(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЖГУТА ЭЛЕКТРОПРОВОДОВ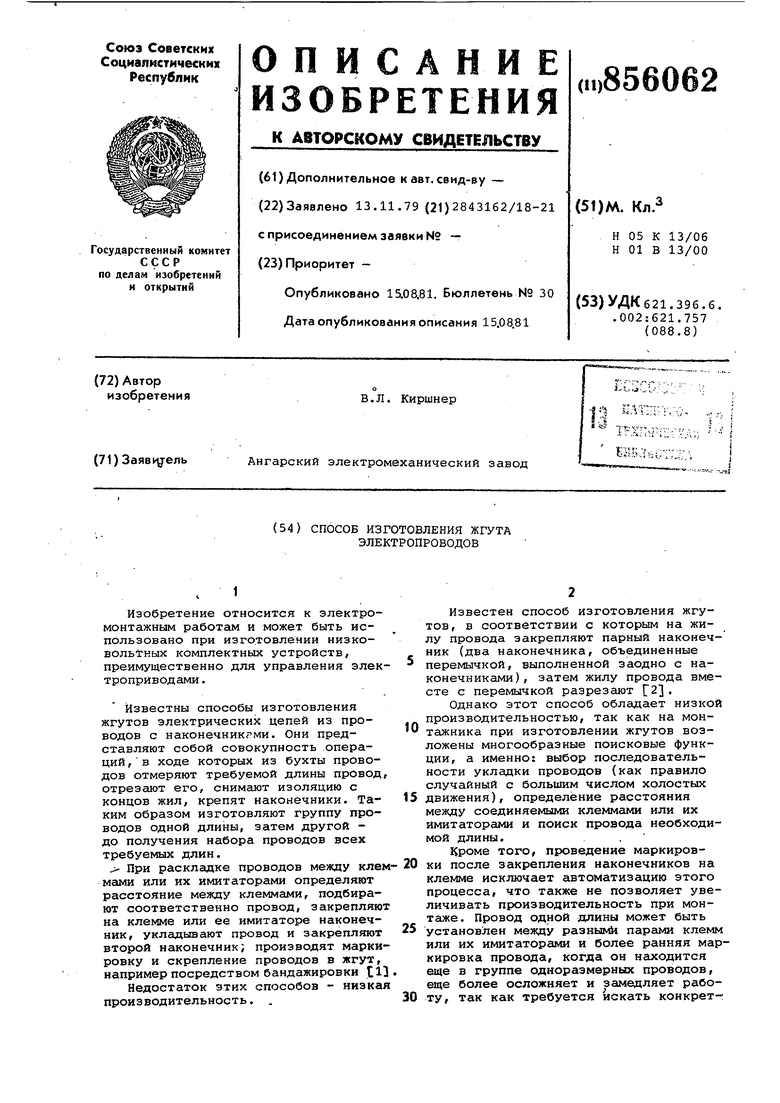
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления жгутов электропроводов | 1987 |
|
SU1497780A1 |
| Автомат для мерной резки маркировки и сматывания электромонтажных проводов | 1976 |
|
SU663010A1 |
| Способ изготовления жгутов проводов | 1985 |
|
SU1339662A1 |
| Способ изготовления жгутов проводов и шаблон для его осуществления | 1976 |
|
SU654961A1 |
| Способ крепления концов проводов при их раскладке в жгут на шаблоне | 1988 |
|
SU1699032A1 |
| Автомат для подготовки электрических проводов к монтажу | 1980 |
|
SU1020903A1 |
| Шаблон для раскладки проводов в жгут | 1985 |
|
SU1302451A1 |
| Автомат для мерной резки и схватывания в бухты электрических проводов | 1973 |
|
SU505068A1 |
| Автомат для изготовления маркировочных трубчатых бирок | 1977 |
|
SU598772A1 |
| Устройство для раскладки провода на мерные отрезки | 1987 |
|
SU1448365A1 |
Изобретение относится к электромонтажным работам и может быть использовано при изготовлении низковольтных комплектных устройств, преимущественно для управления элек троприводами . Известны способы изготовления жгутов электрических цепей из проводов с наконечникрми. Они представляют собой совокупность операций ,в ходе которых из бухты проводов отмеряют требуемой длины провод отрезают его, снимают изоляцию с концов жил, крепят наконечники. Таким образом изготовляют группу проводов одной длины, затем другой до получения набора проводов всех требуемых длин. При расклсщке проводов между кле мами или их имитаторами определяют расстояние между клеммами, подбирают соответственно провод, закрепляю на клемме или ее имитаторе наконечник, укладывают провод и закрепляют второй наконечник; производят марки ровку и скрепление проводов в жгут, например посредством бандажировки ti Недостаток этих способов - низка производительность. . Известен способ изготовления жгутов, в соответствии с которым на жилу провода закрепляют парный наконечник (два наконечника, объединенные