носится к линейным электрическим машинам.
Магнитопровод указанной линейной электрической машины выполняют из пластин электротехнической стали толщиной 0,8-1,0 мм прямоуголной формы.
ПластиньГ прямоугольной формы смазывают клеемti набирают в пакет продольной крлтгекТ6р°нЬи7 шихтовкой, а затем склеивают, прикладывая усилие опрессовки перпендикулярно поверхности пластин. Полученную заготовку пакета обрабатывают на металлорежущем оборудовании до получения в поперечном сечении формы трапеции. Затем полученные пакеты склеивают, образуя многогранную призму, для получения замкнутого магнитопровода и обрабатывают на металлорежущем оборуовании ее наружную и внутреннюю боковые поверхности до получения цилиндрической формы.
. При этом в процессе механической обработки на внешней или внутренней боко- - вых поверхностях магнитопроводов выполняют кольцевые пазы для размещения обмоток.
Основными недостатками известного способа являются низкий коэффициент использования электротехнической стали, вследствие необходимости механической обработки отдельных пакетов для получения радиальных боковых поверхностей, собранного магнитопровода для получения цилиндрической формы и выборки кольцевых пазов под обмотки, а также сложная ехнология .изготовления.
Цель изобретения - обеспечение экономии магнитопроводного материала и упрощение технологии изготовления. .......
