1
(21)4335517/24-21
(22)30.11.87
(46) 30.07.89. Бюл. № 28
(72) В.С.Кондратьев, В.А.Бурцев,
В.А.Денисов, А.С.Капустин
и Ю.Н.Игнатов
(53)621.396.6.002 (088.8)
(56)Авторское свидетельство СССР № 856062, кл. Н 01 В 13/00, 1979.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ ЖП ТОВ ЭЛЕКТРОПРОВОДОВ
(57)Изобретение может быть использовано, в частности, в электротехнике при изготовлении жгутов. Способ реа.лизован в устройстве. Попарное соединение проводов осуществляется введением концов 3 и 4 проводов с двух сторон в отрезок изоляционной трубки 8 из термоусаживаемого материала с продольным разрезом 9 на цилиндрической поверхности. Тем самым с монтажника снимается однообразная операция по установке дополнительных изоляционных элементов на место соединения провода с контактом разъема. Кроме того, исключается короткое замыкание рядом расположенных контактов при монтаже многоконтактного разъема. I з.п. ф-лы, 6 ил.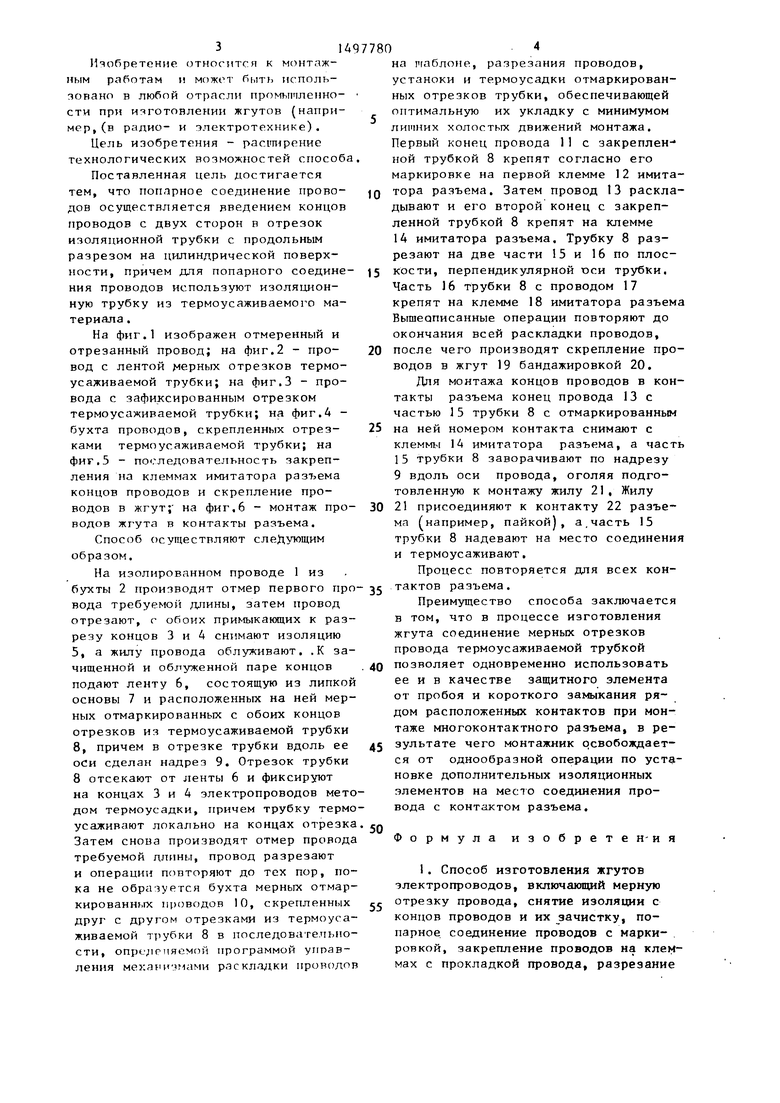
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления жгута электропроводов | 1979 |
|
SU856062A1 |
| Шаблон для раскладки проводов в жгут | 1984 |
|
SU1466030A1 |
| Автомат для мерной резки маркировки и сматывания электромонтажных проводов | 1976 |
|
SU663010A1 |
