шtss t

| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРНОЕ УСТРОЙСТВО ЦИЛИНДРИЧЕСКОГО ТЕЛА | 2006 |
|
RU2401203C2 |
| СПОСОБ МОНТАЖА И ФИКСАЦИИ ПЕЧАТНОЙ ФОРМЫ НА ФОРМНОМ ЦИЛИНДРЕ МНОГОКРАСОЧНОЙ ОФСЕТНОЙ ПЕЧАТНОЙ МАШИНЫ | 2012 |
|
RU2561857C2 |
| Способ изготовления офсетных форм плоской печати | 1988 |
|
SU1602751A1 |
| Листовая печатная машина для одновременной двусторонней печати на листах, в частности для изготовления защищенных документов | 2018 |
|
RU2710112C1 |
| Устройство для установки на печатные платы радиоэлементов, преимущественно поверхностного монтажа | 1988 |
|
SU1777256A1 |
| Приспособление для установки печатных форм при многокрасочной печати | 1933 |
|
SU38161A1 |
| СПОСОБ ПОДГОТОВКИ ПЕЧАТНЫХ ФОРМ ДЛЯ ФЛЕКСОГРАФИЧЕСКОЙ ПЕЧАТИ И СИСТЕМА, ИСПОЛЬЗУЕМАЯ В СПОСОБЕ | 2008 |
|
RU2470789C2 |
| ПЕЧАТНЫЙ УЗЕЛ РОЛЕВОЙ РОТАЦИОННОЙ ПЕЧАТНОЙ МАШИНЫ ДЛЯ МНОГОКРАСОЧНОЙ ПЕЧАТИ | 1995 |
|
RU2129962C1 |
| Способ создания одностороннего рисунка-схемы печатной платы и устройство для его осуществления | 1990 |
|
SU1784495A1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ НА ПЕЧАТНОЙ ПЛАТЕ | 1994 |
|
RU2082291C1 |

Изобретение относится к полиграфии, а именно к процессам изготовления офсетных печатных форм, и позволяет повысить производительность за счет сокращения цикла работы. Способ транспортировки формных пластин заключается в том, что перед подачей формных пластин и монтажей в копировальную секцию их соединяют в блок посредством имеющих нижнюю опорную поверхность штифтов. Подачу блока в копировальную секцию осуществляют путем захвата нижнего элемента блока. Блок подают взаимодействием вакуума со штифтами или путем вакуумного захвата нижнего элемента блока через отверстия, выполненные в верхнем элементе, или посредством вакуумного захвата кромок нижнего элемента блока, выходящих за пределы верхнего элемента. 2 з.п.ф-лы, 9 ил.
Изобретение относится к полиграфии, а именно к процессам изготовления офсетных печатных форм.
Целью изобретения является повышение производительности за счет сокращения цикла работы.
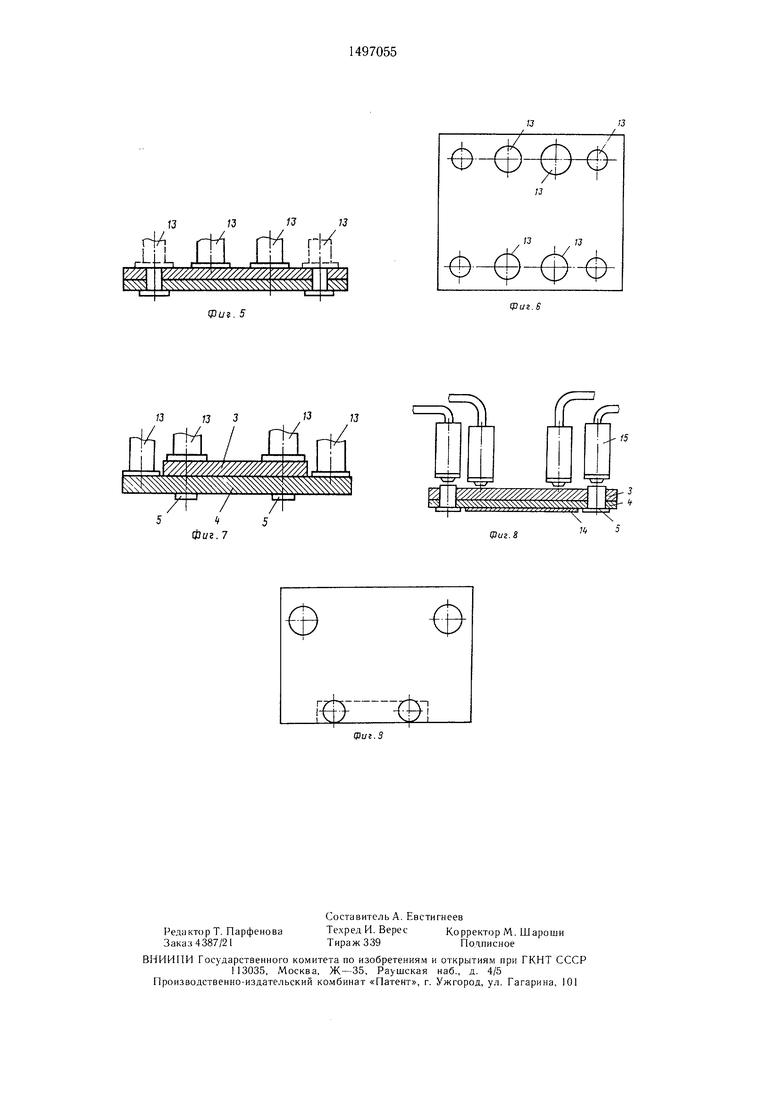
На фиг. 1 показано взаимное расположение модулей автоматизированной установки; на фиг. 2 - блок формная пластина- монтаж-приводочные штифтог; на фиг. 3 и 4 - соответственно сечения А-А и Б-Б на фиг. 2; на фиг. 5 - расположение вакуумных захватов при переносе всего блока в варианте с дополнительными отверстиями в формной пластине; на фиг. 6 - расположение рабочих вакуумных захватов