Поставленная цель достигается тем, что в способе изготовления магнитопроводов линейных электрических машин, при кото-, ром пластины вырубают из ленты, смазыва- ют их клеящим веществом, набирают в пакет, склеивают пластины при приложении усилия опрессовки и образуют кольцевые секторы и кольцевые пазы, пластины вырубают различной высоты для образования кольцевых секторов и с пазами, а формируют каждый кольцевой сектор с кольцевым пазом одновременно со склей- кой пластин под действием радиального усилия опрессовки, прилагаемого вдоль пластин пакета.
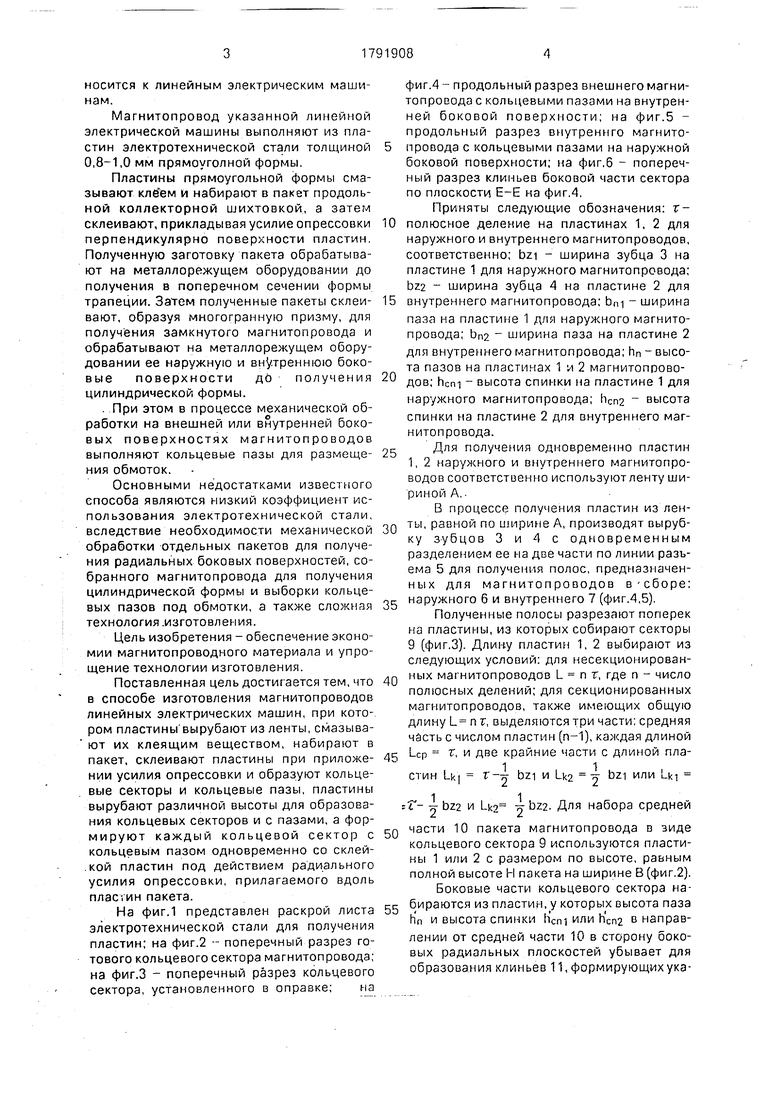
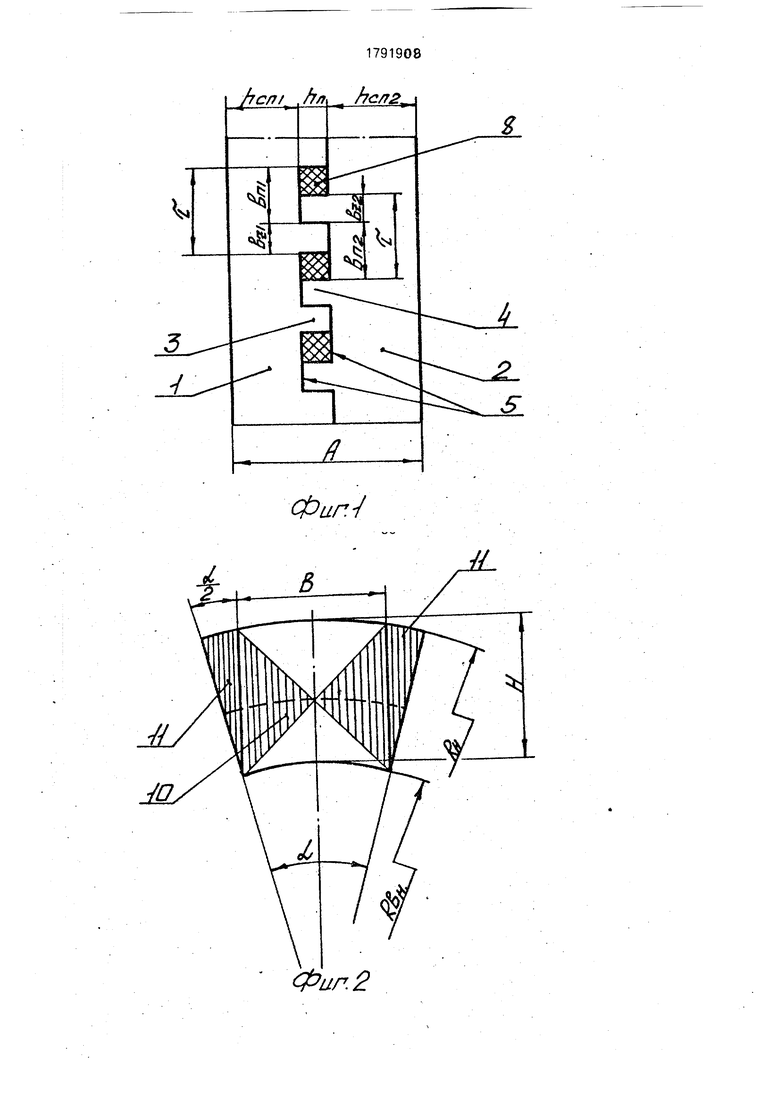
На фиг.1 представлен раскрой листа электротехнической стали для получения пластин; на фиг.2 -.- поперечный разрез готового кольцевого сектора магнитопровода; на фиг.З - поперечный разрез кольцевого сектора, установленного в оправке; на
фиг.4 - продольный разрез внешнего магнитопровода с кольцевыми пазами на внутренней боковой поверхности; на фиг.5 - продольный разрез внутреннго магнитопровода с кольцевыми пазами на наружной боковой поверхности; на фиг.б - поперечный разрез клиньев боковой части сектора по плоскости Е-Е на фиг.4.
Приняты следующие обозначения; тполюсное деление на пластинах 1, 2 для наружного и внутреннего магнитопроводов, соответственно; bzi - ширина зубца 3 на пластине 1 для наружного магнитопровода; DZ2 - ширина зубца 4 на пластине 2 для
внутреннего магнитопровода; ширина паза на пластине 1 для наружного магнитопровода; bn2 ширина паза на пластине 2 для внутреннего магнитопровода; hn - высота пазов на пластинах 1 и 2 магнитопроводов; hem высота спинки на пластине 1 для наружного магнитопровода; hcn2 высота спинки на пластине 2 для внутреннего магнитопровода.
