Область техники
Настоящее изобретение относится к способу подготовки флексографических печатных форм, а также системе, используемой в способе. Оно также относится к подготовительному столу, используемому в способе.
Предшествующий уровень техники
Особенно при печати на картоне, предназначенном для картонных упаковок для жидкости, согласно принципу непрерывного формования, фасовки и запечатывания, в котором трубка из рулонного материала запечатывается в продольном направлении и наполняется, и впоследствии запечатывается в поперечном направлении и разделяется на отдельные упаковки с большой скоростью, требования к точности приводки и выравнивания печатаемого орнамента очень высоки. Если напечатанный орнамент неточно расположен на упаковочном слоистом материале, упаковочный процесс может привести к некоторому количеству дефектных упаковок. В общем, при флексографической печати, которая является предпочтительным в настоящее время способом печати на упаковочном картоне для жидкости, обычно некоторое количество гибких печатных форм размещено на формной гильзе или непосредственно на формном цилиндре (печатном цилиндре). Обычно уже экспонированные печатные формы размещаются на формной гильзе с помощью монтажной установки. Чтобы обеспечить надлежащую приводку при печати, формы должны быть точно выровнены и смонтированы с приводкой. Монтажная установка помогает оператору в ручной расстановке, в заданном правильном положении, отдельных печатных форм на гильзе или непосредственно на печатном цилиндре. Такая монтажная установка содержит оправку формной гильзы, небольшой стол для ручного манипулирования печатными формами и систему камер для помощи в точной расстановке форм.
В альтернативном способе POS (форма на гильзе), обычно одна единственная чистая, т.е. неэкспонированная и необработанная, печатная форма монтируется на формной гильзе или формном цилиндре, причем единственная печатная форма охватывает поверхность формной гильзы или цилиндра. Затем гильза с чистой печатной формой экспонируется, используя формирующее изображение устройство с системой ЭВМ-форма (CtP). Данная технология обеспечивает намного лучшее выдерживание приводки и выравнивания, по сравнению с вышеупомянутым традиционным монтированием формы с помощью монтажной установки, поскольку отсутствует ручное вмешательство оператора.
Однако такой процесс менее гибок, поскольку он не позволяет монтировать и отдельно заменять различные печатные ряды на гильзе или печатном цилиндре. Ширина одного ряда может соответствовать, например, ширине одной упаковки и ширине рулона упаковочного материала, подаваемого в фасовочную машину для непрерывной упаковки. Таким образом, секции и ряды не могут быть заменены отдельно. При замене печатаемого рисунка только на один или несколько рядов или секций всю печатную форму POS необходимо убрать и заменить на новую. В результате, тратится большее количество формного материала, чем при традиционном способе монтирования нескольких форм.
Однако самым важным является то, что монтирование вручную квалифицированным монтажным персоналом является однообразным и трудоемким и требует образованных и хорошо обученных операторов для выполнения задачи.
Сущность изобретения
Чтобы избежать проблем с ручным монтированием и приводкой печатных форм и чтобы преодолеть недостатки технологии POS, был разработан новый способ изготовления флексографических печатных форм. В этом способе используется новая система, включающая в себя специальный подготовительный стол. Путем перестройки обычной последовательности операций по изготовлению и расстановке печатных форм для монтирования на формную гильзу или формный цилиндр и использования новой системы, включающей в себя специально разработанный подготовительный стол, достигается ряд преимуществ.
Если используются формные гильзы, они помещаются на формные цилиндры на последнем этапе, причем формные цилиндры помещаются затем в печатную машину. Иногда формные гильзы не используются, в этом случае печатные формы помещаются непосредственно на формные цилиндры. Для облегчения описания, термин «формная гильза» обычно используется в этом описании, но он должен толковаться как «формная гильза или формный цилиндр», если не очевидно, что он относится только к формной гильзе.
Поскольку формы экспонируются после помещения на формную гильзу или цилиндр допуск на расстояния между формами, для обеспечения надлежащей приводки, менее жесткий, по сравнению с монтированием уже экспонированных форм на гильзу традиционным монтированием форм. Печатные формы обычно несколько больше, чем это необходимо, для того чтобы позволить менее точное расположение форм на формной гильзе. Впоследствии формы, смонтированные на формную гильзу, будут экспонированы устройством, формирующим изображение, что означает, что будет обеспечена точная приводка печатаемого рисунка. Специалист в данной области техники понимает, что конкретный тип формирователя изображения не важен для настоящего изобретения как таковой, но предпочтительно формирователем изображения может служить формирователь изображения с системой ЭВМ-форма, который предпочтительно использует лазерное экспонирование и имеет встроенную основную экспозицию УФ-излучением.