перемычкой, выполненной заодно с наконечниками), затем жилу провода вместе с перемычкой разрезают 2 . Однако этот способ обладает низкой производительностью, так как на монтажника при изготовлении жгутов возложены многообразные поисковые функции, а именно: выбор последовательности укладки проводов (как правило случайный с большим числом холостых движения), определение расстояния между соединяемыми клеммами или их имитаторами и поиск провода необходимой длины. Кроме того, проведение маркировки после закрепления наконечников на клемме исключает автоматизацию этого процесса, что также не позволяет увеличивать производительность при монтаже. Провод одной длины может быть установлен между разныг парами клемм или их имитаторами и более ранняя маркировка провода, когда он находится еще в группе одноразмерных проводов, еще более осложняет и замедляет работу, так как требуется искать конкретный маркированный провод внутри каждой из групп проводов.
Цель изобретения - повышение производительности .
Цель достигается тем, что при изготовлении жгута электропроводов, включающем мерную отрезку провода, зачистку его концов, закрепление на концах провода наконечников, соед1 ненных попарно перемычками, разрезание перемычек парных наконечников, закрепление наконечников на клеммах с прокладкой провода, скрепление проводов в жгут и маркировку наконечников, разрезание перемычек парных наконечников осуществляют после закрепления наконечника на клемме до скрепления проводов в жгут.
При этом маркировку наконечников производят прсле мерной отрезки провода до закрепления наконечников на клеммах.
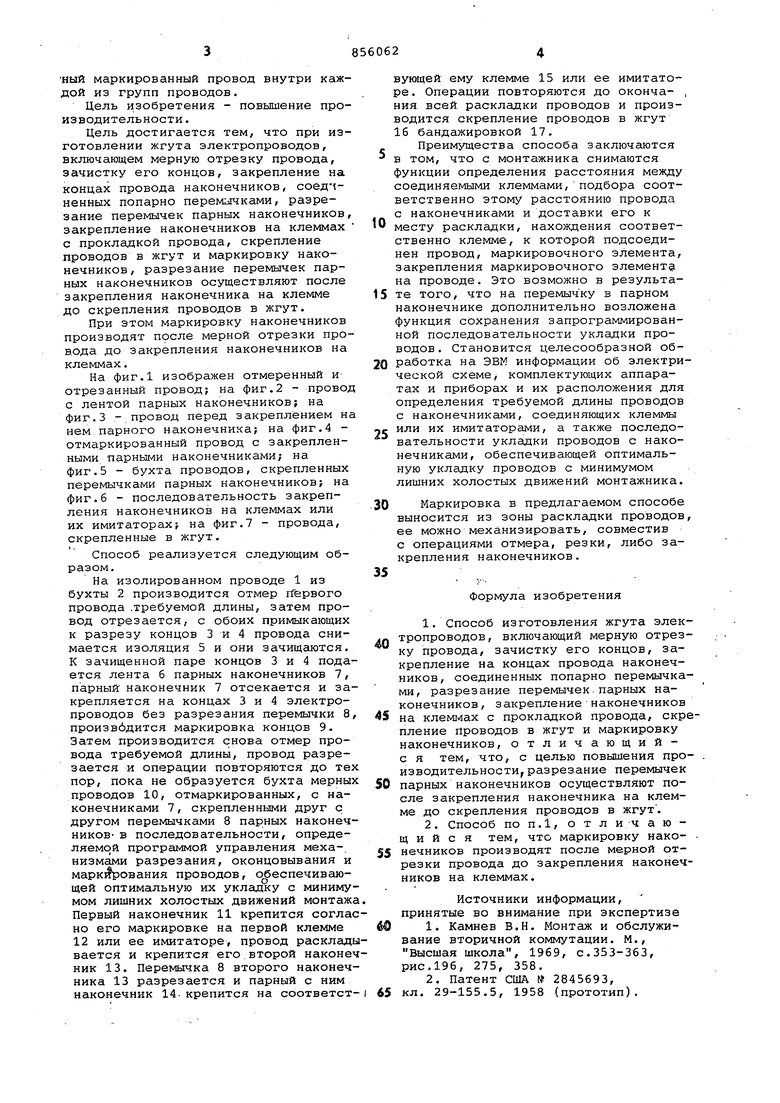
На фиг.1 изображен отмеренный и отрезанный провод; на фиг.2 - провод с лентой парных наконечников; на фиг.З - провод перед закреплением на нем парного наконечника; на фиг.4 отмаркированный провод с закрепленными парными наконечниками; на фиг.5 - бухта проводов, скрепленных перемычками парных наконечников; на фиг.6 - последовательность закрепления наконечников на клеммах или их имитаторах; на фиг.7 - провода, скрепленные в жгут.
