(54) СТАНСА ;ЛЯ ШИХТОВКИ И СВОРКИ ПАКЕТОВ МАГНИТОПРОВОДОВ СГГдтороВ ЭЛЕКТРИЧЕСКИХ МАШИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для механизированной шихтовки листов статоров электрических машин | 1951 |
|
SU95620A1 |
| Устройство для сборки листов сердечников статоров электрических машин | 1971 |
|
SU454644A1 |
| Устройство для шихтовки пластин сердечников электрических машин | 1990 |
|
SU1812595A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ НАМОТОЧНЫХОПРАВОК | 1972 |
|
SU415740A1 |
| Устройство для механизированной шихтовки стальных листов статоров электрических машин | 1960 |
|
SU137171A1 |
| УСТРОЙСТВО для ПАКЕТИРОВАНИЯ РОТОРПЫХ ЛИСТОВ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1972 |
|
SU340356A1 |
| Устройство для намотки секций конденсаторов | 1980 |
|
SU920871A1 |
| УСТРОЙСТВО для ОБВЯЗКИ ШТУЧНЫХ ПРЕДМЕТОВ | 1972 |
|
SU351756A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1980 |
|
SU877717A1 |
| Устройство для шихтовки пластин сердечников электрических машин | 1985 |
|
SU1292120A1 |
ИзобретенРе ппюситс : ;:;; тЕХТ логическо му оборуцозанПО длк изготозлснил электрических малина, з ластности лгйхтовкр и сборки пакетов магмитотро&оаоь, и быть испольаоваао я эг:ек-:-П Г1;ес л: пполч тпшечно-