Поскольку формы располагаются неэкспонированными на гильзе, допуски на расположение форм менее жесткие, чем, если экспонированные формы вручную монтируются на гильзу. Формы автоматически располагаются с приблизительной приводкой на подготовительном столе и автоматически перемещаются и крепятся на формную гильзу или цилиндр, в то же время, сохраняя упомянутые положения приблизительной приводки, что означает, что ручной аспект не задействован. Без привлечения ручной работы квалификация оператора больше не является ограничивающим фактором.
Одной задачей настоящего изобретения является сохранения гибкости использования нескольких печатных форм, делая возможным изменять печатный рисунок в одном или некоторых из нескольких рядов (совместная печать). Это преимущество не достигается ни технологией POS, ни хорошо известной технологией «бесшовной гильзы». Другой задачей является ускорение времени изготовления печатных форм, то есть формных гильз или формных цилиндров, оснащенных печатными формами. С использованием системы настоящего изобретения, была значительно развита последовательность операций, снижая время, необходимое для изготовления печатной формы. По оценкам, экономия времени составляет около 60%.
Согласно настоящему изобретению, полная последовательность операций основана на ряде этапов, выполняемых в следующем порядке:
предварительно отрезанные чистые печатные формы укладываются друг на друга,
такие печатные формы автоматически берутся из штабелей и помещаются на подготовительный стол для подготовки и расстановки перед креплением на формную гильзу или формный цилиндр, и затем печатные формы подвергаются обратному экспонированию на подготовительном столе, или печатные формы подвергаются обратному экспонированию в штабелях,
печатные формы автоматически перемещаются и крепятся на формной гильзе или формном цилиндре,
формная гильза или формный цилиндр с печатными формами подводится к формирователю изображения со встроенной основной экспозицией, и
формная гильза или формный цилиндр с печатными формами подвергается круговой обработке.
Предпочтительно, отрезанные печатные формы помещаются в магазин для форм, и печатные формы подаются на подготовительный стол и затем они подаются в заданном порядке, адаптированном для предназначенной расстановки печатных форм на формной гильзе. Печатные формы предпочтительно перемещаются средством перемещения по подготовительному столу и далее к формной гильзе. Одним предпочтительным примером такого средства перемещения является конвейерная лента для переноса печатных форм по столу. Другими примерами средства перемещения являются подъемные механизмы посредством, например, вакуумных присосок, на и со стола, тянущий/толкающий механизм для скольжения форм по столу, или механизм пошагового перемещения поверхности стола или, конечно, любая комбинация механизмов перемещения, которая работает надежным образом. Верхняя часть подготовительного стола, таким образом, может быть конвейерной лентой, так что печатные формы подаются непосредственно на конвейерную ленту из магазина для форм.
Пока перемещаются по подготовительному столу, печатные формы проходят источник излучения для обратного экспонирования, причем источник излучения помещен под печатными формами на подготовительном столе. В случае конвейерной ленты, выступающей в качестве средства перемещения, источник излучения может быть помещен под частью конвейерной ленты, переносящей печатные формы.
Предпочтительно, печатные формы с предварительного стола подводятся к формной гильзе средством перемещения подготовительного стола, в то время как формная гильза вращается со скоростью, адаптированной к скорости средства перемещения, например, конвейерной ленты, таким образом, что печатные формы размещаются с приводкой в заданных положениях на формной гильзе, и в которой печатные формы помещаются в шахматном порядке в два или более ряда на формной гильзе.
Предпочтительно, печатные формы крепятся на формной гильзе, используя ленту, липкую с двух сторон, или гильзы с липкой поверхностью.
Согласно предпочтительному варианту выполнения изобретения, этап экспонирования формной гильзы включает в себя лазерную гравировку для создания негатива печатаемого рисунка и последующее экспонирование негатива УФ-излучением, и предпочтительно этап круговой обработки формной гильзы включает в себя, по меньшей мере, вымывание и сушку.