| Способ герметизации низкочастотных разъемов электрических жгутов и кабелей | 2021 |
|
RU2760565C1 |
| Гибкий ввод | 1985 |
|
SU1367085A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ НИЗКОЧАСТОТНЫХ РАЗЪЕМОВ ЭЛЕКТРИЧЕСКИХ ЖГУТОВ И КАБЕЛЕЙ | 2013 |
|
RU2540325C1 |
| СОЕДИНИТЕЛЬНЫЙ ПРОВОДНОЙ ЖГУТ ДЛЯ ВОЗВРАТНОГО ТОКА И СПОСОБ ЕГО МОНТАЖА НА РАМЕ КОМПОЗИТНОГО ФЮЗЕЛЯЖА | 2013 |
|
RU2634706C2 |
| ТЕРМОУСАЖИВАЕМАЯ СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА С РАДИОМЕТКОЙ | 2024 |
|
RU2831524C1 |
| СПОСОБ СОЕДИНЕНИЯ ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ И СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО | 2021 |
|
RU2795266C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОЙ МАНЖЕТЫ НА СТЫК ТРУБОПРОВОДА | 2008 |
|
RU2397404C1 |
Изобретение может быть использовано ,в частности, в электротехнике при изготовлении жгутов. Способ реализован в устройстве. Попарное соединение проводов осуществляют введением концов 3 и 4 проводов с двух сторон в отрезок 8 изоляционной трубки из термоусаживаемого материала с продольным разрезом 9 на цилиндрической поверхности. Тем самым с монтажника снимается однообразная операция по установке дополнительных изоляционных элементов на место соединения провода с контактом разъема. Кроме того, исключается короткое замыкание рядом расположенных контактов при монтаже многоконтактного разъема. 1 з.п.ф-лы, 6 ил.