при переносе только формной пластины; на фиг. 7 - расположение вакуумных захватов при переносе блока в варианте, когда размер монтажа больше размера формной пластины; на фиг. 8 и 9 - расположение захватов и дополнительной ферромагнитной пластины при использовании в качестве группы захватов электромагнитов.
Способ загрузки заключается в следующем.
При загрузке магазина оператор вручную соединяет в один блок 2 формную пластину 3 и монтаж 4 посредством штифтогз 5. Штифты 5 могут быть соединены с монтажной основой заранее. Они также имеют посадочную и опорную поверхности. Затем
Q1 СД
а:а;пп1
сборка захватывается и подается в копировальную секцию 6 и устанавливается на стекло 7, после чего формная пластина экспонируется с помощью осветителя 8.
После экспонирования посредством перегрузочного устройства формную пластину 3 и монтаж 4 со штифтами 5 последовательно переносят на поворотный стол 9. Для переноса формной пластины 3 используют захваты (фиг. 6), расположенные (или перемещающиеся) только над сплощной поверхностью формной пластины 3. Перенос блока и монтажа со щтифтами, осуществляют захватами, обозначенными на фиг. 5.
Для передачи формной пластины в проявочную секцию 10 поворотный стол пово- г рачивается вправо и, поворачивая формную пластину 3 проэкспонированной стороной вверх, передает ее на транспортер проявочной секции 10. Для передачи использованного монтажа 4 в магазин 11 для использованных монтажей, поворотный стол 9 20 пос-те того, как монтаж 4 перенесен на него, поворачивается влево, сбрасывает монтаж и возвращается в исходное положение.
Способ предусматривает как захват всего блока, так и отдельных элементов блока - формной пластины или монтажа со щтифтами.
Выполнение этих условий может быть обеспечено несколькими конструктивными решениями.
вакуумные присоски расположены в позиции контактирования с поверхностью только формной пластины.
Возможно также использование электромагнитных захватов. В этом случае при использовании для формной пластины и монтажа неферромагнитных материалов (алюминий, астролон и др.) каждая сборка снабжена пластиной 14 из магнитоприводящего материала, расположенной под монтажем, 10 штифты выполнены из магнитоприводящего материала, а захваты выполнены в виде электромагнитов 15, установленных с возможностью взаимодействия со щтифтами и пластиной.
