(54) АВТОМАТ ДЛЯ МЕРНОЙ РЕЗКИ, МАРКЙРОЁКИ И СМАТЫВАНИЯ ЭЛЕКТРОМОНТАЖНЫХПРОВбДОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для подготовки электрических проводов к монтажу | 1980 |
|
SU1020903A1 |
| Автомат для изготовления маркировочных трубчатых бирок | 1977 |
|
SU598772A1 |
| Устройство для мерной резки провода | 1978 |
|
SU740365A1 |
| Автомат для обработки электромонтажных проводов | 1977 |
|
SU936784A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МАРКИРОВОЧНЫХ БИРОК ИЗ ПОЛИХЛОРВИНИЛОВЫХ ТРУБЧАТЫХ ЗАГОТОВОК | 1972 |
|
SU353850A1 |
| Автомат для правки и резки длинномерного материала на мерные заготовки | 1973 |
|
SU476925A1 |
| Автомат для обработки электромонтажных проводов | 1990 |
|
SU1837371A1 |
| Автомат для резки длинномерных изделий | 1989 |
|
SU1655673A1 |
| Автомат для отрезки и гибки проволочных деталей | 1960 |
|
SU136301A1 |
| Устройство для маркировки радиоэлементов | 1981 |
|
SU951773A1 |

J
Изобретение относится к технологическому оборудованию для мерной резки, маркировки и сматывания электромонтажных проводов и может быть использовано в электротехнической промышленности.
Изестен автомат для мерной резки, маркировки и сматывания электромонтажных проводов, содержаш,ий механизм подачи, ролики которого служат приводом отмеривающего устройства. Через ролики провод поступает в ме;(анизм надрезки изоляции и отрезки, затем в маркирующее устройство, состоящее из механизма нанесения краски, механизма маркировки и механизма переключения штифтов. Отрезанный и замаркированный провод, протягиваемый роликом, проходит через вращающуюся направляющую трубку и укладывается в бункер 1.
Недостатком известного автомата являемся низкая производительность труда.
Известен также автомат для резки и маркироки хлорвиниловых трубок, содержащий маркирующее устройство, установленное на кривощипно-шатунном механизме, обеспечивающем его возвратно-поступательное движение относительно маркируемого провода, храповой механизм, определяющий длину подачи трубки, и призму для фиксации трубки, установленную под механизмом маркироки с возможностью перемещения в вертикальной плоскости с помощью винтовой пары 2.
Недостатком этого устройства также является низкая производительность труда.
Целью изобретения является увеличение производительности.
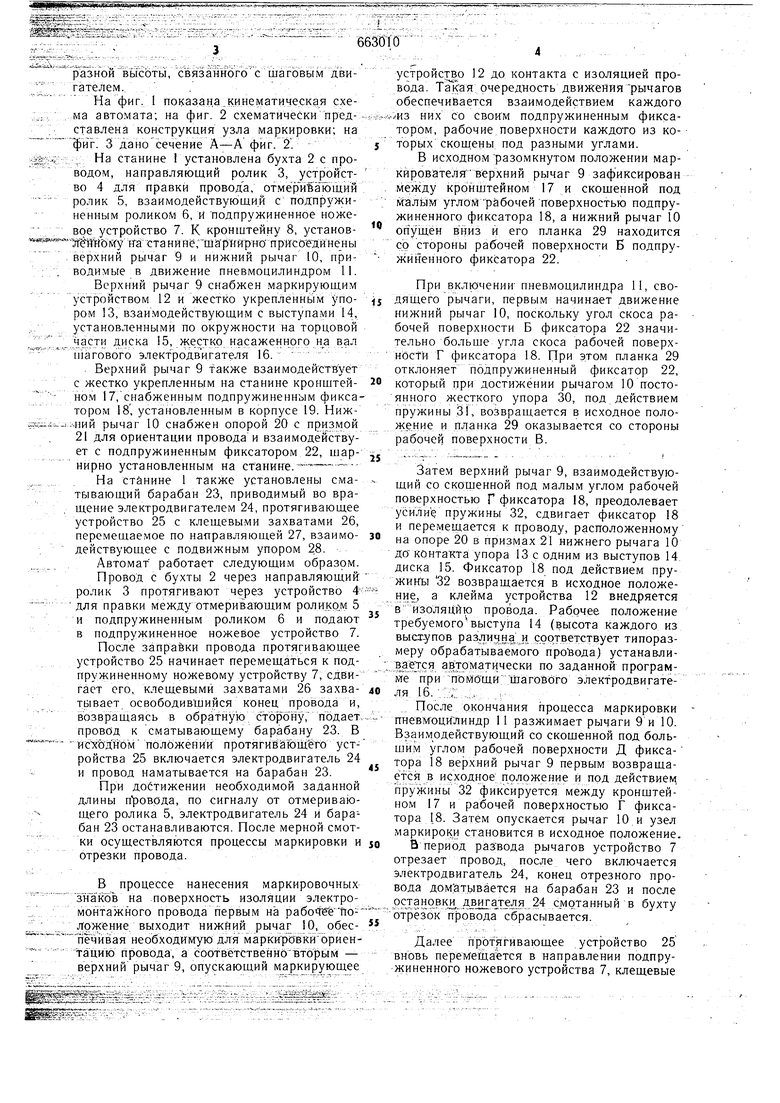
Поставленная цель достигается тем, что предлагаемый автомат содержит дополнительный рычаг, один конец которого шарнирно связан с рычагом, несущим маркирующее устройство, а на другом конце установлена призма для размещения провода и подпружиненные фиксаторы рычагов со скощеннымирабочими поверхностями, установленные на корпусе; причём оба рычага связаны с приводом. Кроме того, устройство для фиксации положения рычага, несущего маркирующее устройство, в зависимости от диаметра провода вьгаолнёно в виде упора, установленного на рВ 1чГа г1е;й Дйска с утторамй разной вйсоты, связанного с шаговым двигателем.. На фиг, 1 показана кинематическая схема автомата; на фиг. 2 схематически представлена конструкция узла маркировки; на фиг 3 дано сечение А-А фиг. 2. ;.