Изобретение относится к обработке металлов давлением и касается подсмазочного покрытия, которое может быть использовано при подготовке поверхности металлов к холодной деформации, в частности к волочению.
Цель изобретения - увеличение производительности обработки путем снижения усилия деформации.
Подсмазочное покрытие содержит буру, тринатрийфосфат, сульфорици- нат-Е, эмульсол ЭП-29 и воду при следующем соотношении ингредиентов, мас„%:
Бура10-15
Тринатрийфосфат 0,6-0,8 Сульфорицинат-Е 0,1-0,2 Эмульсол ЭП-29 0,2-0,5 ВодаОстальное
Эмульсол ЭП-29 представляет собой композицию, состоящую из следующих компонентов, мае.л:
4-10
Полиэтиленгликолевый
эфир стеариновой
кислоты с 6 моль
окиси этилена
Продукт оксиэтилиро-
вания октадацилового спирта с .20 моль окиси этилена 0,2-0,5
Триэтаноламиновое
мыло синтетических
жирных кислот фракции (ПНСЖК)
Продукт термической
обработки кубового
остатка синтетических
жирных кислот триэтаноламином
Минеральное масло Остальное
Эмульсол ЭП-29 представляет собой. однородную масляную жидкость коричневого цвета плотностью 0,9 - 0,99 г/см при 20°С. Применяется
7-15
5-15
со
00 СП
о
как смазочно-охлаждающая жидкость для холодной обработки давлением
Сульфорицинат-Е представляет собой
ой
1498576 . 4
0,6 мас.% количество тринатрийфосфата . снижает указанную величину, что про- является if росте нестабильности уси


| название | год | авторы | номер документа |
|---|---|---|---|
| Подсмазочное покрытие для волочения изделий с использованием сухой смазки | 1990 |
|
SU1802727A3 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПРОВОЛОКИ ПЕРЕД СУХИМ ВОЛОЧЕНИЕМ | 2000 |
|
RU2197559C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПРОВОЛОКИ ПЕРЕД СУХИМ ВОЛОЧЕНИЕМ | 2001 |
|
RU2197560C2 |
| Способ подготовки проволоки к волочению с использованием сухой технологической смазки | 1991 |
|
SU1802728A3 |
| Устройство для дуговой сварки продольных швов | 1991 |
|
SU1802729A3 |
| Способ подготовки к волочению проволоки для армирования железобетонных конструкций | 1982 |
|
SU1103922A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ ИЗ ВЫСОКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ ПЕРЕД СУХИМ ВОЛОЧЕНИЕМ | 2017 |
|
RU2663027C1 |
| Способ подготовки поверхности заготовки к волочению | 1988 |
|
SU1775201A1 |
| Подсмазочное покрытие для последующего волочения проволоки с использованием сухой смазки | 1986 |
|
SU1337166A1 |
| "Смазка для холодной обработки металлов давлением "Акваполес" | 1991 |
|
SU1786063A1 |
Изобретение относится к обработке металлов давлением и касается подмазочного покрытия, которое может быть использовано при подготовке поверхности металлов к холодной деформации ,в частности, к волочению. Цель изобретения - повышение производительности обработки путем снижения усилия деформации. Подсмазочное покрытие для обработки металлов давлением содержит буру, тринатрийфосфат, сульфорицинат - Е, эмульсол ЭП-29 и воду при следующем соотношении компонентов мас.%: бура 10-15
тринатрийфосфат 0,6-0,8
сульфорицинат Е - 0,1-0,2
эмульсол ЭП-29 0,2-0,5
вода остальное. 2 табл.