Способ реализуется следующим образом.
На изолированном проводе 1 из бухты 2 производится отмер гГервого провода .требуемой длины, затем провод отрезается, с обоих примыкающих к разрезу концов 3 и 4 провода снимается изоляция 5 и они зачищаются. К зачищенной паре концов 3 и 4 подается лента 6 парных наконечников 7, парный наконечник 7 отсекается и закрепляется на концах 3 и 4 электропроводов без разрезания перемычки 8, произвбдится маркировка концов 9. Затем производится снова отмер провода требуемой длины, провод разрезается и операции повторяются до тех пор, пока не образуется бухта мерных проводов 10, отмаркированных, с наконечниками 7, скрепленными друг с другом перемычками 8 парных наконечников- в последовательности, определяемой программой управления меха-, низмами разрезания, оконцовывания и маркщзования проводов, обеспечивающей оптимальную их уклад су с минимумом лишних холостых движений монтажа Первый наконечник 11 крепится согласно его маркировке на первой клемме 12 или ее имитаторе, провод раскладывается и крепится его второй наконечник 13. Перемычка 8 второго наконечника 13 разрезается и парный с ним наконечник 14.крепится на соответствующей ему клемме 15 или ее имитаторе. Операции повторяются до окончания всей раскладки проводов и производится скрепление проводов в жгут 16 бандажировкой 17.
Преимущества способа заключаются в том, что с монтажника снимаются функции определения расстояния между соединяемыми клеммами,подбора соответственно этому расстоянию провода с наконечниками и доставки его к месту раскладки, нахождения соответственно клемме, к которой подсоединен провод, маркировочного элемента, закрепления маркировочного элементу на проводе. Это возможно в результате того, что на пере;мычку в парном наконечнике дополнительно возложена функция сохранения запрограммированной последовательности укладки проводов. Становится целесообразной обработка на ЭВМ информации об электрической схеме комплектующих аппаратах и приборах и их расположения для определения требуемой длины проводов с наконечниками, соединяющих клеммы или их имитаторами, а также последовательности укладки проводов с наконечниками, обеспечивающей оптимальную укладку проводов с минимумом лишних холостых движений монтажника.
Маркировка в предлагаемом способе выносится из зоны раскладки проводов ее можно механизировать, совместив с операциями отмера, резки, либо закрепления наконечников.
Формула изобретения
на клем1 1ах с прокладкой провода, скрепление проводов в жгут и маркировку наконечников, отличающийс я тем, что, с целью повышения производительности, разрезание перемычек
парных наконечников осуществляют после закрепления наконечника на клемме до скрепления проводов в жгут .
нечников производят после мерной отрезки провода до закрепления наконечников на клеммах.
Источники информации, принятые во внимание при экспертизе 1. Камнев В.Н. Монтаж и обслуживание вторичной коммутации. М., Высшая школа, 1969, с.353-363, рис.196, 275, 358.
//
г.У
efit/Z.2i
ipf/г.з
cpuz.s
ffi/3.7