По предлагаемому способу в копировальную секцию переносятся не отдельные элементы - формная пластина и монтаж, а один блок, что исключает необходимость их приводки в копировальной секции, и тем самым позволяет сократить цикл работы за счет сокращения числа магазинов мащины.
25
Формула изобретения
зование вакуумных захватов. В этом случае каждая формная пластина имеет дополнительные отверстия 12 для вакуумного захвата через них монтажа, расположенные за полем печатного изображения, при этом захваты перегрузочного устройства выполнены в виде вакуумных присосок с возможностью их возвратно-поступательного перемещения вдоль плоскости сборки из позиции совмещения присосок с приводочными и дополнительными отверстиями при захвате сборки в позицию контактирования с поверхностью только верхнего элемента сборки при его съеме.
Второй вариант предусматривает, что вместо дополнительных отверстий в формной
35
40
другую и вывод формных пластин после их экспонирования в секцию проявления, отличающийся тем, что, с целью упрощения и повыщения надежности загрузки копировальной секции в автоматическом режиме при обеспечении требуемой точности совме- щения каждую формную пластину и монтаж накладывают друг на друга перед подачей их в копировальную секцию, при этом их соединяют посредством при водочных щтифтов с нижней опорной поверхностью в блок для совместной подачи в копировальную секцию, а подачу блока осуществляют путем захвата верхнего и нижнего элементов блока.
пластине размер каждого монтажа превы- ахват нижнего элемента блока осущест- шает размер формной пластины в сборке, при этом захваты перегрузочного устройства выполнены в виде вакуумных присосок 13, часть из которых расположена в позиции контактирования с кромкой
монтажа, выходящей за пределы формной 50 выступа ющ1 Гза прёдельГв7р7не7о элёмёнта; пластины, и со щтифтами, а остальные
вляют посредством вакуума через отверстия, выполненные в верхнем элементе.
г 0
вакуумные присоски расположены в позиции контактирования с поверхностью только формной пластины.
Возможно также использование электромагнитных захватов. В этом случае при использовании для формной пластины и монтажа неферромагнитных материалов (алюминий, астролон и др.) каждая сборка снабжена пластиной 14 из магнитоприводящего материала, расположенной под монтажем, штифты выполнены из магнитоприводящего материала, а захваты выполнены в виде электромагнитов 15, установленных с возможностью взаимодействия со щтифтами и пластиной.
По предлагаемому способу в копировальную секцию переносятся не отдельные элементы - формная пластина и монтаж, а один блок, что исключает необходимость их приводки в копировальной секции, и тем самым позволяет сократить цикл работы за счет сокращения числа магазинов мащины.
Формула изобретения
0
другую и вывод формных пластин после их экспонирования в секцию проявления, отличающийся тем, что, с целью упрощения и повыщения надежности загрузки копировальной секции в автоматическом режиме при обеспечении требуемой точности совме- щения каждую формную пластину и монтаж накладывают друг на друга перед подачей их в копировальную секцию, при этом их соединяют посредством при водочных щтифтов с нижней опорной поверхностью в блок для совместной подачи в копировальную секцию, а подачу блока осуществляют путем захвата верхнего и нижнего элементов блока.
ахват нижнего элемента блока осущест-
ахват нижнего элемента блока осущест-
выступа ющ1 Гза прёдельГв7р7не7о элёмёнта;
вляют посредством вакуума через отверстия, выполненные в верхнем элементе.
-ввII III
6 8
фи. 1
iL
Фае. 2
фиг. 3
Y/A Y////////////// /A
ШШШ$ЩШ
11
Ю
IL.
1L
3
5-6
/
12
Ш
Фиг.
Г
-UU JU(Pus.5
13;з 3
3;j
$ $ $$ $ $$$$$
/ f
5«5
Фиг. 7
риг.е
f
е
15
фиг. 8
| Проспект фирмы « Дайниппон скрин, Япония, Оборудование репродукционных процессов, 1985, с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
