1
(21)4200466/25-08
(22)25.02.87
(46) 23.07.89. Бюл. № 27
(71)Специальное конструкторское бюро алмазно-расточных и радиально- сверлильных станков
(72)Э.Н.Хомченко, В.И.Эльцин и К.Л.Зубатов
(53) 621.914.1(088.8)
(56) Авторское свидетельстро СССР
№ 515595, кл. В 23 С 3/00, 1974.
(54) ШП -1НДЕЛЬНАЯ БАБКЛ К МЕТАЛ ЮОБ- РАБАТЫВАЮЩЕМУ СТАНКУ
(57) Изобретение относится к станко- ст{ оению и может быть использовано при создании металлообрабатывающего оборудования с ЧГО , Цель изобретения- повышение точности обработки за счет повышения жесткости конструкции. На круговых направляющих корпуса 3 установлена планшайба 5. На круговых
| название | год | авторы | номер документа |
|---|---|---|---|
| ШПИНДЕЛЬНАЯ БАБКА | 1990 |
|
RU2027559C1 |
| Токарный многооперационный станок | 1989 |
|
SU1713747A1 |
| Устройство для поворота и фиксации бабки изделия | 1982 |
|
SU1047669A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Устройство для имитации сил резания на шпинделе металлорежущего станка | 1975 |
|
SU649981A1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| Шпиндельная бабка | 1990 |
|
SU1726161A1 |
Изобретение относится к станкостроению и может быть использовано при создании металлообрабатывающего оборудования с ЧПУ. Цель изобретения - повышение точности обработки за счет повышения жесткости конструкции. На круговых направляющих корпуса 3 установлена планшайба 5. На круговых направляющих планшайбы 5 эксцентрично внутри нее размещена планшайба 7. Круговые направляющие планшайбы 5 для взаимодействия с направляющими корпуса 3 и планшайбы 7 выполнены на противоположных торцах. Механизм поворота планшайбы 7 размещен внутри планшайбы 5. Эксцентрично в планшайбе 7 установлен шпиндель 8. Эксцентриситет установки шпинделя равен эксцентриситету установки планшайбы 7 относительно планшайбы 5. Приводы вращения шпинделя 8 и поворота планшайбы 7 размещены на корпусе бабки за пределами планшайб 5 и 7. Шпиндель 8 связан с приводом его вращения через кинематическую цепь, включающую полый двухвенцовый зубчатый блок 11, смонтированный в отверстии большой планшайбы, расположенный концентрично ее оси. Приводной вал механизма поворота 21 планшайбы 7 размещен внутри полого двухвенцового блока 13. 1 з.п. ф-лы, 2 ил.
.}(
(Л
NU
со.
ел
СО
0Ut.J
31495019
направляющих -планшайбы 5 эксцентрично внутри нее размещена планшайба 7. Круговые направляющие планшайбы 5 для взаимодействия с направляющими корпуса 3 и плантаибы 7 выполнены на противоположных торцах. Механизм поворота планшайбы 7 размещен внутри планшайбы 5, Эксцентрично в пларшай- бе 7 установлен шпиндель 8. Эксцент- ю риситет установки шпинделя равен эксцентриситету установки планшайбы 7 относительно пла1шайбы 5, Приводы
Изобретение относится к станкостроению и может быть использовано при создании металлообрабатывающе- го оборудования с ЧПУ.
Цель изобретения - повышение точности обработки за счет повышения жесткости конструкции при использовании бабки на станках с ЧПУ.