Дополнительные задачи и преимущества способа согласно настоящему изобретению будут понятны специалистам в данной области техники при прочтении нижеприведенного подробного описания предпочтительных в настоящее время вариантов выполнения.
Краткое описание чертежей
Ниже изобретение будет описано дополнительно с помощью примера и со ссылкой на сопровождающие чертежи. На этих чертежах:
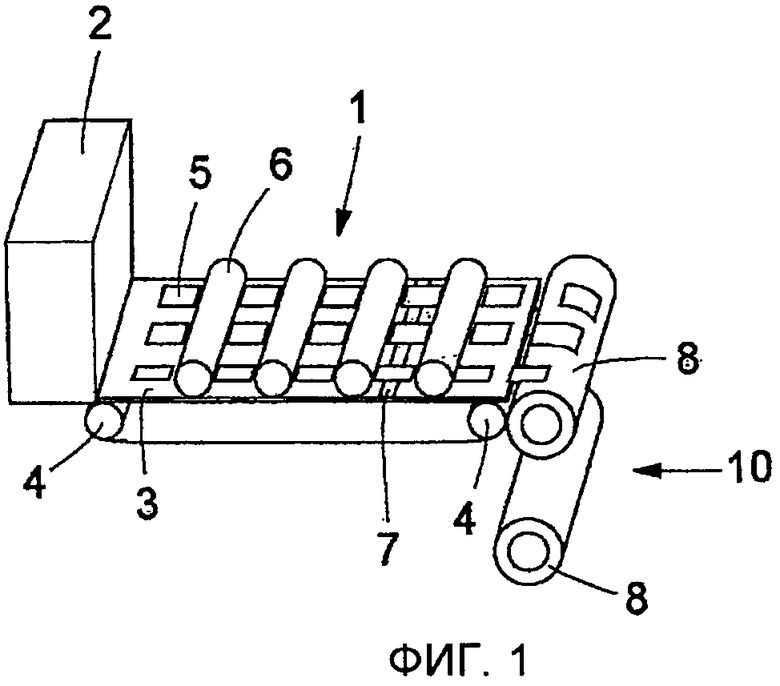
Фиг.1 - основной вид подготовительного стола согласно настоящему изобретению,
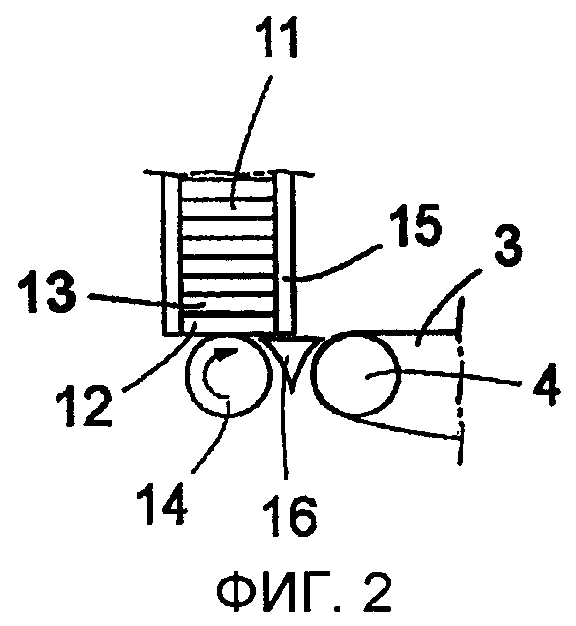
Фиг.2 - подробный вид части подготовительного стола согласно Фиг.1,
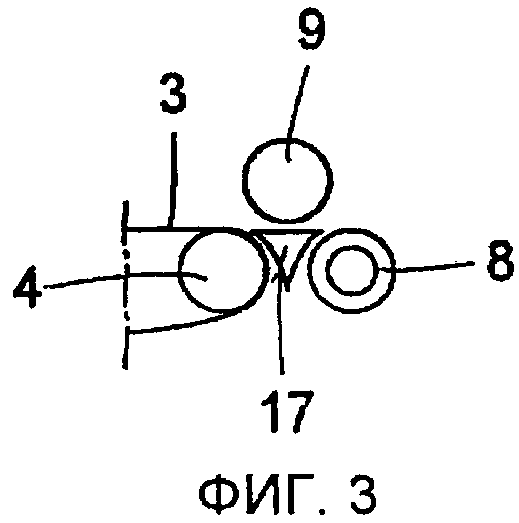
Фиг.3 - подробный вид другой части подготовительного стола согласно Фиг.1,
Фиг.4 - вид сбоку, демонстрирующий формирователь изображения,
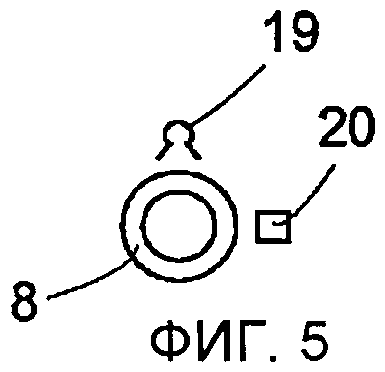
Фиг.5 - вид сбоку, демонстрирующий вымывное устройство,
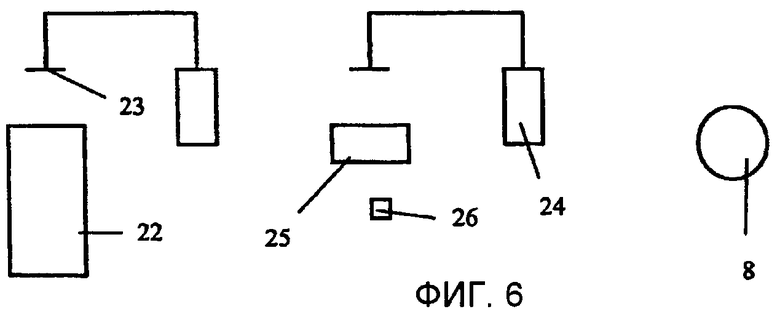
Фиг.6 - эскиз вида сбоку альтернативного подготовительного стола согласно настоящему изобретению, и
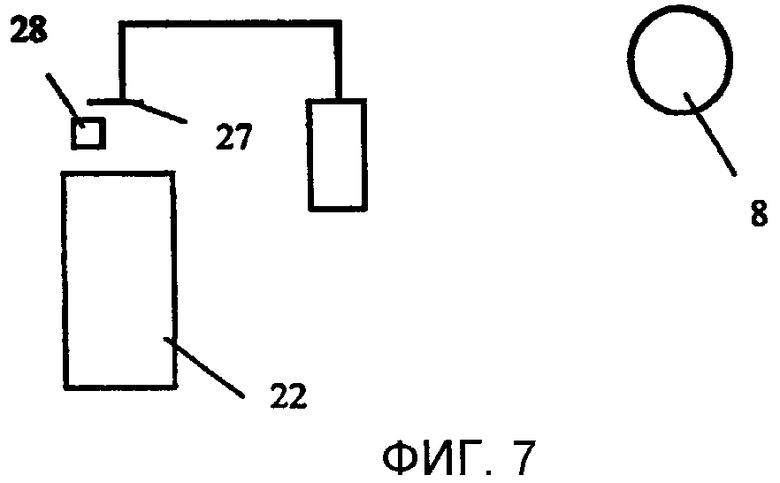
Фиг.7 - эскиз вида сбоку дополнительного альтернативного подготовительного стола согласно настоящему изобретению.
Подробное описание предпочтительных вариантов выполнения
Согласно настоящему изобретению был разработан способ подготовки флексографических печатных форм. Способ основан на использовании новой системы, включающей в себя специально разработанный подготовительный стол 1.
Согласно настоящему изобретению предусмотрено подготовительное устройство, которое может быть реализовано различными способами. В первом варианте выполнения подготовительное устройство содержит магазин для форм, подготовительный стол, включающий в себя ленту транспортера и средство обратного экспонирования и гильзу. Подготовительное устройство второго варианта выполнения содержит магазин для форм, средство перемещения, подготовительный стол, включающий в себя средство обратного экспонирования и гильзу. В третьем варианте выполнения подготовительное устройство содержит магазин для форм, включающий в себя средство для обратного экспонирования, средство перемещения и гильзу.