- .На станине I установлена бухта 2 с проводом, направляющий ролик 3, устройство 4 для правки провода, отмёриВакэщий ролик 5, взаимодействующий с подпружиненным роликом 6, и подпружиненное ноже вое устройство 7. К кронштейну 8, установ - - 5тёШйму тастанине,шарнйрно присоединены -верхний рычаг 9 и нижний рычаг 10, при: , водимые в движение пневмоцилиндром 11. Верхний рычаг 9 снабжен маркирующим устройством 12 и жестко укрепленным упором 13, взаимодействующим с выступами 14, установленными по окружности на торцовой /7,,части диска 15, жестко насаженного на вал Шагового электродвигателя 16. . Верхний рычаг 9 также взаимодействует с жестко укрепленным на станине кронщтей ном 17,снабженным подпружиненным фиксатором 18, установленным в корпусе 19. .11ий рычаг 10 снзбжен опорой 20 с призмой 21 для ориентации провода и взаимодействует с подпружиненным фиксатором 22, шарнирно установленным на станине.-™- На станине 1 также установлены сматывающий барабан 23, приводимый во вращение электродвигателем 24, протягивающее устройство 25 с клещевыми захватами 26, перемещаемое по направляющей 27, взаимодействующее с подвижным упором 28. Автомат работает следующим образом. Провод с бухты 2 через направляющий ролик 3 протягивают через устройство 4: --- для правки между отмеривающим роликом 5 и подпружиненным роликом 6 и подают в подпружиненное ножевое устройство 7. После запрабки провода протягивающее устройство 25 начинает перемещаться к подпружиненному ножевому устройству 7, сдви- гает его, клещевыми захватами 26 захватывает освободивщиися конец провода и, возвращаясь в обратнуюстд|рбну, подает провод к сматывающему барабану 23. В йстоЯНЬм положении протягивайщёго устройства 25 включается электродвигатель 24 и провод наматывается на барабан 23. При достижении необходимой заданной длины провода, по сигналу от отмеривающего ролика 5, электродвигатель 24 и барабан 23 останавливаются. После мерной смотки осуществляются процессы маркировки и отрезки провода. В процессе нанесения маркировочных знакбв на поверхность изоляции электромонтажного провода Первым на рабоЧ6ё Положение/выходит нижйий рычаг 10, обес гтечйвая необходимую для маркироВки Ъриентацию провода, а соотвётственнбвтбрым верхний рычаг 9, опускающий м аркирующее