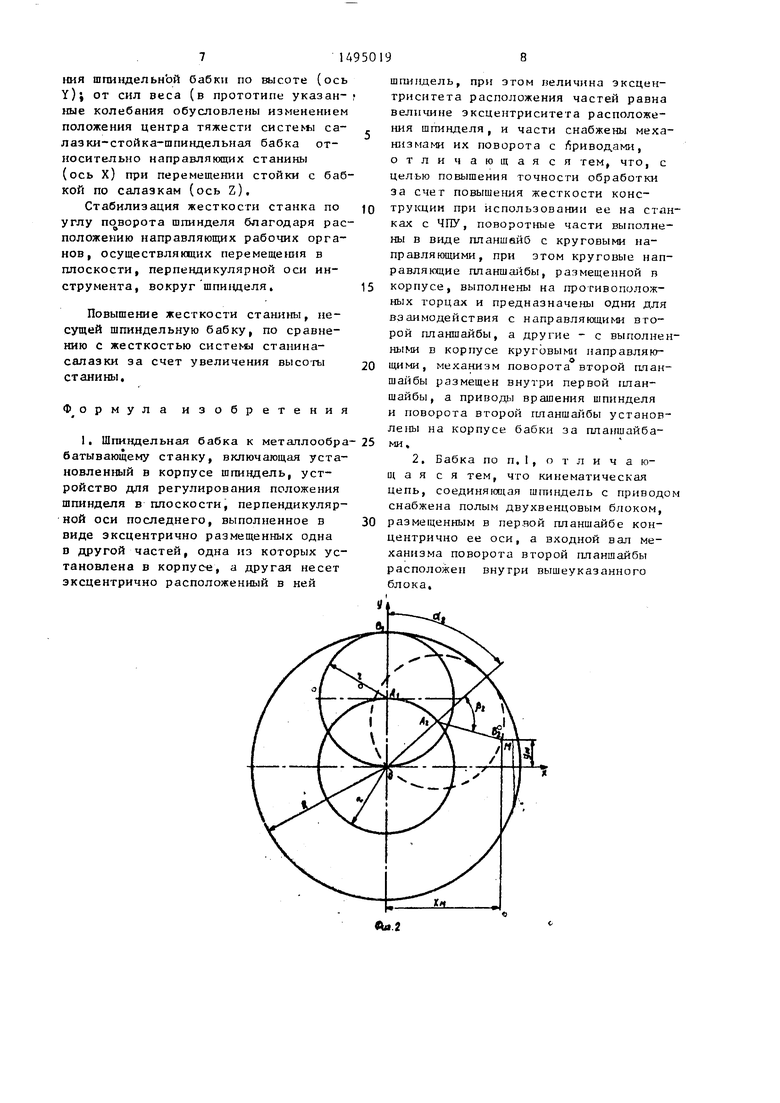
На 4 иг. 1 представлен станок, на который устанавливается предлагаемая шпиндельная бабка, представленная в разрезе; на фиг.2 - схема установки шпинделя в заданное координатное по- ложение.
Шпиндельная бабка предназначена для установки на станине 1 станка с возможностью перемещения по направляющим 2. В корпусе 3 шпиндельной
бабки на круговых направляющих 4 смонтирована планшайба 5 с горизонтальной осью поворота. На торце планшайбы 5 выполнены ответные круговые направляющие дпя взаимодействия с направляющими 4. На другом торце планшайбы 5 выполнены круговые направляющие 6 для круговых напргшлягацих, выполненных, на торце другой планшайбы 7, Ось поворота плаьшайбы 7 парал-- лельна оси поворота планшайбы 5. Круговые направляющие 4 и 6 выполнены на комбинированных рол и ко-игольчатых подшипниках, способных воспринимать радиальные и осевые нагрузки, а также значительно опрокидьшагацие моменты.
Шпиндель 8 смонтирован в планшайбе 7 со смещением г относительно оси последней, равным расстоянию между осями планшайб 5 и 7.
Привод вращения шпинделя включает коробку 9 скоростей с приводом (двигатель не показан)1. смонтированную на корпусе 3 шгшндельной бабки. Вывращения шпинделя 8 и поворота планшайбы 7 размещены на корпусе бабки за пределами планшайб 5 и 7. Шпиндель 8 связан с приводом его вращения через кинематическую цепь, включающую полый двухвенцовый зубчатый блок 1I, смонтированный в отверстии большой планшайбы, расположенный концентрично ее оси. Приводной вал механизма поворота 21 планшайбы 7 размещен внутри полого двухвенцового блока 13. 1 з.п. ф-лы, 2 ил.
