Изобретение относится к термической обработке материалов, в частности к сушке и прокалке пастообразных и сыпучих материалов, и может быть использовано в химической, металлургической, пищевой и других отраслях промышленности и медицины.
Целью изобретения является повышение надежности работы и улучшение качества получаемого продукта.
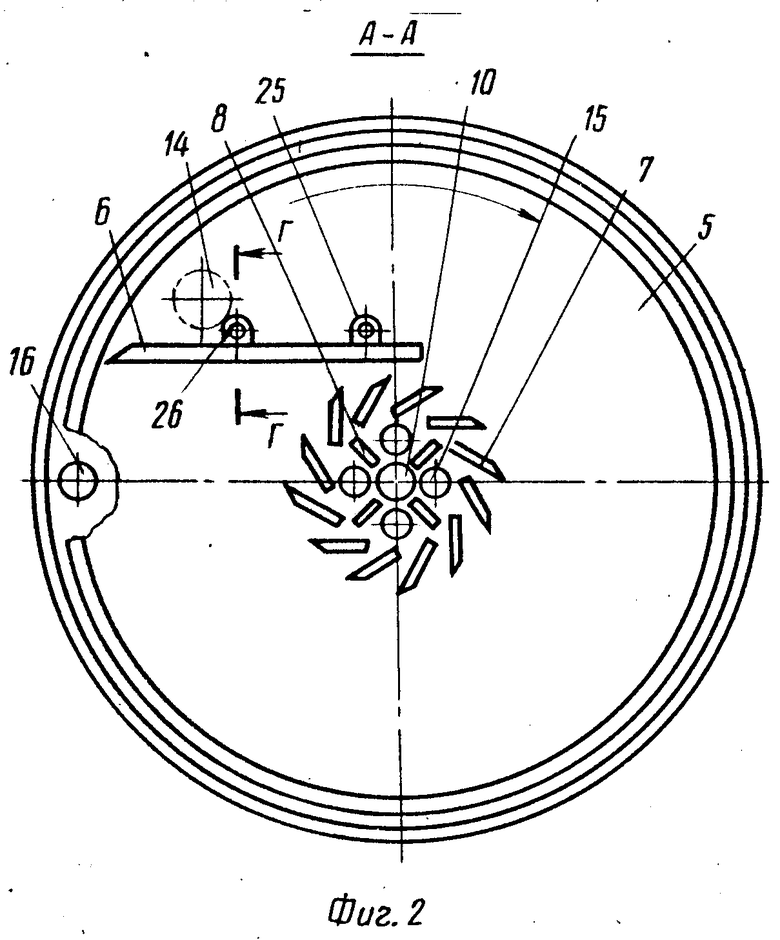