SiEAaSSj Kcc:- --, устройство 12 до контакта с изоляцией провода. Такая очередность движения рычагов обеспечивается взаимодействием каждого мз них со своим подпружиненным фиксатором, рабочие поверхности каждого из которых скощены, под разными углами. В исходном разомкнутом положении маркйроватеЛ5Гверхний рычаг 9 зафиксирован между кронщтейном 17 и скощенной под малым углом рабочей поверхностью подпружиненного фиксатора 18, а нижний рычаг 10 опущен вниз и его планка 29 находится со стороны рабочей поверхности Б подпружиненного фиксатора 22. При включении пневмоцилиндра 11, сводящего рычаги, первым начинает движение нижний рычаг 10, поскольку угол скоса рабочей поверхности Б фиксатора 22 значительно больше угла скоса рабочей поверхности Г фиксатора 18. При этом планка 29 отклоняет подпружиненный фиксатор 22, который при достижении рычаго.м 10 постоянного жесткого упора 30, под действием пружины 31, возвращается в исходное положение и планка 29 оказывается со стороны рабочей поверхности В. Затем верхний рычаг 9, взаимодействующий со скошенной под малым углом рабочей поверхностью Г фиксатора 18, преодолевает усилие пружины 32, сдвигает фиксатор 18 и перемещается к проводу, расположенному на опоре 20 в призмах 21 нижнего рычага 10 ДОконтакта упора 13 с одним из выступов 14, диска 15. Фиксатор 18 под действием пружины 32 возвращается в исходное положение, а клейма устройства 12 внедряется в изоляцию провода. Рабочее положение требуемоговыступа 14 (высота каждого из выступов различна и соответствует типоразмеру обрабатываемого провода) устанавливается а1втрматически по заданной программе при пом б ЩИ/ .шаТОВбго электродвигателя 16. ..:t ..;,. .i После окончания процесса маркировки пневмоцИлиндр II разжимает рычаги 9 и 10. Взаимодействующий со скощенной под больщим углом рабочей поверхности Д фиксатора 18 верхний рычаг 9 первым возвращается в исходное положение И под действием пружины 32 фиксируется между кронштейном 17 и рабочей поверхностью Г фиксатора 18. Затем опускается рычаг 10 и узел маркироки становится в исходное положение. В период развода рычагов устройство 7 отрезает провод, после чего включается электродвигатель 24, конец отрезного провода доматывается на барабан 23 и после pcjaH OBKji ДЖГЗШ1Я-.24 с.мотанный в бухту отрезок провода сбрасывается. Далее протягиваюшее ycтjэoйcтвo 25 вновь перемешается в направлении подпружиненного ножевого устройства 7, клещевые
захваты 26 свободно проходят между разведенными рычагами 9 и 10, сдвигают ножевое устройство 7, захватывают освободившийся конец провода и цикл повторйётСя. Изобретение позволяет производить перестройку маркирующего устройства .на необходимый типоразмер провода в автоматическом режиме, что значительно повышает производительность автомата,
Формула изобретения
663010
ЧТО, с целью увеличения производительности, автомат содержит дополнительный рычаг, один конец которого шарнирно связан с рычагом, несущим маркирующее устройст1во, а на другом конце установлена призма для размещения провода и подпружиненные фиксаторы рычагов со скошенными рабочими поверхностями, установленные на корпусе, причем оба рычага связаны с приводом.
Источники информации, принятые во внимание при экспертизе
663010
