4;
СО
ел
со оо
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пакетов магнитопроводов электрических машин и устройство для его осуществления | 1987 |
|
SU1636941A1 |
| Станок для шихтовки и сборки пакетов магнитопроводов статоров электрических машин | 1971 |
|
SU555512A1 |
| Устройство для шихтовки пластин сердечников электрических машин | 1990 |
|
SU1812595A1 |
| Устройство для шихтировки пакетов статора | 1974 |
|
SU544053A1 |
| ТОРОИДАЛЬНАЯ КОНСТРУКЦИЯ ШИХТОВАННОГО ПЛАСТИНАМИ МАГНИТОПРОВОДА С ЭЛЕКТРИЧЕСКИМИ ОБМОТКАМИ | 1992 |
|
RU2092924C1 |
| Устройство для механизированной шихтовки стальных листов статоров электрических машин | 1960 |
|
SU137171A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1980 |
|
SU877717A1 |
| Способ изготовления магнитопроводов линейных электрических машин | 1990 |
|
SU1791908A1 |

Изобретение относится к электромашиностроению и может быть использовано при изготовлении магнитопроводов. Цель изобретения - снижение трудоемкости изготовления магнитопроводов. Устройство выполнено с единым транспортным средством в виде направляющих элементов 8 с окнами 7 для шихтовочного знака, посредством которых листы 4 ориентируются и проходят через шихтовочное устройство в виде 3-х барабанов 15 к устройству для прессования 10, а оттуда к сварочному устройству 11 и далее к механизму 14 разделения магнитопроводов. 7 ил.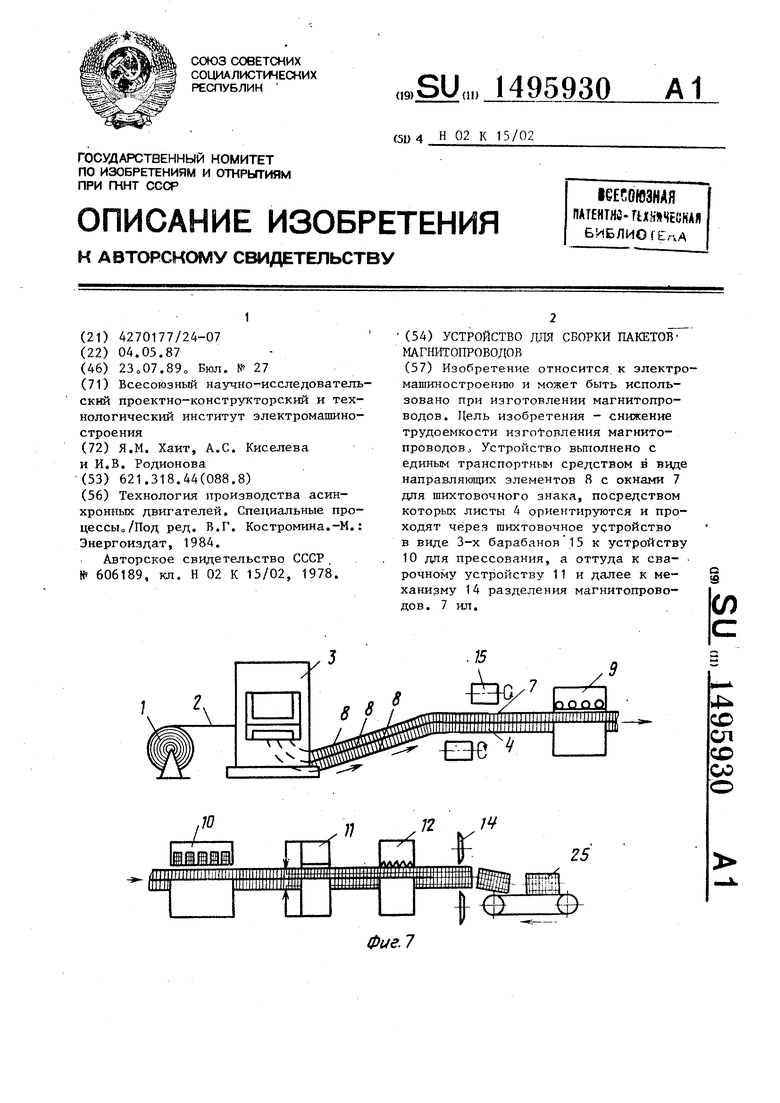
/2 /4
фие.7
- -1495
Изобретение относится к электромашиностроению, в част 1ости к HSJ OTOB- йенкю магнитопроводов электрической машины.
