1
(21)А083766/ 5-08
(22)30.06.86
(46) 23.07.89.БКШ. № 27
(71)Куйбышеиский авиационный институт им. акад. С.П.Королева
(72)С.Р.Абульханов, А.А.Федосеев, А.В.Данилов и В.И.Захаров
(53)621.047(088.8)
(56)Авторское свидетельство СССР № 318455, кл. В 23 Н 7/12, 1971.
(54)УСТРОЙСТВО Д-ЧЯ ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ
(57)Изобретение касается комбинированных методов обработки, сочетающих электрохимическое и механическое воздействие на обрабатываемую поверхность. Цель изобретения - повьпаение точности обработки за счет бесконтактного токоподвода. Устройство содержит токоподвод, установленные на валу секционированный круг и коллектор. Секций круга соединены так, что каждому сектору соответствует свой элемент, а токоподвод контактирует с той частью коллектора элементов, который соединен с секторами, проходящими над зоной обработки, Дпя бесконтактного токоподвода элементы выполнены в виде намотанных на сердечники катушек индуктивности, при этом сердечники размещены в корпусе круга параллельно оси. Токоподвод выполнен в виде неподвижного Г-образного электромагнита. При вращении круга катуи- ки индуктивности проходят через магнитное поле П-образного электромагнита и в них возбуждается ток, которьй подается в зону обработки. 2 ил.
СЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для электрохимикомеханической обработки | 1979 |
|
SU1115878A1 |
| Устройство для магнитно-абразивной отделочной обработки | 1975 |
|
SU564140A1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭКСПЛУАТАЦИОННЫХ ДИСБАЛАНСОВ ТОРЦОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2009 |
|
RU2417149C1 |
| Инструмент для абразивно-электрохимического шлифования | 1985 |
|
SU1301600A1 |
| Бесконтактное устройство компенсации динамического износа сегментного шлифовального круга | 1983 |
|
SU1093517A1 |
| Устройство для комбинированного шлифования | 1985 |
|
SU1328177A1 |
| СПОСОБ СЛАБОВИБРАЦИОННОГО СЛУЧАЙНОГО СМЕЩЕНИЯ ГРУЗОВ | 2013 |
|
RU2541579C2 |
| ЭЛЕКТРОМАГНИТНЫЙ ДВИГАТЕЛЬ | 2012 |
|
RU2506689C2 |
| ЭЛЕКТРОДВИГАТЕЛЬ И МОТОР-РЕДУКТОР | 2013 |
|
RU2554931C2 |
| ЭЛЕКТРОДВИГАТЕЛЬ И МОТОР -РЕДУКТОР | 2009 |
|
RU2520937C2 |

Изобретение касается комбинированных методов обработки, сочетающих электрохимическое и механическое воздействие на обрабатываемую поверхность. Цель изобретения - повышение точности обработки за счет бесконтактного токоподвода. Устройство содержит токоподвод, установленные на валу секционированный круг и коллектор. Секции круга соединены так, что каждому сектору соответствует свой элемент, а токоподвод контактирует с той частью коллектора элементов, которой соединен с секторами, проходящими над зоной обработки. Для бесконтактного токоподвода элементы выполнены в виде намотанных на сердечники катушек индуктивности, при этом сердечники размещены в корпусе круга параллельно оси. Токоподвод выполнен в виде неподвижного Г-образного электромагнита. При вращении круга катушки индуктивности проходят через магнитное поле П-образного электромагнита и в них возбуждается ток, который подается в зону обработки. 2 ил.
Изобретение относится к области комбинированных методов обработки, сочетающих электрохимическое и механическое воздействие на обрабатываемую поверхность.
Целью изобретения является повышение точности обработки за счет бес контактного токоподвода.
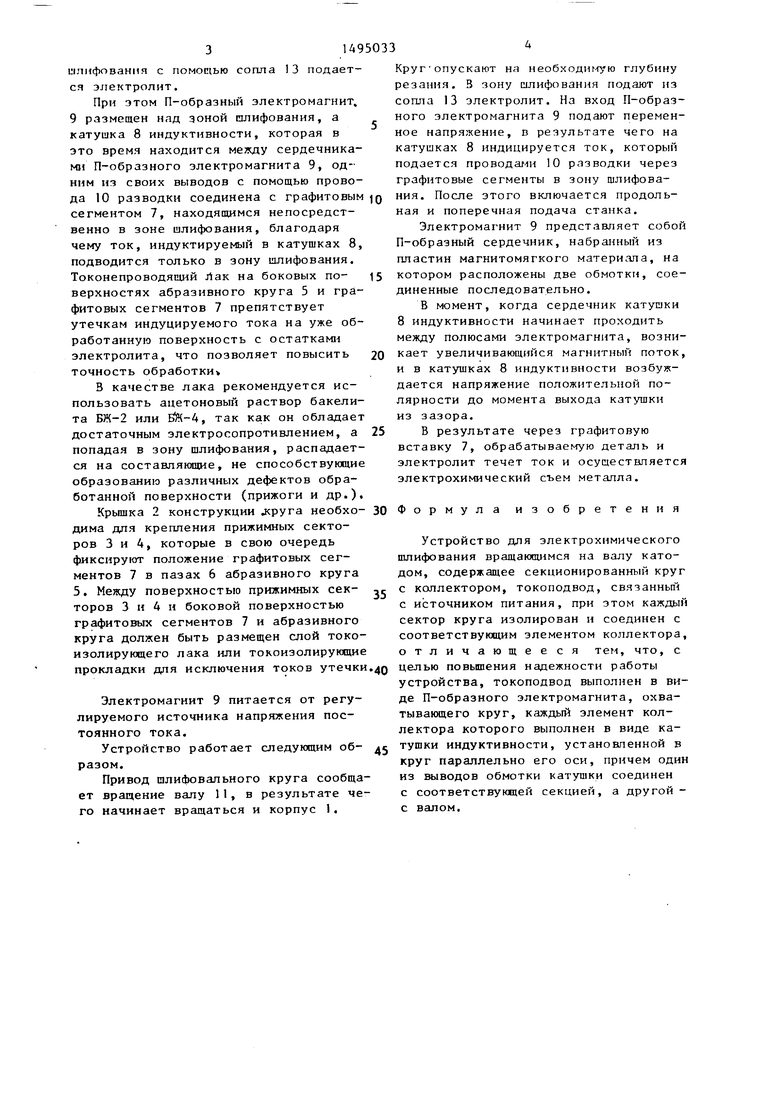
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1.