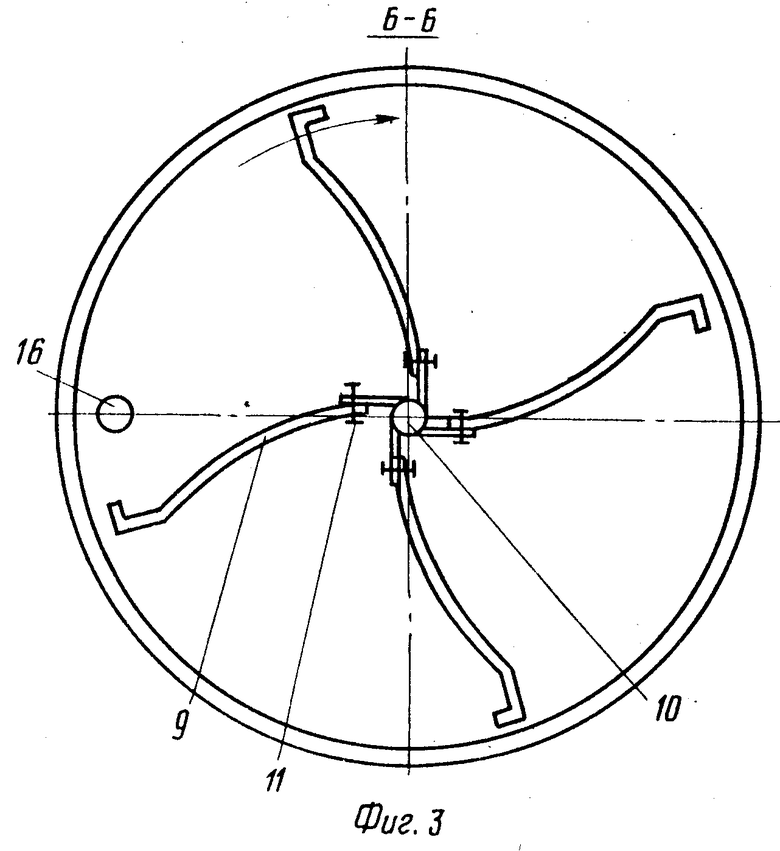
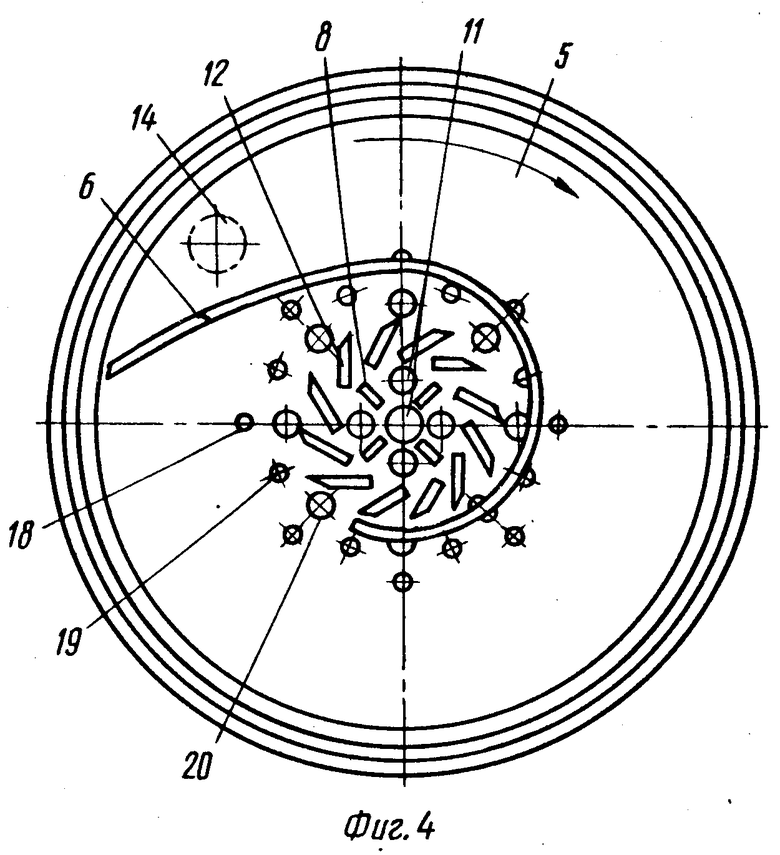
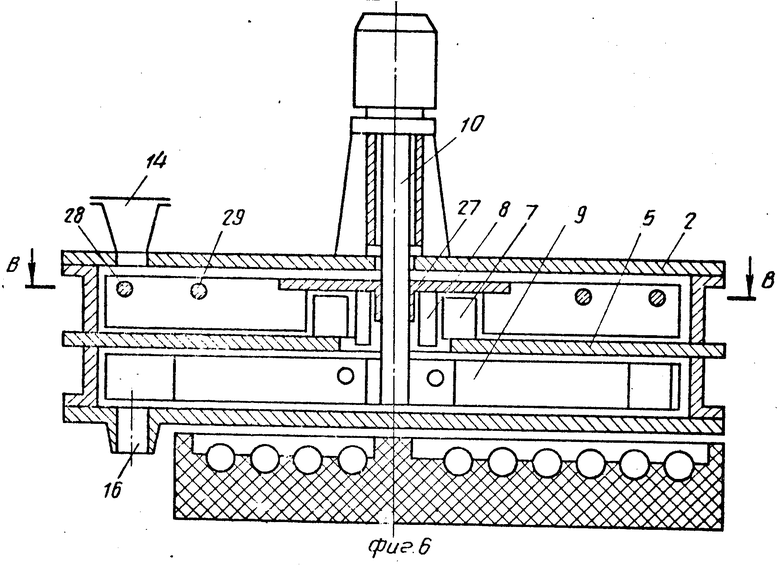
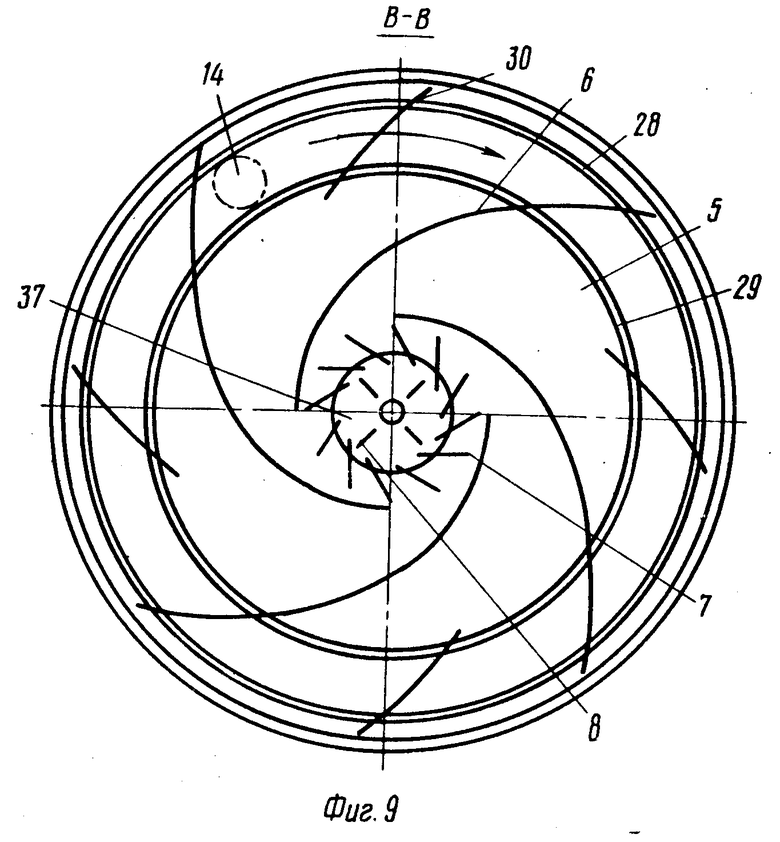
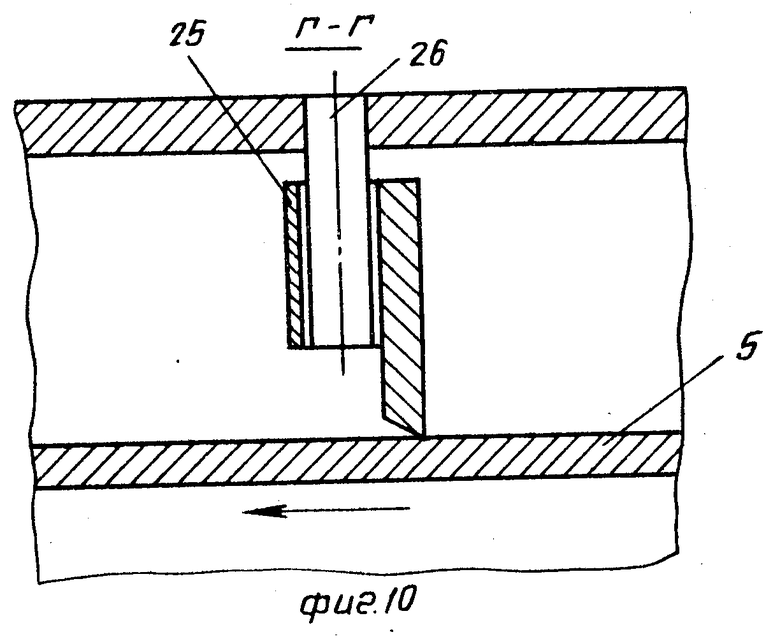
На фиг. 1 приведена предлагаемая печь вертикальный разрез; на фиг.2 - разрез А-А на фиг.1 (вид в плане зоны сушки, где стрелкой показано направление вращения плиты); на фиг.3 - разрез Б-Б на фиг.1 (вид в плане зоны прокалки, где стрелкой показано направление вращения гребков); на фиг.4-8 - варианты выполнения печи и ее элементов; на фиг.9 - разрез В-В на фиг.6 (стрелкой показано направление вращения скреперной лопасти); на фиг.10 - разрез Г-Г на фиг.2 (вариант крепления скреперной лопасти), где стрелкой показано направление вращения плиты.