J
Изобретение относится к монтажным работам и можот быть использовано в любой отрасли промьичленно- сти при изготовлении жгутов (например, (в радио- и электротехнике).
Цель изобретения - раситрение технологических возможностей способа
Поставленная цель достигается тем, что попарное соединение проводов осуществляется введением концов проводов с двух сторон в отрезок изоляпионной трубки с продольным разрезом на цилиндрической поверхности, причем для попарного соединения проводов используют изоляционную трубку из термоусаживаемого материала .
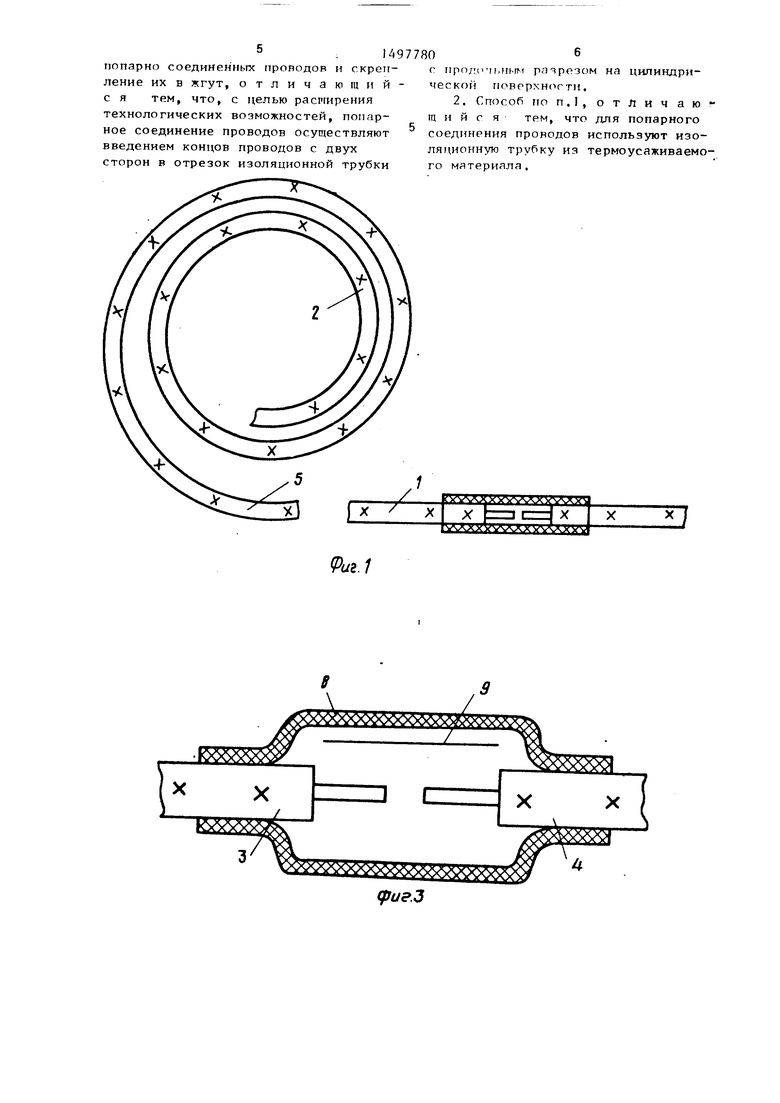
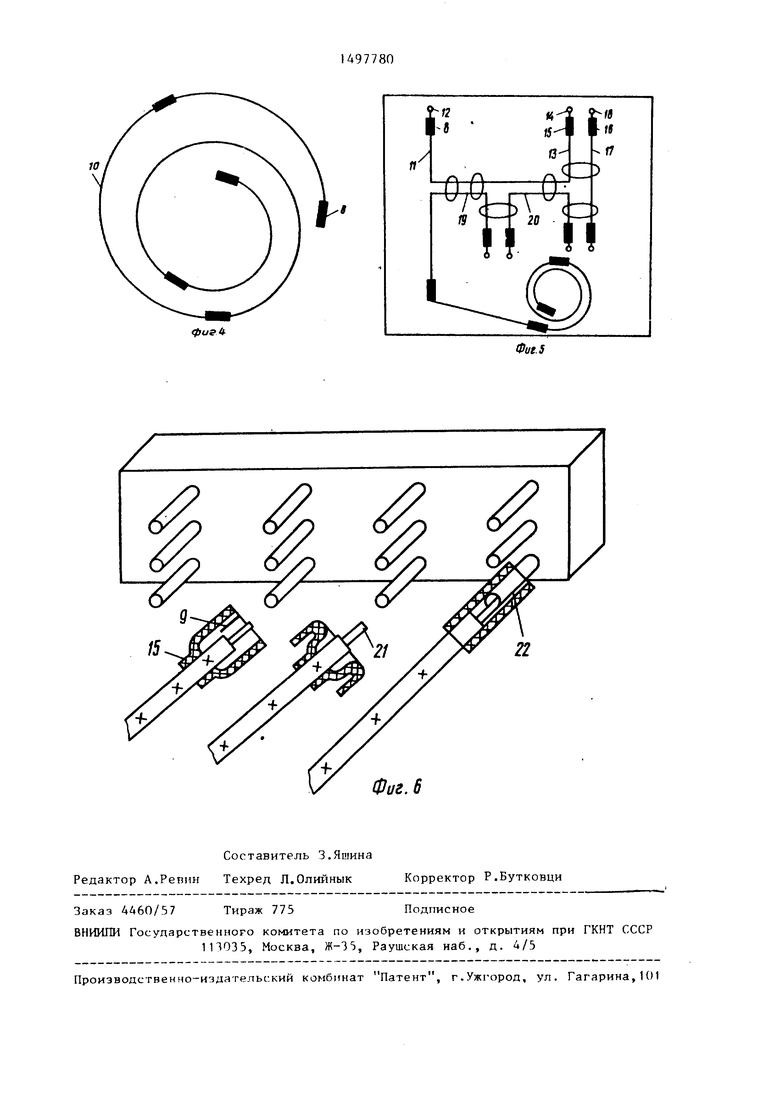
На фиг.1 изображен отмеренный и отрезанный провод; на фиг.2 - провод с лентой мерных отрезков термо- усаживаемой трубки; на фиг.З - провода с зафиксированным отрезком термоусаживаемой трубки; на фиг.4 - бухта проводов, скрепленных отрезками термоусаживаемой трубки; на фиг.5 - последовательность закрепления на клеммах имитатора разъема концов проводов и скрепление проводов в жгут; на фиг.6 - монтаж проводов жгута в контакты разъема.