композицию, состоящую,из суль.фирован- с ЛИЯ волочения и появлении точечной
ного касторового масла,нейтрализованного едким натром с добавками неионо- генных оксиэтилированнь1х продуктов: оксанола 0-18 и оттанола-12. Сульфорицинат-Е применяется в качестве осветляющего вещества для вискозы, представляет собой однородную жид-
кость желтого цветаплотностью 1,095 г/см и имеет следующий состав, мас.%:
Касторовое масло41,67
Серная кислота5,34
Олеум8,9
Едкий натр10,27
Оттанол-120,39
Оксанол 0-180,19
ВодаОстальное рН 1%-ного водного
раствора-7,5-8,
10
коррозии в межоперационныи период. Большее чем 0,8 мас.% количество на- трийфосфата в растворе практически не сказывается на стабильности технологических парамет ров производства.
Сульфорицинат-Е вводится в смазку в количестве 0,1-0,2 мас.%, а эмульсол ЭП-29 - в количестве 0,2 15 0,5 мас,% для повышения антикоррозионных свойств покрытия за счет оптимизации величины высоты и шага микрорельефа заготовки при их совместном действии на буру и тринатрийфос20 фат. При этом грубый микрорельеф выглаживается, (уменьшается высота и 1шаг шероховатости), а гладкий - возрастает, В результате улучшается захват смазки в очаг деформации и возОксанол 0-18 - моноалкиловый эфир 25растают антикоррозионные и антифрикполиэтштенгликоля на основе олеино-ционные свойства покрытия, вого спирта C gHjsO (С2.Н40)Н, где. Меньшее чем 0,1 масЛ количество
то 1б. Оттанол-12 - импортное сы-сульфорицината-Е и 0,2 мас.% эмульрье, представляющее собой смесь поли-сола ЭП-29 в piacTBOpe не доводят микэтиленовых эфиров синтетических жир- 30рорельеф заготовки до оптимальной .
ных кислот,величины. Это сопровождается снижениПри введении в раствор буры (тет-ем антифрикционных и антикоррозионрабората натрия), тринатрийфосфата,ных свойств покрытия, эмульсола ЭП-29 и сульфорицината-Е- Большее чем 0,5 мас,% количество
формируется смазочное покрытие, спо- 35« УЛьфорицината-Е и 0,2 мас.% эмульсобное оптимизировать микрорельеф поверхности -металла, образованного травлением (или механической обработкой) , уменьшить высоту и шаг поверхностей, за счет чего улучшается захват смазки при волочении о
Бура в количестве 10-15 мас.% вводится в раствор для улучшения качества и плотности прилегания к заготовке подсмазочного покрытия и повьппения его адгезии к технологической смазке. Меньшее чем 10 мас„% количество буры ухудшает указанные параметры, что сопровождается ростом силы волочения, а большее чем
сола ЭП-29 чрезмерно выглаживает микрорельеф заготовки, что при высоких антикоррозионных свойствах сопровождается снижением антифрикцион- дд ной эффективности покрытия.
Пример, Антифрикционные свойства предложенного подсмазочного покрытия и известного оценивали по вели- чине и стабильности усилий волочения.
Проволока, диаметром 1,9 мм протя- гивалась через волоку диаметром 1,67 мм (поверхность с гладким рельефом) на разрывной машине с помощью специального приспособления. Проволоку диаметром 4,5 мм (грубый рель45
15 мас.% - практически не меняет их, еф) протягивали на цепном стане, а
усилие волочения замеряли с помощью тензодатчика.
но способствует забиванию волок бурой, повышению их износа, росту силы волочения,
Тринатрийфосфат в количестве 0,6 - 0,8 мас.% вводится в раствор для повышения равномерности распределения остальных компонентов смазки по поверхности заготовки. Меньшее чем
Для характеристики стабильности волочения определяли коэффициент вариации (С) силы волочения как отношение среднего квадратичного отклонения величины к ее среднему значению.
коррозии в межоперационныи период. Большее чем 0,8 мас.% количество на- трийфосфата в растворе практически не сказывается на стабильности технологических парамет ров производства.