Печь для сушки и прокалки пастообразных и сыпучих материалов состоит из корпуса 1, крышки 2, привода 3 и электрического нагревателя 4. Внутри корпуса 1 размещена плита 5, скреперная лопасть 6, кольцевой ряд лопаток 7 и кольцевой ряд лопаток 8, гребки 9, закрепленные на валу 10 с помощью шарниров 11.
На крышке 2 размещен штуцер 12, термопара 13, бункер 14, соединенный с загрузочным отверстием. В плите 5 выполнены разгрузочные отверстия 15. На днище корпуса 1 выполнено разгрузочное отверстие 16 и установлена термопара 17.
Плита 5 делит пространство печи на две зоны: верхнюю сушки и нижнюю прокалки. Плита 5 может быть закреплена на валу 10 привода 3 и выполнена за счет этого поворотной (фиг.1, 2, 4, 5, 8, 9) или может быть закреплена в корпусе 1 неподвижно (фиг.6, 7). Плита 5 может быть выполнена перфорированной (фиг.4, 9), при этом диаметр отверстий 18-20 и 21, 22 увеличивается в радиальном направлении к разгрузочному отверстию (по ходу перемещения материала).
Назначение перфорации состоит в том, чтобы образовавшиеся в процессе разрушения куски материала пересыпались из зоны сушки в зону прокалки на различном расстоянии от загрузочного отверстия бункера 14. Более мелкие куски пересыпаются в зону прокалки ближе, а более крупные куски дальше от загрузочного отверстия 14. Этим обеспечивается различная продолжительность пребывания мелких и крупных кусков в зонах сушки и прокалки и однородность всего материала по степени прокалки и по качеству.
Скреперная лопасть 6 установлена тангенциально к кольцевому ряду лопаток 7. Один конец лопасти размещен на периферии плиты перед загрузочным отверстием 14 по ходу вращения плиты, а второй конец расположен с зазором к наружным кромкам кольцевого ряда лопаток 7. Скрепеpная лопасть 6 может быть выполнена прямолинейной (фиг.2) или спиральной (фиг.4, 5, 7, 9). Скрепеpная лопасть в форме спирали более предпочтительна, так как обеспечивает плавную траекторию движения материала от загрузочного бункера к центру плиты или к центру плиты и к ее периферии и плавное уменьшение расстояния между спиралью и кромками лопаток, что в свою очередь, приводит к плавному увеличению усилий, возникающих при измельчении материала, и уменьшению динамических нагрузок на привод. Кроме того спиральная форма обеспечивает взаимодействие скреперной лопасти с большим количеством лопаток, в результате чего снижается удельная нагрузка на отдельную лопатку. Скреперная лопасть может быть выполнена неподвижной в окружном направлении (фиг.1, 2, 5, 9). В этом случае скреперная лопасть жестко крепится на крышке. Одна скреперная лопасть или несколько скреперных лопастей могут быть выполнены поворотными (фиг. 6, 7). Такое выполнение конструкции печи позволяет удалить перерабатываемый материал не только с верхней плоскости плиты 5, но и с крышки 2 в том случае, если при сушке в верхней зоне в результате пыления будет скапливаться перерабатываемый материал на нижней плоскости крышки 2. В этом варианте материал будет удаляться и с нижней плоскости плиты 5, так как гребки 9 (фиг.6) в этом случае имеют вращение относительно днища корпуса 1 и плиты 5.