сти,
Изьесгпо устоокптво :.и-гХ ; в:хр iarHKTOTipoBoriOn vJOTODOK; СО;is.,vaucjs огпазку и оркектирующес устройст--: :.s нц-пе зрашающегося валика- взаимоупистглю.цего с листами магнитопр ово аа.
1-|едостаток устройства « тпЕзкая произвор.ите-лт-ность и мадо/киос--т, бусяовлеиная тем, WTO лист упяекаотся палкхом за счет силь тпенкЯ; крилем OK-iyxxujj; скорость валика неболылаы к аоэгому вО время листов происходит прсбуксо::.ка ето из-за малой силы тоения.
Известен такксе и гчэлуавт-омат для mp:x- тоЕки и сборки пахе-DB ста горсв, сокержащий ориентирующее уатоойсг-во в )з-а|де вертикальной DTEpaBXii с вратлаю.Цейся головкой, горизонтального копьда к вертикальной линейки, паоаялельной оси .;ппа:зки..
Недостатком этого полуавтомата является низкая производительность и недостаточная надежность при ориентации листов, т.к. на ориентацию листы поступают поштучно и ориентируются последовательно ьо времени, Kpoivie того из-за силы трения лист увлекается головкой оправки.
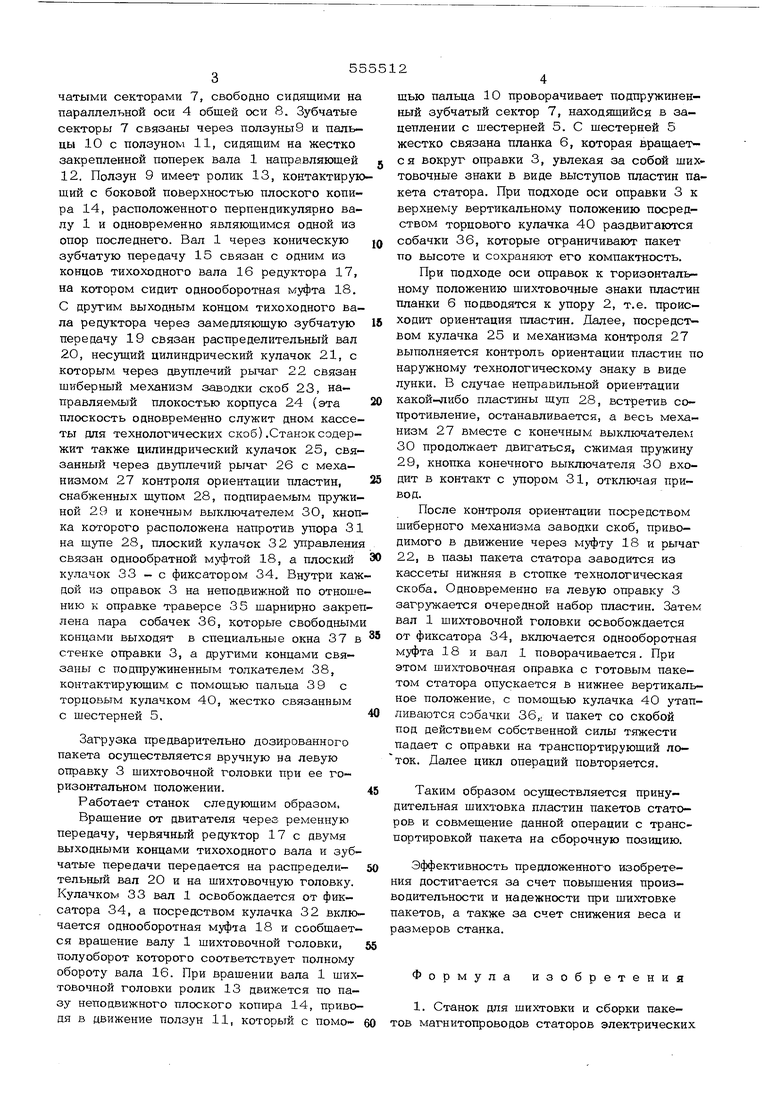
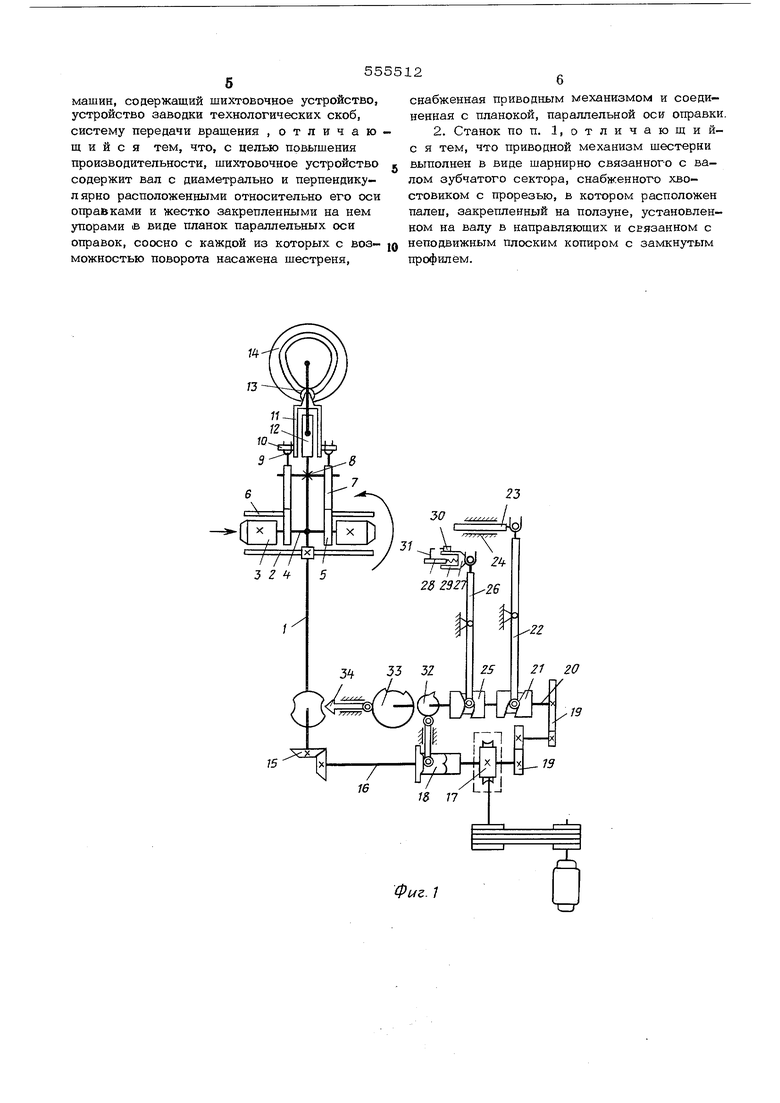
На фиг. 1 показана кинематическая схема предлагаемого станка; на фиг. 2 - кинематическая схема шихтовочного устройства; на фиг. 3 - конструктивная схема шихтовочной оправки.