Цель изобретения - снижение трудоемкости изготовления магнитопрово- да.
На фиг. 1 и 7 показана схема сбор- и магнитопровода электрической маиш- ы; на фиг о 2 - устройство шихтовки листов магнитопровода; на фиг. 3 - стройство термообработки листов маг штопровода; на фиг. 4 - схема сборки ;иихтованного сплошного потока деталей а фиг. 5 - механизмы разделения ;плошного потока деталей на магнито- роводы заданной ;щины; на фиг. 6 - хема устройства ориентации.
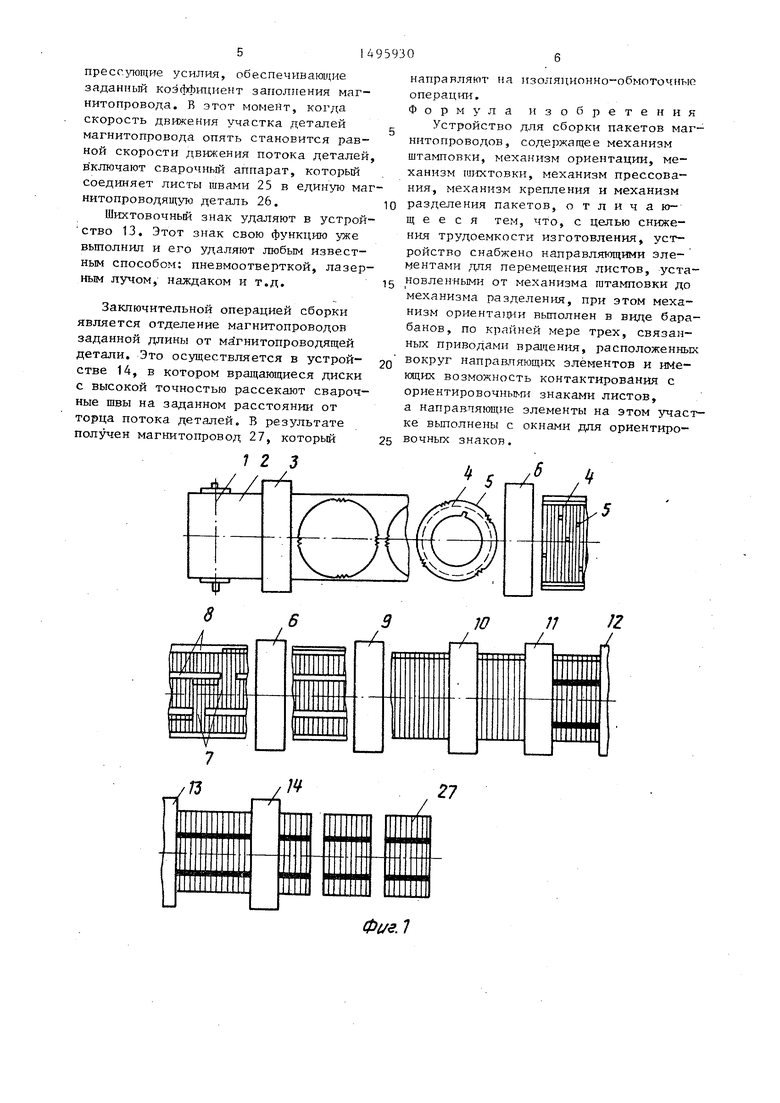
Устройство включает барабан 1, с :оторого разматьгоается лента 2 элект- Отехнической стали, пресс со штампом 3, где вырубаются детали 4 магни- олровода с шихтовочным знаком 5, шихтовочное устройство 6 с окнами для шихтовочного знака 7, направляющие слементы 8 потока деталей, устройство 9 для термообработки, прессующее уст- 1 ойстБО 10, сварочный аппарат 11, за- 4имное упорное устройство 12, устрой4.ТВО 13 для удаления шихтовочного нака, механизм 14 отделения магнитопровода заданной длины. I Шихтовочное устройство 6 включает Несколько, но не меньше трех, враща- KJKpixcH барабанов 15. Термоустановка ц состоит из двух полутдилиндров 16 с|о спиралями 17 сопротивления. Уст- Е|ОЙСТВО имеет также дымоуловитель 18 1|рессзт щее устройство 10 состоит из Линейного двигателя, выполненного Из отдельных магнитоэлектрических Модулей 19 и ярма 20. Зажимное упор- асе устройство 12 выполнено и двух электромагнитов в виде полуцилиндров 211, внутренняя поверхность электрома HJHTOB имеет зубчат то поверхность 22. Сварочное устройство содержит неплав шиеся электроды 23. Механизм разделения магнитопроводов содержит враща юЬ1иеся диски 24.