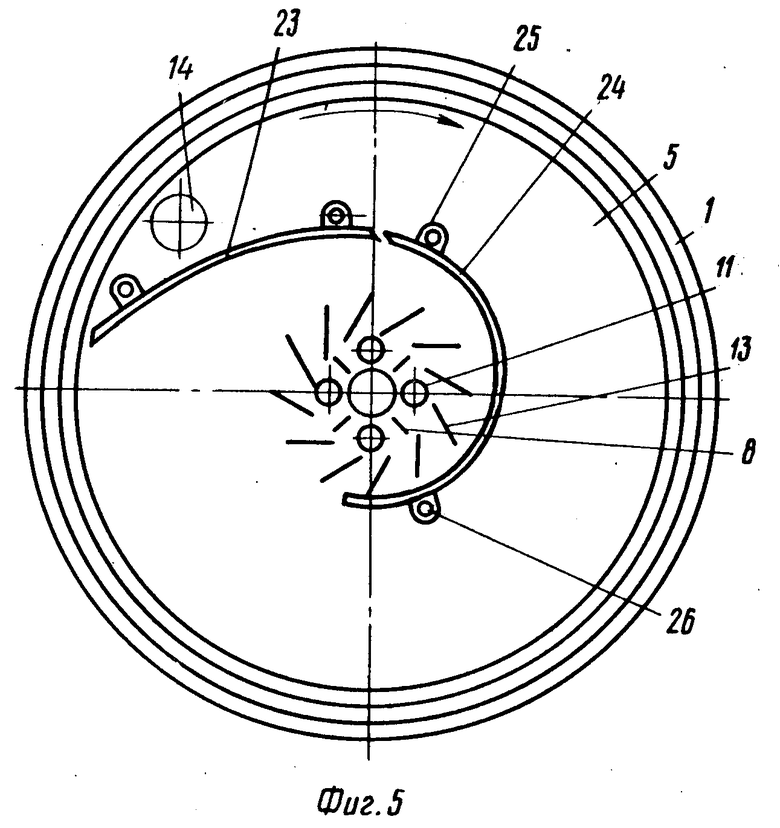
Скреперная лопасть может состоять из двух и более отдельных элементов 23, 24 (фиг.5). Каждый элемент скреперной лопасти снабжен несколькими проушинами 25. С помощью проушин 25, а также с помощью штырей 26 элементы 23 и 24 скреперной лопасти удерживаются от проворота относительно крышки 2. В то же время возможность свободного перемещения проушин 25 по штырям 26 обеспечивает свободное перемещение элементов 23, 24 скреперной лопасти в вертикальном направлении (например, под действием собственной массы) и постоянное прижатие их к плите 5.
Такое выполнение скреперной лопасти позволяет полностью удалить высохший материал с верхней плоскости плиты в том случае, если форма плиты изменяется со временем в результате температурных деформаций, сопровождающихся нарушением плоскостности плиты.
В печи может быть установлено несколько скреперных лопастей (фиг.6, 7). Скреперные лопасти при этом крепятся сваркой к диску 27 и к кольцам 28, 29, диск 27 закреплен на валу 10. Установка нескольких скреперных лопастей является предпочтительной, так как в этом случае поступающий на периферию плиты 5 материал перемещается к центру не одним большим куском, скопившимся на плите за время одного оборота при применении одной скреперной лопасти, а порциями, количество которых равно количеству скреперных лопастей. Это позволяет распределить материалы более равномерно по плите маленькими порциями, использовать большую часть поверхности плиты для нагрева материала, улучшить условия тепло- и массообмена материала с газовой средой в зоне сушки печи.
Для еще большей интенсификации процесса сушки за счет равномерности распределения на кольцах 28, 29 могут быть закреплены дополнительные скреперные лопасти 30 (фиг.9). Скреперная лопасть может быть установлена с некоторым зазором по отношению к верхней плоскости плиты.
В этом случае на верхней плоскости плиты 5 образуется некоторый слой материала. Влажный материал, поступающий на плиту, ложится на слой сухого материала. Это способствует более быстрому высыханию влажного материала, так как часть влаги из него уходит в слой сухого материала. Когда по условиям производства не допускается наличие слоя материала на плите после скреперной лопасти, последняя может быть выполнена подвижной в вертикальном направлении. В этом случае скреперная лопасть постоянно прижимается к плите (например, под действием собственной массы). Фиксация скреперных лопастей от поворота вместе с плитой осуществляется с помощью штырей 26, установленных на крышке 2, и проушин 25, выполненных на скреперных лопастях.
Скреперная лопасть может быть выполнена из двух элементов 31 и 32, соединенных друг с другом концами и затем постепенно расходящихся. В месте соединения элементы 31 и 32 образуют клин.
Кольцевой ряд лопаток 7 может быть выполнен неподвижным за счет крепления на неподвижной плите 5, а кольцевой ряд лопаток 8 может быть выполнен поворотным за счет крепления на диске 27.
На периферии плиты 5 в дополнение к кольцевому ряду лопаток 7 установлен кольцевой ряд лопаток 33, а на крышке 2 в дополнение к лопаткам 8 установлены лопатки 34. Элемент 31 асимптотически приближается к лопаткам 7, а элемент 32 асимптотически приближается к лопаткам 33.
В зоне прокалки установлены гребки, состоящие из элементов 35 и 36.
Такое выполнение печи способствует равномерному распределению материала на плите, увеличению количества лопаток, одновременно измельчающих материал, увеличению площади сечения устройства для пересыпания материала из зоны сушки в зону прокалки.