Способ осуществляют cлe yющим образом.
На изолированном проводе 1 из бухты 2 производят отмер первого провода требуемо длины, затем провод отрезают, с обоих примыкающих к разрезу концов 3 и А снимают изоляцию 5, а жилу провода облуживают, .К зачищенной и облуженной паре концов подают ленту 6, состоящую из липкой основы 7 и расположенных на ней мерных отмаркированных с обоих концов отрезков из термоусаживаемой трубки 8, причем в отрезке трубки вдоль ее оси сделан надрез 9. Отрезок трубки 8 отсекают от ленты 6 и фиксируют на концах 3 и 4 электропроводов методом термоусадки, причем трубку термо усаживают локально на концах отрезка Затем снова производят отмер провода требуемой длины, провод разрезают и операции повторяют до тех пор, пока не обра эуется бухта мерных отмаркированных проводов 10, скрепленных друг с другом отрезками из термоусаживаемой трубки 8 в последовательности, опредрцясмон программой управления механи пами раскладки проводов
на шаблоне, разрезания проводов, устаноки и термоусадки отмаркированных отрезков трубки, обеспечивающей оптимальную их укладку с минимумом лишних холостых движений монтажа. Первый конец провода 11 с закрепленной трубкой 8 крепят согласно его маркировке на первой клемме 12 имита- тора разъема. Затем провод 13 раскладывают и его второй конец с закрепленной трубкой 8 крепят на клемме
14имитатора разъема. Трубку 8 разрезают на две части 15 и 16 по плоскости, перпендикулярной оси трубки. Часть 16 трубки 8 с проводом 17 крепят на клемме 18 имитатора разъема Вышеописанные операции повторяют до окончания всей раскладки проводов,
после чего производят скрепление проводов в жгут 19 бандажировкой 20.
Для монтажа концов проводов в контакты разъема конец провода 13 с частью 5 трубки 8 с отмаркированным
на ней номером контакта снимают с
клеммы 14 имитатора разъема, а часть
15трубки 8 заворачивают по надрезу 9 вдоль оси провода, оголяя подготовленную к монтажу жилу 21, Жилу
21 присоединяют к контакту 22 разъема (например, пайкой), а,часть 15 трубки 8 надевают на место соединения и термоусаживают,
Процесс повторяется для всех контактов разъема.
Преимущество способа заключается в том, что в процессе изготовления жгута соединение мерных отрезков провода термоусаживаемой трубкой
позволяет одновременно использовать ее и в качестве защитного элемента от пробоя и короткого замыкания рядом расположенных контактов при монтаже многоконтактного разъема, в результате чего монтажник освобождается от однообразной операции по установке дополнительных изоляционных элементов на месю соединения провода с контактом разъема.
50
Формула изобретен-ия
иг.1
0(УР4
Составитель З.Яшина Редактор А.Репин Техред Л.Олийнык
Заказ ДА60/57
Тираж 775
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 1П035, Москва, Ж- 35, Раушская наб,, д. 4/5
22
Фиг. 6
Корректор Р.Бутковци
Подписное