Круг имеет корпус I, крышку 2, прижимные секторы 3 и 4, абразивный круг 5 с пазами 6 для графитовых сегментов 7, катушки 8 индуктивности; П-образный электромагнит 9, провода 10 разводки, ведущий вал 11, обрабатываемую деталь 12, сопло 18 для подачи электролита.
На вал I1 насажен корпус 1, к которому приклеен абразивный круг 5 с пазами 6. В последних закреплены графитовые сегменты 7. В корпусе 1 выполнены отверстня под катушки 8 индуктивности, один вывод которых соединен проводом 10 разводки с корпусом 1 и тем самым с валом 11, а другой соединен также проводом 10 разводки с одним из графитовых сегментов 7. Катушки 8 индуктивности находятся между сердечниками П-образного электромагнита 9, который укреплен на специальной стойке (не показана). В зону
Х СП
о оо со
опмфования с помощью сопла 13 подается электролит.
При этом П-образный электромагнит, 9 размещен нлд зоной шлифования, а катушка 8 индуктивности, которая в это время находится меясду сердечниками П-образного электромагнита 9, одним из своих выводов с помощью провода 10 разводки соединена с графитовым Q ния. После этого включается продольная и поперечная подача станка. Электромагнит 9 представляет
сегментом 7, находящимся непосредственно в зоне шлифования, благодаря чему ток, индуктируемый в катушках 8, подводится только в зону шлифования. Токонепроводящий Лак на боковых пособо
П-образный сердечник, набранный из пластин магнитомягкого материала, на 15 котором расположены две обмотки, сое диненные последовательно.
верхностях абразивного круга 5 и графитовых сегментов 7 препятствует утечкам индуцируемого тока на уже обработанную поверхность с остатками электролита, что позволяет повысить точность обработки
В качестве лака рекомендуется использовать ацетоновый раствор бакелита БЖ-2 или , так как он обладает достаточным электросопротивлением, а попадая в зону шлифования, распадается на составляющие, не способствующие образованию различных дефектов обработанной поверхности (прижоги и др.)«
Крьш1ка 2 конструкции .круга необхо- дима для крепления прижимных секторов 3 и 4, которые в свою очередь фиксируют положение графитовых сегментов 7 в пазах 6 абразивного круга 5. Между поверхностью прижимных секторов 3 и 4 и боковой поверхностью графитовых сегментов 7 и абразивного круга должен быть размещен слой токо- изолирующего лака или токоизолирующие
прокладки для исключения токов утечки.Q целью повьппения надежности работы
устройства, токоподвод выполнен в виЭлектромагнит 9 питается от регулируемого источника напряжения постоянного тока.
Устройство работает следующим об- разом.
Привод шлифовального круга сообщает вращение валу 11, в результате чего начинает вращаться и корпус 1,
Кру г опускают на необходш-(ую глубину резания, 3 зону шлифования подают из сопла 13 электролит. На вход П-образного электромагнита 9 подают переменное напряжение, в результате чего на катушках 8 индицируется ток, который подается проводами 10 разводки через графитовые сегменты в зону шлифования. После этого включается продольная и поперечная подача станка. Электромагнит 9 представляет
собой
П-образный сердечник, набранный из пластин магнитомягкого материала, на котором расположены две обмотки, соединенные последовательно.
В момент, когда сердечник катушки 8 индуктивности начинает проходить между полюсами электромагнита, возникает увеличивающийся магнитный поток, и в катушках 8 индуктивности возбуждается напряжение положительной полярности до момента выхода катушки из зазора.
В результате через графитовую вставку 7, oбpaбaтывae fyю деталь и электролит течет ток и осуществляется электрохимический съем металла.
рмула изобретения
Ф о
Устройство для электрохимического шлифования вращающимся на валу катодом, содержащее секционированный круг с коллектором, токоподвод, связанньй с источником питания, при этом каждый сектор круга изолирован и соединен с соответствующим элементом коллектора, отличающееся тем, что, с
де П-образного электромагнита, охватывающего круг, каждый элемент коллектора которого выполнен в виде катушки индуктивности, установленной в круг параллельно его оси, причем один из выводов обмотки катушки соединен с соответствующей секцией, а другой - с валом.
0Ut.l