ходной вал коробки скоростей посредством шестерни 10 зацепляется с полым двухвенцовым зубчатым блоком 11, смонтированным в планшайбе 5 концентрично ее оси. Цепь главного движения включает также зубчатое колесо 12, закрепленное на валу 13, смонтированном в планшайбе 5 соосно с планшайбой 7, вал 14 и зубчатые колеса 15 и 16, смонтированные в планшайбе 5. Валы 13 и 14 связаны между со бой зубчатой муфтой 17.
1
Перемещение щпиндельной бабки по направляющим 2 осуществляется от регулируемого двигателя, смонтированного на станине 1, через шариковин- товую передачу (не показаны). Поворот планшайб 5 и 7 осуществляется от регулируемых двигателей 18 и 19, смонтированных соответственно на корпусе 3 бабки и на коробке 9 скоростей, через двухпроточные редуктор 20 и 21 с принудительной выборкой зазоров, смонтированные соответственно на корпусе бабки и в планшайбе 5. При этом двигатель 19 установлен соосно с плашпяйбой 5, приводной вал редуктора 21, входящего в механизм поворота планшайбы 7, пропущен сквоз блок 11.
Управление вращением шпинделя, перемещениями шпиндельной бабки и поворотом планшайб 5 и 7 осуществляется устройством ЧПУ станка (не показано). Отсчет линейных перемещений щпиндельной бабки и угловых перемещений планшайб осуществляется с помощью круговых датчиков (например, фотоэлектрических), смонтированных на соответствуюцих узлах (не показаны) .
5U
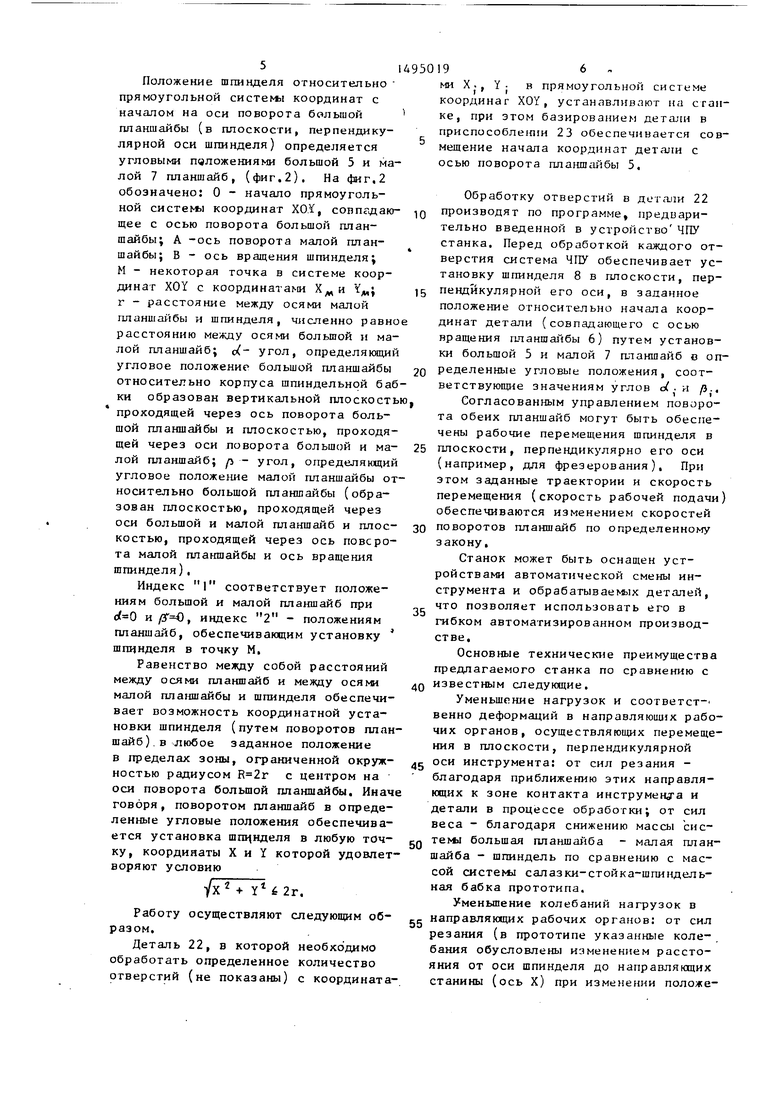
Положение шпинделя относительно прямоугольной систег з координат с началом на оси поворота большой
планшайбы (в плоскости, перпендикулярной оси шпинделя) определяется угловыми пвложениями большой 5 и малой 7 планшайб, (фиг.2). На фиг,2 обозначено: О - начало прямоугольной систе№1 координат Х0., совпгдаю- щее с осью поворота большой планшайбы; А -ось поворота малой планшайбы; В - ось вращения шпинделя; М - некоторая точка в системе координат XOY с координатами Х, и Y,; г - расстояние между осями малой планшайбы и шпинделя, численно равно расстоянию между осями большой и малой планшайб; угол, определяющий угловое положение большой планшайбы относительно корпуса шпиндельной бабки образован вертикальной плоскость проходящей через ось поворота большой планшайбы и плоскостью, проходящей через оси поворота большой и ма- лой планшайб; р - угол, определяющий угловое положение малой планшайбы относительно большой планшайбы (образован плоскостью, проходящей через оси большой и малой планшайб и плос- костью, проходящей через ось повсрота малой планшайбы и ось вращения шпинделя),
Индекс 1 соответствует положениям большой и малой пла1шайб при и/31 0, индекс 2 - положениям планшайб, обеспечивающим установку шпинделя в точку М,