Для получения одновременно пластин 1, 2 наружного и внутреннего магнитопроводов соответственно используют ленту шириной А.В процессе получения пластин из ленты, равной по ширине А, производят вырубку зубцов 3 и 4 с одновременным разделением ее на две части по линии разъема 5 для получения полос, предназначенных для магнитопроводов в-сборе:
наружного б и внутреннего 1 (фиг.4,5).
Полученные полосы разрезают поперек на пластины, из которых собирают секторы 9 (фиг.З). Длину пластин 1, 2 выбирают из следующих условий: для несекционированных магнитопроводов L п г, где п - число полюсных делений; для секционированных магнитопроводов, также имеющих общую длину L п ъ, выделяются три части: средняя часть с числом пластин (п-1), каждая длиной
Цр г, и две крайние части с длиной пла11стин Lk| t-J bzi и Lk2 2 bzi или Liq
sT- jbz2 и Lk2 2 bza. Для набора средней
части 10 пакета магнитопровода в виде кольцевого сектора 9 используются пластины 1 или 2 с размером по высоте, равным полной высоте Н пакета на ширине В (фиг,2). Боковые части кольцевого сектора набираются из пластин, у которых высота паза h n и высота спинки licni или h cn2 в напРав лений от средней части 10 в сторону боковых радиальных плоскостей убывает для образования клиньев 11, формирующих указанные боковые радиальные плоскости кольцевого сектора.
Эти пластины изготавливают аналогично пластинам 1,2с полными высотамиспин- ки и паза, изменяя ширину ленты.
При наборе боковых клиньев 11 применяются также пластины, у которых отсутствует зубцовая часть. Их изготавливают отдельно, например, из ленты шириной, равной заданной высоте пластины.
Ширина В средней части 10 кольцевого сектора определяется по формуле а
R 2RBH cos
2где RBH - внутренний радиус кольцевого сектора; а-центральный угол сектора.
Пакет в виде кольцевого сектора формируется в оправвке, включающей корпус 12, внутри которого расположены съемные щеки 13. Щеки 13 совместно с раздвижным пуансоном 14 и подпружиненным дном 1.6 в сжатом состоянии ограничивают полость, которая повторяет форму кольцевого сектора 9 магнитопровода. . Шихтовку подготовленных для склейки пластин кольцевого сектора производят следующим образом,
Отдельно выбирают боковые клинья 11 из пластин с переменными высотой паза и высотой спинки, а также из пластин, у которых отсутствует зубцовая часть, отдельно набирают среднюю часть 10 сектора из пластин с полной зубцовой частью и полной высотой спинки.
Устанавливают последовательно в оправку первый клин 11, затем среднюю часть 10 кольцевого сектора и второй-клин 11. ;
Устанавливают пуансон 14 и плиту 16.
В процессе опрессовки призводят формирование размеров и формы кольцевого сектора 9 радиальным усилием РЛр, которое прикладывают по наружному радиусу RH пакета. .- ..; :, - .. ;:1 . . . -.... Усилие опрессовки Рпр определяется из условия обеспечения заданного удельного давления, необходимого для склейки и термообработки пакетов.
Усилие Рпр создают, например, с помощью пресса и фиксируют винтовым соединенным 17. Перемещение an пуансона 14 ограничивается упором 18.
Для предотвращения прилипания пакета к стенкам щек 13 и дну 15 они могут быть 5 покрыты антиадгезионным материалом, например, на основе фторпласта или обработаны специальными смазками.
.По окончании процесса спекания и охлаждения тпакетов готовые сектора 9 соби0 рают в кольцевые ма гнитопроводы 6 или 7 (фиг,4 и фиг.5). При этом сектора склеивают между собой по радиальным плоскостям, образуя замкнутый магнйтопровод с пазами 19 или 20.
5 Для обеспечения формы и частоты поверхности секторов и собранного кольцевого магнйтолровода допускается их чистовая зачистка, например, на металлорежущем оборудовании.
0 Выполнение магнитопроводов линейных электрических машин с продольной коллекторной шихтовкой из кольцевых секторов, которые образуют в процессе опрес- совки с помощью радиального усилия
5 пакетов, выполненных из. средней части с параллельными боковыми сторонами, набо- анной из пластин с полными высотами паза и спинки, и боковых клиньев, образованных в процессе набора пластин с заданным
0 уменьшением высот спинки и паза, обеспечивает экономию магнитопроводного материала и упрощает технологию изготовления. . Ф о р м у л а и з о б р е т е н и я
5 Способ изготовления магнитопроводов линейных электрических машин/при котором пластины вырубаютгй з ленты, смазыва: ют их клеящим вещестёом, набирают в
пакет, склеивают пла;стийы при приложении
0 усилия опрессовки и образуют кольцевые секторы, и кольцевые пазы, отличаю.- щ и и с я тем, Что, с целью экономии магнитопроводного материала и упрощения технологии изготовления, пластины вырубают
5 различной высртьгдЖ образования кольцевых секторов, и с пазами, а формируют каждый кольцевой сектор с кольцевым пазом одновременно со склейкой пластин под действием радиального усилия опрессовки,
0 прилагаемого вдоль пластин пакета.
