2. Инструмент по п. 1, отличающийся тем, что абразивные элементы выполнены из абразивного материала на керамической или баке1115878
литовой связке, а токопроводящие
элементы выполнены из графитиро ванного или медно-графитового материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Правящий абразивный инструмент и способ его изготовления | 1983 |
|
SU1138304A1 |
| Композиционный шлифовальный круг для торцевого шлифования | 2024 |
|
RU2840031C1 |
| ПРАВЯЩИЙ КАРАНДАШ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2069145C1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| Композиционный шлифовальный круг для торцевого шлифования | 2019 |
|
RU2697542C1 |
| Способ обработки деталей абразивным кругом | 1987 |
|
SU1542788A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2011 |
|
RU2490113C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1972 |
|
SU331869A1 |
| Состав абразивной массы высокоструктурного инструмента для шлифования с его непрерывной правкой | 2017 |
|
RU2684466C1 |
| Способ электроэрозионной правки абразивного круга | 1983 |
|
SU1199498A1 |
1. ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИКОМЕХАНИЧЕСКОЙ ОБРАБОТКИ, выполненньш в виде чередующихся токопроводящих и абразивных элементов, о тли;чающийся тем, что, с целью повышения производительности фасонного шлифования путем обеспечения возможности одновременной правки всей рабочей поверхности, абразивные и токопроводящие элементы выполнены из материалов, имеюпщх близкие механические свойства. (Л СП 00 эо (Put.f
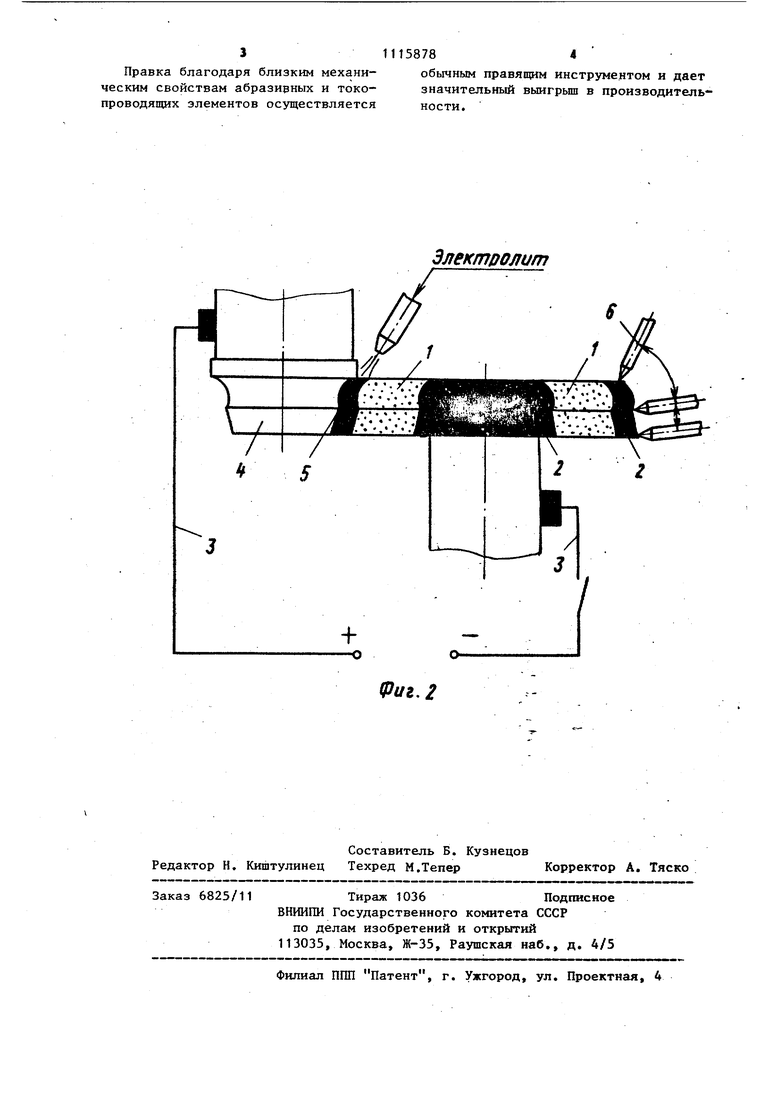
Изобретение относится к инструментам для комбинированной электрохимикомеханической обработки изделий фасонного профиля. .Известен инструмент для электрохимикомеханической обработки, выполненный в виде чередующихся токопрово дящих и абразивных элементов lj. К недостатку известного инструмента относится выполнение токопроводящих элементов из металла, что не позволяет осуществить одновременную .всей рабочей поверхности инструмента и получить требуемый фасонный профиль на рабочей поверхности с высокой точностью, так как чередующиеся элементы имеют различные механические свойства, что приводит при правке к искажению профиля на границе разноименных элементов. Цель изобретения - повышение производительности фасонного шлифования путем обеспечения возможности одновременной правки всей рабочей поверхности. Указанная цель достигается тем, что в инструменте для электрохимикомеханической обработки, выполненном в виде чередующихся токопроводящих и абразивных элементов, указанные . элементы выполнены из материалов,име щих близкие механические свойства. Абразивные элементы выполнены из абразивного материала на керамической или бакелитовой связках, а токо проводящие элементы выполнены из гр фитированного или медно-графитового материала. На фиг.1 представлен инструмент а процессе элеТктрохимического шлифования, вид сбоку; на фиг.2 - то ж в процессе обработки и правки, вид сверху. Инструмент для электрохимикомеханической обработки состоит из абразивных элементов в виде секторов 1, размещенных в пазах токопроводящеГо круга 2, при этом на рабочей поверхности абразивные элементы чередуются с токопроводящими. Абразивные элементы выполнены из абразивного материала, например шлифовальных сегментов на керамической или бакелитовой связках, а токопроводящие элементы выполнены из материала с твердостью, которую имеют абразивные элементы. К таким материалам относятся, например, графитированные и медно-графитовые материалы. Т4к, при твердости С1-СМГ абразивных элементов (измеренной в соответствии с ГОСТ 19202-80) твердость токопроводящих элементов выбрана равной М2 (измеренной в соответствии с ГОСТ 19202-80). Подобранные по механическим свойствам абразивные и токопроводящие элементы склеены в единый комбинированный инструмент и выправлены одновременно, например, алмазом . в единую рабочую поверхность. Процесс обработки указанным инструментом осуществляют следующим образом. Включают источник технологического тока через токоподвод 3, сообщают вращение инструменту и детали 4, включают подвод электролита в зону 5 обработки. При этом электрический ток, проходя к обрабатываемой поверхности детали череэ токопроводящий сектор 1 и межэлектродный зазор, осуществляет электрохимическое воздействие, а следующий за ним абразивный сектор 1 обеспечивает съем подвергну зшегося электрохимическому воздействию слоя детали. Правильность формы фасонной рабочей поверхности инструмента поддерживается периодической правкой алмазным правящим инструментом 6. 3 Правка благодаря близким механическим свойствам абразивных и токопроводящих элементов осуществляется
Электролит 11158784 обычным правящим инструментом и дает значительный выигрьш в производительности.
Фиг, 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ЭЛЕКТРОХИМИЧЕСКОГО И АБРАЗИВНОГО ШЛИФОВАНИЯ | 0 |
|
SU388863A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