Сульфорицинат-Е вводится в смазку в количестве 0,1-0,2 мас.%, а эмульсол ЭП-29 - в количестве 0,2 0,5 мас,% для повышения антикоррозионных свойств покрытия за счет оптимизации величины высоты и шага мик. рорельефа заготовки при их совместном действии на буру и тринатрийфосфат. При этом грубый микрорельеф выглаживается, (уменьшается высота и шаг шероховатости), а гладкий - возрастает, В результате улучшается захват смазки в очаг деформации и воз« УЛьфорицината-Е и 0,2 мас.% эмульсола ЭП-29 чрезмерно выглаживает микрорельеф заготовки, что при высоких антикоррозионных свойствах сопровождается снижением антифрикцион- ной эффективности покрытия.
Пример, Антифрикционные свойства предложенного подсмазочного покрытия и известного оценивали по вели- чине и стабильности усилий волочения.
Проволока, диаметром 1,9 мм протя- гивалась через волоку диаметром 1,67 мм (поверхность с гладким рельефом) на разрывной машине с помощью специального приспособления. Проволоку диаметром 4,5 мм (грубый рель
еф) протягивали на цепном стане, а
Для характеристики стабильности волочения определяли коэффициент вариации (С) силы волочения как отношение среднего квадратичного отклонения величины к ее среднему значению.
Мнкрогеометрию noBepxftocTH образцов до и после нанесения подсма- зочного покрытия определяли на про- филографе.
Антикоррозионные свойства под- смазочного покрытия определяли по площади коррозионных поражений при экспозиции образцов во влажной камере в течение 1 ч.
Образцы провапоки пя стали 70 диаметром 1,9 мм трави-пи в серной кислоте (180 г/л, t 70«С, 2 мин), промывали проточной водой и обрабатывали в предложенном растворе окунанием (t 8U°C) и известном растворе (t 80°С) в течение 3 мин, после чего высушивали под феном.До и после нанесения подсмазочного покрытия снимали профилограммы поверхности образцов и подвергали протяжк и коррозионным испытаниям
Для антифрикционных и антикоррозионных испытаний готовили по пять образцов проволоки с рабочей длиной не менее 50 мм и общей длиной (для захвата губками разрывной машины) не менее 200 мм. Для облегчения заправки проволоки в волоку один коне проволоки с нерабочей стороны утоняли равномерным анодным стравливанием металла при плотности тока 25 А/дм в 15%-ной серной кислоте п комнатной температуре.
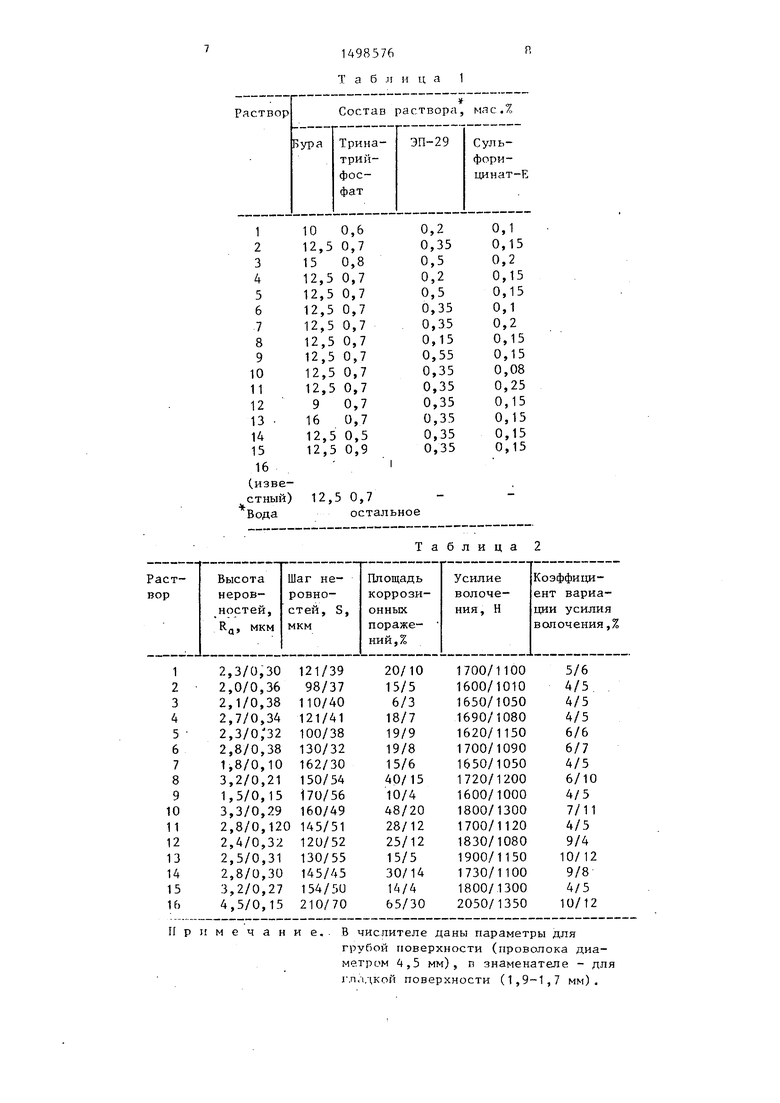
Подсмазочное покрытие наносили окунанием образцов в растворы следующих концентраций (табл,1).