Все это позволяет увеличить производительность печи без увеличения ее размеров.
Плита может быть выполнена неподвижной, а скреперная лопасть - поворотной.
Печь для сушки и прокалки пастообразных и сыпучих материалов (фиг.1, 2, 3) работает следующим образом.
Пастообразный или сыпучий материал, подлежащий сушке и прокалке, например оксалат железа, через бункер 14 подается на плиту 5, вращающуюся от привода 3 и разогретую с помощью электрического нагревателя 4. Материал располагается на плите в форме кольцевой ленты. От плиты 5 тепло передается обрабатываемому материалу. За счет этого тепла происходит сушка материала. Высохший материал с помощью скреперной лопасти 6 перемещается к кольцевому ряду лопаток 7. При этом происходит частичное разрушение высохшего материала и образование кусков различных размеров. При встрече с лопатками на куски материала начинает действовать совокупность сил со стороны лопаток 7, поворотной плиты 5 и скреперной лопасти 6.
Под действием этих сил куски материала затягиваются между кромками лопаток 7 и скреперной лопастью 6. При этом происходит дальнейшее разрушение и измельчение материала. Измельченный материал вновь поступающими порциями материала проталкивается в промежутки между лопатками 7, дополнительно измельчается лопатками 8 и через отверстия 15 поступает на днище корпуса 1, на котором происходит прокалка материала. По днищу корпуса 1 прокаливаемый материал перемещается гребками 9 к периферии и к отверстию 16. Через отверстие 16 прокаленный материал поступает на хранение, использование или дальнейшую переработку. Парогазовая смесь, образующаяся при сушке и прокалке материала, удаляется через штуцер 12.
Температурный режим сушки и прокалки подбирается в зависимости от свойств материала, поддерживается в заданном интервале с помощью нагревателя 4 и контролируется с помощью термопар 13 и 17. Необходимая продолжительность пребывания материала в печи зависит от его начальной влажности, физико-химических свойств и определяется скоростью вращения плиты 5.
Печь для сушки и прокалки пастообразных и сыпучих материалов (фиг.6, 7) работает следующим образом.
Перерабатываемый материал через бункер 14 поступает на неподвижную плиту 5. По плите 5 материал перемещается вращающимися скреперными лопастями 6 и 30 в окружном и радиальном направлении. При этом происходит сушка материала. Скреперными лопастями 6 материал направляется в проходы между лопатками 7, измельчается дополнительно лопатками 8 и через отверстие 37 пересыпается в зону прокалки.
В зоне прокалки гребками 9 материал транспортируется к отверстию 16.
Печь для сушки и прокалки пастообразных и сыпучих материалов по фиг.9, 10 работает следующим образом.
Перерабатываемый материал через бункер 14 поступает на вращающуюся плиту 5. По мере поворота плиты материал сохнет и затем надвигается на клин, образованный элементами 31 и 32 скреперной лопасти. Материал делится клином на два потока. Один поток элементом 31 направляется к центру плиты, измельчается лопатками 7, 8 и пересыпается в центр зоны прокалки.
Другой поток материала элементом 32 скреперной лопасти направляется к периферии плиты 5, в промежутки между лопатками 33 и далее в периферийную часть зоны прокалки. При взаимодействии материала с лопатками 34 происходит его дополнительное измельчение.
Из центра зоны прокалки материал перемещается элементом 36, а с периферии элементом 35 к отверстию 16.
В предложенной печи для сушки и прокалки пастообразных и сыпучих материалов в сравнении с прототипом повышена надежность работы за счет предотвращения забивания ее элементов материалом; улучшено качество продукта за счет измельчения кусков материала. Происходит равномерная по объему каждого куска сушка и прокалка материала, так как обеспечено регулирование времени пребывания материала в печи в зависимости от размера его кусков. Куски меньших размеров пересыпаются через перфорацию плиты раньше больших. А крупные куски транспортируются кольцевым рядом лопаток вдоль скреперной лопасти в течение большего времени, дробятся в процессе транспортировки, часть материала пересыпается, другая транспортируется дальше. Таким образом, обеспечивается одинаковая влажность (степень прокалки) на выходе материала из печи независимо от первоначальных размеров кусков.