Станок для шихтовки и сборки пакетов, например, статоров содержит шихтовочное устройство, выполненное в виде горизонтально расположенного вала 1 с упорами 2, например, прямоугольного сечения, неподвижными и параллельными относительно диаметрально расположенных цилиндрических шихтовочных оправок 3 жестко закрепленных ка перпендикулярной валу 1 общей оси 4, на которой сидят шестерни 5, несушие подвижные относительно оси 4 и параллельные ей плавки 6 также прямоугольного сечения. Е1естерни 5 находятся в зацеплении с зубчатыми секторами 7, свободно сидящими на параллельной оси 4 обшей оси 8. Зубчатые ceKTOpbf 7 связаны через ползуны9 и пальцы 10 с ползуном 11, сидящим на жестко закрепленной поперек вала 1 направляющей 12. Ползун 9 имеет ролик 13, контактирую щий с боковой поверхностью плоского копира 14, расположенного перпендикулярно валу 1 и одновременно являющимся одной из опор последнего. Вал 1 через коническую зубчатую передачу 15 связан с одним из концов тихоходного вала 16 редуктора 17, на котором сидит однооборотная муфта 18. С другим выходным концом тихоходного вала редуктора через замедляющую зубчатую передачу 19 связан распределительный вал 20, несущий цилиндрический кулачок 21, с которым через двуплечий рычаг 22 связан шиберный механизм заводки скоб 23, направляемый плокостью корпуса 24 (эта плоскость одновременно служит дном кассеты для технологических скоб) .Станоксодержит также цилиндрический кулачок 25, связанный через двуплечий рычаг 26 с механизмом 27 контроля ориентации пластин, снабженных щупом 28, подпираемым пружиной 29 и конечным выключателем 30, кноп ка которого расположена напротив упора 31 на щупе 28, плоский кулачок 32 управления связан однообратной муфтой 18, а плоский кулачок 33 - с фиксатором 34. Внутри каж дой из оправок 3 на неподвижной по отноше нию к оправке траверсе 35 шарнирно закре лена пара собачек 36, которые свободным концами выходят в специальные окна 37 в стенке оправки 3, а другими концами связаны с подпружиненным толкателем 38, контактирующим с помощью пальца 39 с торцовым кулачком 4О, жестко связанным с щестерней 5. Загрузка предварительно дозированного пакета осуществляется вручную на левую оправку 3 щихтовочной головки при ее горизонтальном положении. Работает станок следующим образом, Вращение от двигателя через ременную передачу, червячный редуктор 17 с двумя выходными концами тихоходного вала и зубчатые передачи передается на распредели- тельный вал 20 и на щихтовочную головку. Кулачком 33 вал 1 освобождается от фиксатора 34, а посредством кулачка 32 вклю чается однооборотная муфта 18 и сообщается вращение валу 1 шихтовочной головки, полуоборот которого соответствует полному обороту вала 16. При вращении вала 1 ших товочной головки ролик 13 движется по пазу неподвижного плоского копира 14, приво дя в движение ползун 11, который с помощью пальца 10 проворачивает подпружиненный зубчатый сектор 7, находящийся в зацеплении с щестерней 5. С щестерней 5 жестко связана планка 6, которая вращаетс я вокруг оправки 3, увлекая за собой щихтовочные знаки в виде выступов пластин пакета статора. При подходе оси оправки 3 к верхнему вертикальному положению посредством торцового кулачка 40 раздвигаются собачки 36, которые ограничивают пакет по высоте и сохраняют его компактность. При подходе оси оправок к горизонтальному положению щихтовочные знаки пластин планки 6 подводятся к упору 2, т.е. происходит ориентация пластин. Далее, посредством кулачка 25 и механизма контроля 27 выполняется контроль ориентации пластин по наружному технологическому знаку в виде лунки. В случае неправильной ориентации какой-либо пластины щуп 28, встретив сопротивление, останавливается, а весь механизм 27 вместе с конечным выключателем 30 продолжает двигаться, сжимая пружину 29, кнопка конечного выключателя ЗО входит в контакт с упором 31, отключая привод. После контроля ориентации посредством щиберного механизма заводки скоб, приводимого в движение через муфту 18 и рычаг 22, в пазы пакета статора заводится из кассеты нижняя в стопке технологическая скоба. Одновременно на левую оправку 3 загружается очередной набор пластин. Затем вал 1 щихтовочной головки освобождается от фиксатора 34, включается однооборотная муфта 18 и вал 1 поворачивается. При этом шихтовочная оправка с готовым пакетом статора опускается в нижнее вертикальное положение, с помощью кулачка 40 утапливаются собачки 36,: и пакет со скобой под действием собственной силы Т5тжести падает с оправки на транспортирующий лоток. Далее цикл операций повторяется. Таким образом осуществляется принудительная щихтовка пластин пакетов статоров и совмещение данной операции с транспортировкой пакета на сборочную позицию. Эффективность предложенного изобретения достигается за счет повышения производительности и надежности при шихтовке пакетов, а также за счет снижения веса и размеров станка. Формула изобретения 1. Станок для шихтовки и сборки пакетов магнитопроводов статоров электрических
машин, содержащий шихтовочное устройство, устройство заводки технологических скоб, систему передачи вращения , отличающийся тем, что, с целью повышения производительности, шихтовочное устройство содержит вал с диаметрально и перпендикулярно расположенными относительно его оси оправками и жестко закрепленными на нем упорами е виде планок параллельных оси
оправок, СООСНО с каждой из которых с возможностью поворота насажена шестреня.
15
снабженная приводным механизмом и соединенная с планокой, параллельной оси оправки 2. Станок по п. 1,отличающийс я тем, что приводной механизм шестерни выполнен в виде шарнир но связанного с валом зубчатого сектора, снабженного хвостовиком с прорезью, в котором расположен палец, закрепленный на ползуне, установленном на валу в направляющих и связанном с неподвижным плоским копиром с замкнутым профилем.
23
Фиг. 7