На Фиг.1-3 показан пример первого варианта осуществления настоящего изобретения. Способ согласно настоящему изобретению включает в себя следующую основную последовательность операций, как видно в первом варианте выполнения. Некоторое количество предварительно отрезанных печатных форм 5 подается с заданными интервалами на конвейерную ленту 3 подготовительного стола 1. Конвейерная лента 3 доставляет печатные формы 5 с одного, заднего по ходу конца подготовительного стола 1, к другому, переднему по ходу концу. Во время перемещения, обратная сторона каждой печатной формы 5 экспонируется излучением, как хорошо известно в данной области техники. С конвейерной ленты 3 печатные формы 5 с упомянутым обратным экспонированием автоматически переносятся и крепятся на формной гильзе 8. Гильза затем подводится к устройству CtS (система ЭВМ-гильза) для формирования изображения и встроенной основной экспозиции. После основной экспозиции печатные формы 5 на гильзе 8 подвергаются круговой обработке обычным способом, вымыванием, сушкой и возможно дополнительной окончательной обработкой.
На одном конце подготовительного стола 1 согласно Фиг.1 помещен магазин 2 для форм. Отрезанные печатные формы 5 помещены в магазин 2 для форм, причем формы 5 еще не экспонированы. Точный размер отрезанных печатных форм 5 может меняться в зависимости от конкретной производимой печати, которая в свою очередь зависит от размера производимой упаковки. Магазин 2 для форм имеет ряд отсеков и связанных подающих механизмов, адаптированных для некоторого количества рядов для печати на печатной машине. Таким образом, печатные формы 5 помещаются в ряд штабелей 11 внутри магазина 2 для форм. Магазин 2 для форм имеет средство для управления высвобождением печатных форм 5. Формы 5 подаются на конвейер в виде конвейерной ленты 3 и роликов 4, образуя верхнюю часть средства перемещения. Специалист в данной области техники должен понимать, что механизм для вывода форм 5 из магазина для форм может иметь множество различных конструкций, например, тянущие или толкающие механизмы или подъемные механизмы. Один пример вывода изображен на Фиг.2. Здесь самая нижняя форма 12 штабеля 11 захватывается роликом 14 посредством трения и выводится под механический стопор, препятствующий выводу формы 13, расположенной над самой нижней формой 12, вместе с самой нижней формой 12. Чтобы способствовать перемещению самой нижней формы 12 из магазина 2 к конвейерной ленте 3, направляющая планка 16 расположена между магазином 2 для форм и концом конвейера. Формы 5 выводятся в шахматном порядке, что является широко известным способом, чтобы избежать чрезмерной вибрации гильз и цилиндров во время печати. Над конвейерной лентой 3 размещено некоторое количество стабилизирующих роликов 6, причем ролики 6 удерживают формы 5 в их правильном положении на конвейерной ленте 3. Таким образом, имеется контакт между стабилизирующими роликами 6 и печатными формами 5.
Печатные формы 5 подаются на конвейерную ленту 3 расположенными так, как они должны быть расположены на формной гильзе 8. Таким образом, печатные формы 5 автоматически помещаются на конвейерную ленту 3 в правильных положениях для выполнения экспонирования. Так как печатные формы 5 экспонируются позднее, допуск при помещении печатных форм 5 на конвейерную ленту является менее жестким по сравнению с тем, когда монтируются уже экспонированные печатные формы 5. Расположение печатных форм 5 включает в себя как расстояния между печатными формами 5, так и то, что печатные формы 5 расположены с приводкой, то есть, расположены так, чтобы давать требуемый печатный рисунок.
Под конвейерной лентой 3 расположен источник 7 излучения, причем источник 7 излучения экспонирует обратную сторону печатной формы 5. Источником излучения обычно является источник УФ-излучения, в виде электрической лампы или люминесцентной лампы. Специалист в данной области техники должен понимать, что источник излучения может являться источником многих различных типов. В одном примере диоды размещены по линии или используется рама. Обратное экспонирование является необходимым этапом изготовления печатных форм 5 для флексографической печати.
Управляя скоростью конвейерной ленты 3, становится возможным управление временем обратного экспонирования.
На конце подготовительного стола 1, который противоположен магазину 2 для форм, печатные формы 5 перемещаются и крепятся на формную гильзу 8. Синхронизируя скорости вращения формной гильзы 8 со скоростью конвейерной ленты 3, печатные формы 5 помещаются на гильзу 8 в том же порядке и относительном положении, что и на конвейерной ленте 3. Чтобы способствовать перемещению с конвейерной ленты 3 к формной гильзе 8, например, направляющая планка 17 помещается между конвейерной лентой 3 и формной гильзой 8, чтобы перекрыть расстояние между упомянутыми деталями. Направляющая планка 17 и подающий ролик 9 изображены на Фиг.3. Специалист в данной области техники должен понимать, что перемещение может быть организовано также другими способами. В зависимости от типа формной гильзы 8 (самоприклеивающаяся или не самоприклеивающаяся) требуется подходящее клеящее вещество, посредством которого печатные формы крепятся к формной гильзе 8. Лента, имеющая клеящее вещество на обеих сторонах, может обеспечить склеивание и закрепление. Печатные формы 5 обычно принимаются на защитный слой на формной гильзе 8 или обратную сторону формной гильзы 8.