Такое выполнение печи для сушки и прокалки пастообразных и сыпучих материалов позволяет получить экономический эффект за счет снижения затрат на промывку или зачистку печи при ее эксплуатации, уменьшения количества проб на качество продукции и затрат на оборудование, необходимых для повторной переработки бракованной продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СПОСОБ ПЕРЕРАБОТКИ МАТЕРИАЛОВ В СЕКЦИОННОМ АППАРАТЕ БАРАБАННОГО ТИПА С ПРОХОДНЫМИ ОТВЕРСТИЯМИ В ПЕРЕГОРОДКАХ МЕЖДУ СЕКЦИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2364451C1 |
| АППАРАТ С ВРАЩАЮЩИМСЯ БАРАБАНОМ И ВСТРОЕННОЙ ПНЕВМОТРУБОЙ | 2013 |
|
RU2528599C2 |
| РЕАКТОР ДЛЯ ПЕРЕРАБОТКИ ТВЕРДОГО ТОПЛИВА С ПОЛУЧЕНИЕМ ГОРЮЧЕГО ГАЗА | 2018 |
|
RU2703617C1 |
| СУШИЛКА ДЛЯ СЫПУЧИХ МАТЕРИАЛОВ | 2005 |
|
RU2282804C1 |
| ГРЕБКОВАЯ СУШИЛКА | 1992 |
|
RU2018071C1 |
| СПОСОБ ПЕРЕРАБОТКИ ТВЕРДОГО ТОПЛИВА С ПОЛУЧЕНИЕМ ГОРЮЧЕГО ГАЗА И РЕАКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2663433C1 |
| Барабанная печь | 1987 |
|
SU1557440A1 |
| Многоподовая вертикальная муфельная печь | 1985 |
|
SU1449812A1 |
| ДЕЗИНТЕГРАТОР | 2013 |
|
RU2542532C1 |
| Способ сушки дисперсных и пастообразных материалов и сушилка для его осуществления | 1981 |
|
SU994880A1 |


Изобретение относится к термической обработке материалов и может быть использовано в химической, металлургической, пищевой и других отраслях промышленности и медицины. Изобретение позволяет повысить надежность работы и улучшить качество получаемого продукта. Печь содержит плиту 5 и скреперную лопасть 6, установленные с возможностью относительного вращения. На плите имеется разгрузочное отверстие 15, а на крышке - загрузочное отверстие 14. Печь снабжена кольцевым рядом лопаток 7, при этом скреперная лопасть 6 установлена тангенциально к кольцевому ряду лопаток 7 с зазором к ним и с возможностью относительного вращения. Скреперная лопасть 6 может быть выполнена в виде спирали и установлена с возможностью вертикального перемещения, из отдельных элементов с возможностью вертикального перемещения их друг относительно друга. Внутри кольцевого ряда лопаток 7 может быть установлен дополнительный кольцевой ряд лопаток с возможностью относительно вращения рядов лопаток. Плита может быть выполнена перфорированной, при этом размер отверстий перфорации увеличивается в направлении к разгрузочному отверстию. 6 з.п. ф-лы, 10 ил.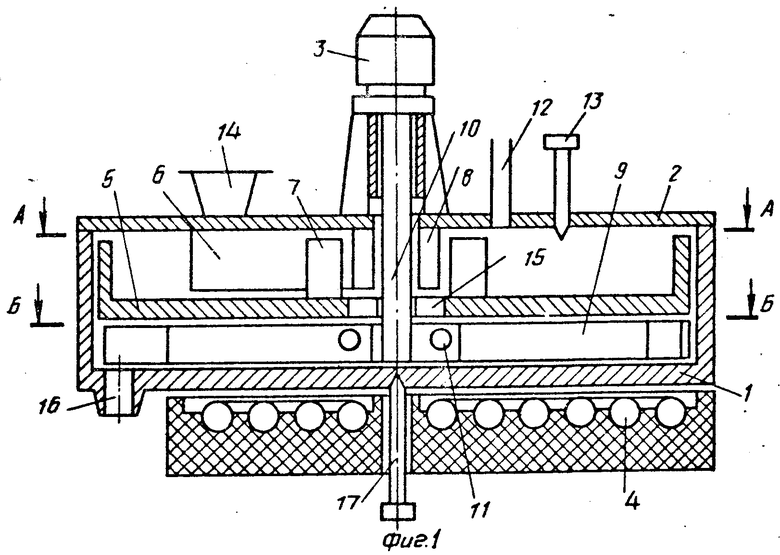
| Патент США N 4007695, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