Устройство работает следующим образом.
Ленту 2 из рулонной электротехнической стали разматывают с барабана и подают в пресс 3, где из нее выре- з.ают детали 4 магнитопровода, остатки ленты идут в отход. Детали магии- топровода, например листы статора.
5
30
0 5
5 0 5 0
5
ориентируют в сплошной поток, все листы располагают вертикально Затем сплошной поток деталей подают в шихтовочное устройство. Б шихтовоч- ном устройстве вращающиеся барабаны 15 расположены вокруг непрерывного потока деталей, вращают все детали в одну сторону, зацепляя лист статора, поворачивалот его до тех пор, пока шихтовочный знак не упрется в направляющую. Барабаны размещают против окон 7, в которые и должны проходить шихтовочные знаки при развороте листа статора. После последнего барабана пшхтовочного устройства, где все листы сориентированы по шихтовочному знаку у одной направляющей, диаметр потока приближен к диаметру листа статора, расшихтов- ка минимальна и соответствует требованию чертежа.За шихтовочным устройством расположен термоучасток. Режим термообработки потока деталей проходит в соответствии со скоростью продвижения металла по направляющим. Предпочтительной является термообработка металла токами высокой частоты. Продукты сгорания масла уходят в дымоуловитель 18. В результате термообработки электромагнитные свойства восстанавливаются, наклеп снимается, между листами остаются твердые частицы от сгорания масла и частично окисная пленка, что обеспечивает межлистовую изоляцию электрической машины. После термообработки детали/ направляют в комбинированное устройство, в котором соединено прессующее устройство, зажимное упорное устройство и устройство креплен1-ш.
Внутренняя поверхность электромагнитов зажимного упорного устройства имеет зубчатую поверхность, что обеспечивает надежное сцепление со сплошным потоком деталей магнитопро- вода. После того, как электромагнит застопорил поток деталей, включают прессующее устройство,, которое представляет собой линейный цилиндрический двигатель. При включении линейного двигателя его магнитная цепь замыкается через поток деталей,
Под действием магнктодвижу цей силы детали магнитопровода перемещается вдоль пути магнитного потока со скоростью, превышающей скорость движения потока деталей, что создает на участке мелду устройствами 11 и 12
пресс пощие усилия, обеспечивающие заданньй коэффит.1;иеит заполнения маг- нитопровода. В этот момеНт, когда скорость движения участка деталей магнитопровода опять становится равной скорости движения потока деталей включают сварочный аппарат, которьй соединяет листы швами 25 в единую ма нитопроводящую деталь 26.
Шихтовочный знак удаляют в устрой ство 13. Этот знак свою функцию уже выполнил и его удаляют любьм известным способом: пневмоотверткой, лазерным лучом, наждаком и т.д.
Заключительной операцией сборки является отделение магнитопроводов заданной длины от мйгнитопроводящей детали. Это осуществляется в устрой- стве 14, в котором вращающиеся диски с высокой точностью рассекают сварочные швы на заданном расстоянии от торца потока деталей. В результате получен магнитопровод 27, который
7 2 3
/
направляют на изоляционно-обмоточные
oпepaцtiи.
Формула изобретения
Устройство для сборки пакетов магнитопроводов, содержащее механизм штамповки, механизм ориентации, механизм шихтовки, механизм прессования., механизм крепления и механизм разделения пакетов, о т л и ч а щ е е с я тем, что, с целью снижения трудоемкости изготовления, устройство снабжено направляющими элементами для перемещения листов, установленными от механизма штамповки до механизма разделения, при этом механизм ориентации выполнен в виде барабанов, по крайней мере трех, связанных приводами вра1чения, расположенных вокруг нaпpaRпяющ fx элементов и иМе- нщих возможность контактирования с ориентировочньп-ш знаками листов, а направпяющие элементы на этом згчаст ке выполнены с окнами для ориентировочных знаков.
.
fS
йлг
я
ff
п
Put3
| Технология производства асинхронных двигателей | |||
| Специальные про- цессЫо/Под ред | |||
| В.Г | |||
| Костромина.-М.: Энергоиздат, 1984 | |||
| Авторское свидетельство СССР , № 606189, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