-: - -/::, / :;-. . :-V : :.v.4,;-;::,:%--- v -.-...- ....;V-.,v-:.:-:,:,:,: ;;:;:-.,4,-- . .,, . :: -::- .. :
- I :..: ; ..-.- : : /OV/// -/ - - /:
-;,-., ., : ;,....,..;.. , ;..... : - :- . ; . :...- : :;v.: ; : ::: ...-.: л. :.; :::,- . ..;. :
-;:. .;.:..;,.-:.-::. :.:.,., .....v;X.-.;y-ч - -;-|л-;-; ;; ;-:4 -: ; : .-..; v ;.,/:J -:.,- :-;-... ,:. - ..- : .

| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод индуктора цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765978C2 |
| Цилиндрический линейный индукционный насос | 2020 |
|
RU2766431C2 |
| Сердечник цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765977C2 |
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА | 1991 |
|
RU2027284C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИХТОВАННОГО ПАКЕТА СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2020 |
|
RU2739420C1 |
| Статор электрической машины переменного тока и способ его изготовления | 1991 |
|
SU1806436A3 |
| Способ изготовления радиально-армированных стеклопластиковых оболочек и устройство для его осуществления | 1977 |
|
SU732142A1 |
| Статор электрической машины | 1982 |
|
SU1112488A1 |
| Разъемный магнитопровод | 1982 |
|
SU1089704A1 |
| Пакетированный статор электрической машины | 1988 |
|
SU1640777A1 |


Использование: в области электромашиностроения при изготовлении электрических машин. Сущность изобретения: пакет магнитопровода формируют в поперечном сечении в виде кольцевого сегмента при помощи оправки и пуансона, совместно повто- ряющих его форму, одновременно со Изобретение относится к области электромашиностроения и может быть использовано при изготовлении магнитопроводов с продольной коллекторной шихтовкой для линейных электрических машин, Известен способ изготовления магнитопроводов электрической машины из непрерывной ленты путем предварительной вырубки пазов с последующим формообразованием ленты в спираль. Этот способ может быть использован в процессе изготовления магнитопроводов с продольной коллекторной шихтовкой. склейкой пластин, на которых предварительно вырубают пазы, радиальное усилие опрессовки прикладывают вдоль пластин сегмента по его наружному радиусу, сегмент выполняют из средней части с параллельными боковыми сторонами, образованной в процессе набора пластин, имеющих полные высоту и высоту спинки, и боковых клиньев, образованных в процессе набора пластин с уменьшением высот паза и спинки в направлении к радиальным плоскостям сегмента, при этом пластины в клиньях располагают параллельно пластинам средней части, а ребра начал пластин со стороны спинки, лежащие в одноименных плоскостях пластин, и ребра концов пластин в тех же плоскостях располагают на наружном радиусе кольцевого сегмента и боковых радиальных плоскостях сегментов соответственно для наружного магнитопровода, либо наоборот для внутреннего магнитопровода. У наружного магнитопровода в сборе скольцевые пазы располагаются на внутренней цилиндрической поверхности, у внутреннего - по наружной цилиндрической поверхности. 6 ил. - Известна конструкция активного узла электродинамического источника сейсмических сигналов, содержащего статор и якорь, концентрично расположенные один в другом, каждый из которых имеет корпус маг- нитопровод с кольцевыми пазами и многополюсную обмотку в виде ряда секций, уложенных в кольцевые пазы, причем центры пазов магнитопроводов якоря и статора сдвинуты друг относительно друа на половину полюсного деления, Магнитопро- воды активного узла имеют продольную коллекторную шихтовку. Активный узепртел с VI чО А ю о 00
r Фиг.2
Фиг.//
f
t т
L м
2a
ФиГ.б
Е-Е
сриг.6
| Способ изготовления магнитопроводов электрических машин | 1975 |
|
SU612558A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Активный узел электродинамического источника сейсмических сигналов | 1976 |
|
SU674532A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