Во втором примере, изображенном на Фиг.6, средством перемещения подготовительного устройства 21 являются два или более узла присосок 23, 24. Присоски 23, 24 расположены с возможностью поворота вокруг вертикальной оси, как показано на Фиг.6. Специалисту в данной области техники должно быть понятно, что присоски 23, 24 могут иметь несколько различных вариантов выполнения, они могут, например, являться пластинами, имеющими относительное большое количество всасывающих отверстий. Первая присоска 23 захватывает отрезанные печатные формы 5 с верхней части магазина 22 для форм. Печатные формы 5 затем помещаются на подготовительный стол 25 для обратного экспонирования источником 26 излучения, расположенным под подготовительным столом 25. После обратного экспонирования, печатная форма 5 перемещается с подготовительного стола 25 к верхней стороне формной гильзы 8 дополнительной присоской 24. Печатные формы 5 помещаются на формную гильзу 8 в требуемых положениях.
В третьем варианте выполнения, изображенном на Фиг.7, самая верхняя печатная форма 5 магазина 22 для форм подвергается обратному экспонированию непосредственно в магазине 22 для форм. Таким образом, в этом случае печатные формы 5 помещаются в штабели магазина 22 для форм в перевернутом положении, по сравнению с другими показанными вариантами выполнения, и источник 28 излучения помещается над магазином 22 для форм. После обратного экспонирования, печатные формы 5 захватываются присоской 27 и перемещаются к формной гильзе 8. Аналогично тому, как описано выше по отношению к Фиг.6, присоска 27 выполнена с возможностью поворота вокруг вертикальной оси. В этом случае печатные формы 5 помещаются на нижнюю поверхность формной гильзы 8.
В обоих вариантах выполнения печатных форм 5 штабеля магазина 22 для форм согласно Фиг.6 и Фиг.7, каждая имеет покрытие со стороны, не подвергаемой обратному экспонированию, для защиты. Покрытие печатной формы 5 удаляется перед тем, как печатная форма 5 помещается на формную гильзу 8. В одном примере покрытие удаляется посредством присоски.
Когда печатные формы 5 помещены на формную гильзу 8, они обрабатываются тем же способом, независимо от того, какой из вышеупомянутых различных вариантов выполнения подготовительных устройств используется.
Формные гильзы 8 могут быть помещены в поворотный магазин 10. Количество гильз в поворотном магазине может варьироваться от двух и более. В показанном примере присутствуют только две формные гильзы 8 в магазине 10. При двух формных гильзах 8 в магазине 10 использованная формная гильза 8 может быть извлечена и новая формная гильза 8 может быть помещена в магазин во время того, как дополнительная формная гильза 8 оснащается печатными формами 5.
Скорости средства 3 перемещения, подающего механизма для подачи печатных форм 5 из магазина 2 для форм, вращения формной гильзы 8 и вращения поворотного магазина 10 для формных гильз 8 - все управляются и адаптированы друг к другу. Управление различными частями обычно производится посредством компьютера. Управление и адаптация, например, к размеру и количеству основываются на конкретных изготавливаемых печатных формах 5 в конкретный момент времени.
Гильза 8 с печатными формами затем подводится к CtS устройству 18 для экспонирования, которое имеет встроенную основную экспозицию УФ-излучением. После основной экспозиции печатные формы 5 на гильзе 8 подвергаются круговой обработке обычным способом, вымыванием 19, сушкой 20 и, возможно, дополнительной окончательной обработке.
В завершение формная гильза 8 помещается в печатную машину для использования.