Растворы готовят следующим образом.
Объем раствора 200 мп. Вначале в 150 мл воды растворяют при нагревании расчетное количество буры, затем после остывания раствор доводят до 200 мл водой и добавляют расчтеное количество ЭП-29 и сульфорицинат-Е.
Для равномерного растворения эмульсола ЭП-29 его предварительно разбавляют раствором буры в малом объеме (50 мп) и затем вводят в ванну бурирования.
В табл.2 приведены результаты испытаний.
Как следует из приведенных данных, высота и шаг неровностей грубого профиля поверхности подле об766
работки р предл а гасимом растворе уменьшаются- в 2-2,5 раза в сравнении с обработкой в известном растворе. Благодаря этому за счет лучшего захвата смазочных материалов и работы самого подсмазочного слоя в очаге деформации усилие волочения уменьшается в л/1,3 раза.Для гладкой
поверхности высота и шаг неровностей возрастают в 1.,5-2 раза в сравнении с обработкой в известном растворе, что обеспечивает увеличение стабильности волочения и вьфажается
в меньшей величине коэффициента вариации.
Уменьшение шероховатости поверхности обеспечивает также уменьшение активности гальванопар, создаваемых
гетерогенностью поверхности, за
счет этого растет стойкость к корро- , зионным воздействиям: время до появления очагов коррозии во влажной камере у образцов, обработанных в
предлагаемом растворе, по сравнению с образцом,обработанным известным раствором почти в 10 раз больше, а площадь коррозионных поражений в 3-10 раз меньше.
В результате применения предложенного состава получено подсмазоч- ное покрытие, обладающее более высокими антифрикционными свойствами, чем базовое покрытие. Это дает возможность уменьшить усилие волочения и увеличить производительность проволочных станов на 1,5-2%.
5
Формула изобретения
Подсмазочное покрытие, для обработки металлов давлением, содержащее буру, тринатрийфосфат и воду, от--. личающееся тем, что, с целью увеличения производительности обработки путем снижения усилия деформации, оно дополнительно содержит сульфорицинат-Е и эмульсол ЭП-29 при следующем соотношении ингредиентов, мас„%: 0 Бура10-15
Тринатрийфосфат 0,6-0,8
Сульфорицинат-Е 0,1-0,2
Эмульсол ЭП-29 0,2-0,5
ВодаОстальное1498576Т а б л и ц а 1
| Раствор для нанесения подсмазочного покрытия на поверхность стали перед волочением | 1984 |
|
SU1210940A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
