 2017 |
|
RU2676935C1 |
| Способ контроля отклонения дуги от стыка свариваемых кромок | 2016 |
|
RU2632751C1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2593244C1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |

Изобретение может быть использовано для определения химического состава сварного шва при автоматической сварке с учетом проплавления основного металла сварного шва стыкового соединения пластин или при наплавке. Задаются температурой плавления свариваемого металла и его начальной температурой. Измеряют скорость и ток сварки и ведут расчет площади поперечного сечения проплавления основного металла по математической формуле распространения тепла в изделии при сварке. Выполняют измерение не менее двух температур металла пластин при сварке и ширины шва. Коэффициент температуропроводности принимают усредненным. По измеренным температурам и ширине шва рассчитывают соответствующий им коэффициент пропорциональности в математической формуле для действия точечного движущегося источника тепла на поверхности пластины. С помощью коэффициента пропорциональности рассчитывают среднюю глубину проплавления основного металла, а площадь проплавления основного металла определяют как произведение средней глубины на ширину шва. Способ позволяет накапливать информацию о площади проплавления основного металла на основе сварки образцов и производственных швов и получить зависимости этой площади от режимов и других параметров сварки. Это открывает возможности создания автоматизированной системы расчета химического состава шва при сварке или наплавке дугой любой полярности. 6 ил., 3 табл.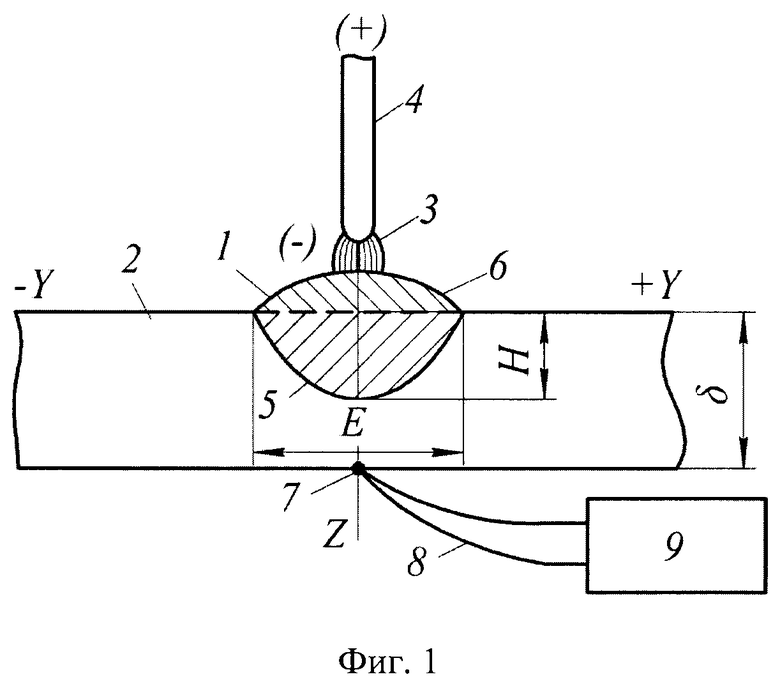
Способ определения площади проплавления основного металла сварного шва стыкового соединения, полученного дуговой автоматической сваркой пластин без разделки кромок или при наплавке на пластины, включающий измерение после сварки ширины сварного шва и определение глубины проплавления с использованием уравнения расчета температур от действия движущегося точечного источника тепла на поверхности плоской пластины:
 ,
,
где ΔT - приращение температуры в данной точке по отношению к начальной температуре, °С,
Т - температура рассматриваемой точки пластины, °С,
Т0 - начальная температура пластины, °С,
qИ - эффективная мощность точечного источника тепла, Вт,
сρ - объемная теплоемкость металла пластины, Дж/(см3 °С),
а - коэффициент температуропроводности металла пластины, см2/с,
VC - скорость движения точечного источника тепла, соответствующая скорости сварки, см/с,
t - время с начала действия движущегося точечного источника тепла, с,
х - координата в направлении движения источника тепла, отсчитываемая от источника тепла, см,
у - координата, перпендикулярная направлению движения точечного источника тепла, отсчитываемая от источника тепла, см,
z - координата, перпендикулярная плоскости пластины, отсчитываемая от источника тепла, см,
δ - толщина пластины, см,
n - целые числа от -∞ до +∞,
при этом рассчитывают коэффициент пропорциональности К=qИ/сρ, который сначала определяют с учетом измерения температуры пластины в процессе сварки или наплавки с заданным шагом в точках, соответствующих координате «х», при «у»=0 и «z»=δ, и вычисляют средний коэффициент пропорциональности «КТ», а затем коэффициент пропорциональности определяют с учетом измерения ширины шва «КЕ», при этом заменяют в приведенном уравнении температуру «Т» температурой плавления металла «TL», в качестве координаты «у» принимают ширину шва «Е», «х» соответствует заданному шагу измерения ширины шва и «z»=0, после чего определяют среднее значение коэффициента пропорциональности «КС», равное полусумме значений полученных коэффициентов «КТ» и «КЕ», а затем с помощью полученного коэффициента «КС» рассчитывают среднюю глубину проплавления основного металла «Н» в поперечных сечениях сварного шва с использованием упомянутого уравнения, при этом в качестве координаты «z» принимают глубину проплавления «Н», «у» соответствует заданному шагу расчетов глубины проплавления, а площадь проплавления основного металла определяют как произведение измеренной после сварки ширины шва на среднюю расчетную глубину проплавления.
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ПРИ СВАРКЕ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2648597C1 |
| Способ автоматического регулирования глубины проплавления при сварке неплавящимся электродом | 1985 |
|
SU1346369A1 |
| Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке | 1982 |
|
SU1013163A1 |
| РОЛЬГАНГ | 1992 |
|
RU2018471C1 |