Изобретение относится к способу и системе для подготовки флексографических печатных форм, а также к подготовительному столу, используемому в способе и системе. Печатные формы помещаются в магазин для форм и подаются в заданном порядке из магазина на подготовительный стол. Печатные формы перемещаются средством перемещения, например конвейерной лентой, на подготовительный стол и далее к формной гильзе или формному цилиндру. Во время перемещения печатные формы с обратных сторон экспонируются источником излучения. Формная гильза вращается со скоростью, адаптированной к скорости средства перемещения таким образом, что печатные формы размещаются в шахматном порядке в два или более ряда на формной гильзе. Печатные формы, размещенные на формной гильзе, затем экспонируются, например, с помощью лазерной гравировки. Технический результат - обеспечение возможности изменения печатного рисунка в одном или некоторых из нескольких печатных рядов при совместной печати, а также сокращение времени изготовления печатных форм. 3 н. и 26 з.п. ф-лы, 7 ил.
1. Способ подготовки печатной формы для флексографической печати, отличающийся тем, что включает ряд этапов, выполняемых в следующем порядке:
- предварительно отрезанные чистые печатные формы укладывают в штабеля,
- печатные формы автоматически берут из штабелей и помещают на подготовительный стол для подготовки и расположения перед креплением на формной гильзе или формном цилиндре, и затем печатные формы подвергаются обратному экспонированию на подготовительном столе, или печатные формы подвергают обратному экспонированию в штабелях,
- печатные формы автоматически перемещают и крепят на формной гильзе или формном цилиндре,
- формную гильзу или формный цилиндр с печатными формами подводят к формирователю изображения со встроенной основной экспозицией, и
- формную гильзу или формный цилиндр с печатными формами подвергают круговой обработке.
2. Способ по п.1, в котором отрезанные печатные формы помещают в магазин для форм, и печатные формы подают в заданном порядке из магазина для форм на подготовительный стол, причем заданный порядок адаптирован для предназначенной расстановки печатных форм на формной гильзе.
3. Способ по п.1 или 2, в котором печатные формы доставляют с подготовительного стола к формной гильзе или формному цилиндру средством перемещения подготовительного стола, в то время как формную гильзу или формный цилиндр вращают со скоростью, адаптированной к скорости средства перемещения таким образом, что печатные формы размещаются с приводкой в заданных положениях на формной гильзе или формном цилиндре, при этом печатные формы помещают в шахматном порядке в два или более ряда на формной гильзе или формном цилиндре.
4. Способ по п.3, в котором средством перемещения подготовительного стола является конвейерная лента.
5. Способ по п.3, в котором средством перемещения подготовительного стола является один или более узлов присосок, выполненных с возможностью поворота вокруг вертикальной оси.
6. Способ по п.1 или 2, в котором источник излучения для обратного экспонирования помещен под печатными формами на подготовительном столе.
7. Способ по п.4, в котором печатные формы проходят источник излучения для обратного экспонирования, причем источник излучения помещен под частью конвейерной ленты, переносящей печатные формы.
8. Способ по п.1, в котором источник излучения для обратного экспонирования помещен над магазином для форм для экспонирования самой верхней печатной формы магазина для форм.
9. Способ по п.1 или 2, в котором печатные формы крепятся на формной гильзе или формном цилиндре, используя двухстороннюю адгезивную ленту или гильзы с адгезивной поверхностью.
10. Способ по п.1 или 2, в котором этап экспонирования формной гильзы или формного цилиндра включает в себя лазерную гравировку для создания негатива печатаемого рисунка и последующее экспонирование негатива УФ-излучением, и в котором этап круговой обработки формной гильзы или формного цилиндра включает в себя по меньшей мере вымывание и сушку.
11. Система, используемая в способе подготовки печатных форм для флексографической печати, отличающаяся тем, что имеет
- магазин (2, 22) для форм, принимающий печатный формы (5),
- устройство (7, 26, 28) для обратного экспонирования излучением,
- формную гильзу (8) или формный цилиндр,
- средство для автоматического перемещения и крепления печатных форм к формной гильзе или формному цилиндру в заданном порядке,
- средство формирования изображения для создания негатива печатаемого рисунка на печатных формах на формной гильзе или формном цилиндре,
- средство для основной экспозиции негативного изображения,
- средство круговой обработки для образования рельефа печатаемого рисунка на печатных формах на формной гильзе или формном цилиндре, чтобы получить упомянутую печатную форму.
12. Система по п.11, которая имеет подготовительный стол (1, 25), средство перемещения печатных форм на подготовительный стол (1, 25) и с него на формную гильзу (8) или формный цилиндр.