Равенство между собой расстояний между осями планшайб и между осями
малой планшайбы и шпинделя обеспечивает возможность координатной установки шпинделя (путем поворотов планшайб), в любое заданное положение в пределах зоны, ограниченной окруж- ностью радиусом с центром на оси поворота большой планшайбы. Инач говоря, поворотом планшайб в определенные угловые положения обеспечивается установка шпцнделя в любую точ- ку, координаты X и Y которой удовлетворяют условию
УХ + Y 2г.
Работу осуществляют следующим образом.
Деталь 22, в которой необходимо обработать определенное количество отверстий (не показаны) с координата
0
5 о
0
Q
5
196 ,
ми X . , Y в прямоугольной системе координаг XOY, устанавливают на станке, при этом базированием детали в приспособле1П1И 23 обеспечивается совмещение начала координат детали с осью поворота плашпгшбы 5.
Обработку отверстий в детали 22 производят по программе, предварительно введенной в устройство ЧПУ станка. Перед обработкой каждого отверстия система ЧПУ обеспечивает установку шпинделя 8 в плоскости, перпендикулярной его оси, в заданное положение относительно начала координат детали (совпадающего с осью вращения планшайбы 6) путем установки большой 5 и малой 7 планшайб в определенные угловые положения, соответствующие значениям углов о . и f.,
Согласованным управлением поворота обеих планшайб могут быть обеспечены рабочие перемещения шпинделя в плоскости, перпендикулярно его оси (например, для фрезерования). При этом заданные траектории и скорость перемещения (скорость рабочей подачи) обеспечиваются изменением скоростей поворотов планшайб по определенному закону.
Станок может быть оснащен устройствами автоматической смены инструмента и обрабатываемых деталей, что позволяет использовать его в гибком автоматизированном производстве.
Основные технические преимущества предлагаемого станка по сравнению с известным следующие.
Уменьшение нагрузок и соответст- венно деформаций в направляющих рабочих органов, осуществляющих перемещения в плоскости, перпендикулярной оси инструмента: от сил резания - благодаря приближению этих направляющих к зоне контакта инструмен -а и детали в процессе обработки; от сил веса - благодаря снижению массы сис- TeMJ большая планшайба - малая планшайба - шпиндель по сравнению с массой систем салазки-стойка-шпиндель- ная бабка прототипа.
Уменьшение колебаний нагрузок в направляющих рабочих органов: от сил резаршя (в прототипе указанные колебания обусловлены изменением расстояния от оси шпинделя до направлякщих станины (ось Х) при изменении положе