13. Система по п.11 или 12, в которой печатные формы (5) помещены в несколько штабелей (11) в магазине (2, 22) для форм.
14. Система по п.13, в которой магазин (2) для форм имеет средство для подачи печатных форм (5) из различных штабелей (11) к подготовительному столу (1, 25).
15. Система по п.14, в которой средство подачи печатных форм (5) из каждого штабеля является фрикционным роликом (14), помещенным под самой нижней печатной формой (12) штабеля, причем самая нижняя печатная форма (12) выводится под механический стопор (15), препятствующий выводу печатной формы (13), расположенной над самой нижней печатной формой (12), вместе с самой нижней печатной формой (12).
16. Система по п.12, в которой поворотный магазин (10) для формных гильз (8) или формных цилиндров размещен на одном конце подготовительного стола (1), причем конец находится на переднем по ходу конце стола и средства перемещения.
17. Система по п.16, в которой поворотный магазин (10) удерживает две или более формных гильзы (8) или формных цилиндра.
18. Система по п.11, в которой устройство для обратного экспонирования содержит источник УФ-излучения для экспонирования тыльной стороны печатных форм.
19. Система по п.12, в которой устройство для обратного экспонирования содержит источник УФ-излучения для экспонирования тыльной стороны печатных форм.
20. Система по п.19, в которой устройство для обратного экспонирования помещено под печатными формами, размещенными на или перемещаемыми по подготовительному столу (1, 25).
21. Система по п.11, в которой устройство (28) для обратного экспонирования помещено в магазине (22) для форм.
22. Система по п.12, в которой верхняя поверхность подготовительного стола (1) является верхней частью конвейерной ленты (3) в качестве средства перемещения для подвода печатных форм с заднего по ходу конца подготовительного стола к формной гильзе или формному цилиндру (8).
23. Система по п.21, в которой некоторое количество стабилизационных роликов (6) размещено над верхней частью конвейерной ленты (3), в которой стабилизационные ролики (6) размещены над конвейерной лентой на высоте, адаптированной к толщине печатных форм, и в которой источник (7) излучения для обратного экспонирования помещен под верхней частью конвейерной ленты (3).
24. Система по п.21, в которой направляющая планка (16) расположена между магазином (2) для форм и конвейерной лентой (3).
25. Система по п.21, в которой подающий ролик (9) помещен над переходом между конвейерной лентой (3) и поворотным магазином (10).
26. Система по п.21, в которой направляющая планка (17) расположена между конвейерной лентой (3) и формной гильзой (8) или формным цилиндром, расположенным для принятия печатных форм (5).
27. Система по п.12, в которой один или более узлов присосок (23, 24) перемещают печатные формы (5) из магазина (2, 22) для форм на подготовительный стол (1, 21) и далее на формную гильзу (8) или формный цилиндр, причем один или более узлов присосок каждый выполнен с возможностью поворота вокруг вертикальной оси.
28. Подготовительный стол (1), используемый в способе подготовки печатных форм (5) для флексографической печати, отличающийся тем, что верхняя поверхность подготовительного стола (1) является верхней частью конвейерной ленты (3) и тем, что источник (7) излучения помещен под верхней частью конвейерной ленты (3).
29. Подготовительный стол (1) по п.28, дополнительно содержащий средство для удерживания печатных форм в заданном порядке, причем заданный порядок адаптирован для предназначенной расстановки печатных форм на формной гильзе или формном цилиндре.
| ЕР 1543966 А1, 22.06.2005 | |||
| ЕР 1473153 А2, 03.11.2004 | |||
| US 2004129157 А1, 08.07.2004 | |||
| US 6112663 A, 05.09.2000 | |||
| ПРИБОР ДЛЯ НЕПРЕРЫВНОГО ОПРЕДЕЛЕНИЯ ВЯЗКОСТИ ЖИДКОСТЕЙ | 1936 |
|
SU49463A1 |
| УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ ФЛЕКСОГРАФИЧЕСКИХ ПЕЧАТНЫХ ФОРМ ДЛЯ ПЕЧАТАНИЯ ГАЗЕТ ПУТЕМ НАНЕСЕНИЯ ЦИФРОВЫХ ОПТИЧЕСКИХ ИЗОБРАЖЕНИЙ | 2003 |
|
RU2294553C2 |

