Изобретение относится к обработке металлов давлением и может быть использовано при волочении проволоки, в частности периодического профиля для армирования железобетонных конструкций ЖБК).
Известен способ подготовки проволоки для армирования ЖБК и волочению, включающий очистку заготовки от окалины (например, травлением в растворе или соляной кислоты) , нанесение на заготовку сухого подсмазочного покрытия (например, известкового), нанесение сухой технологической смазки (например, натриевого мыла). Пластическое деформирование металла в процессе волочения осуществляют через конические сборные волоки и роликовые волокиClJ
Проволока, полученная по описанному способу, имеет большой предел текучести: 1280 МПа (128 кгс/мм) для диаметра 5,0 мм и 1360 МПа (.136 кгс/мм)для диаметра 4,0 мм, что определяет жесткие требования, предъявляемые к технологической смазке. Уменьшение толщины технологгической смазки в очаге деформации сопровождается увеличением энергозатрат на волочение и выглаживанием (уменьшением ) шероховатости проволоки. Последнее обстоятельство уменьша ет сцепляемость проволоки с бетоном. Поэтому целесообразно изготавливать проволоку для армирования ЖБК с максимально возможной шероховатостью. Этим проволока для армирования ЖБК отличается от обычной волоченой проволоки ;
Известен способ подготовки поверхности заготовки к волочению, согласн которому на заготовку перед волочением наносят подсмазочное покрытие в виде смазочной жидкости, а затем технологическую смазку 2.
Недостатком известного способа является слабая экранирующая способность подсмазочного покрытия (слабая адгезия его к технологической смазке) . В результате в очаге деформации формируется смазочный слой малой толщины. Это сопровождается повышенными энергозатратами на формирование ме-талла и низкой шероховатостью проволоки. Последнее обстоятельство снижает сцепляемость проволоки с бетоном.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ подготовки к волочению проволоки,, в том числе для армирования железобетонных конструкций, согласно которому после очистки заготовки от окалины на заготовку наносят подсмазочное покрытие в виде смазочной масляной жидкости, затем заготовку с подсмазочным покрытием нагревают в окислительной атмосфере до температуры
выше и ниже температуры вспышки смазочной жидкости, охлаждают на воздухе и наносят сухую органическую технологическую смазку. Далее производят деформирование металла 31.
Недостатком известного способа является формирование сравнительно тонкого разделительного смазочного слоя в очаге деформации. Это приводи к высоким энергозатратам на деформацию металла и уменьшению шероховатости поверхности проволоки. Последнее обстоятельство ухудшает сцепляемость проволоки с бетоном.
Цель изобретения - снижение энергозатрат на деформацию и усиление сцепляемости проволоки с бетоном при повышении шероховатости поверхности продеформированной проволоки путем улучшения захвата технологической смазки. При этом должно быть решено следующее техническое противоречие: повышение исходной шероховатости заготовки , увеличивающее толщины смазочного слоя в очаге, деформации и, следовательно,шероховатость поверхности продеформированной проволоки, должно снижать коэффициент трения и энергозатрат на деформацию металла.
Эта цель достигается тем, что согласно способу подготовки и волочени проволоки для армирования железобетонных конструкций, включающем очистку заготовки от окалины, нанесение на заготовку подсмазочного покрытия в виде смазочной масляной жидкости, нагрев в окислительной атмосфере заготовки с подсмазочным покрытием, до температуры выше 100°С и температуры вспышки смазочной жидкости, охлаждение на воздухе и нанесение сухой органической технологической смазки, подсмазочное покрытие наносят на поверхность заготовки в виде пены, дисперсностью 2-10 мм и выдерживают заготовку с покрытием перед нагревом в течение 3-10 мин.
Выбор веществ, используемых в качестве подсмазочного слоя (масляное или водомасляное покрытие в виде пены ), обусловлен легкостью их вспенивания и нанесения на поверхность, заготовки до нагрева и необходиьФлм изменением их свойства после нагрева. В результате на поверхности заготовки образуется прочная пленка термообработанной предварительно вспененной смазки, состояща.я из активных молекул значительной величины, прочно сцепляющаяся с органической технологической смазкЬй. При этом в очаг деформации втягивается большее количество технологической смазки, что снижает трение и износ инструмента и увеличивает шероховатость продукции. Увеличение молекулярной массы, прочности молекул и сил молекулярного взаимодействия жидких смазочных веществ,используемых в качестве подсмазочного покрытия, при нагреве в окислительной атмосфере до температуры выше 100°С и ниже соответствующей температуры вспьзшки может осушествляться двумя путями. Для неполимеризующихся смазочных веществ, например минеральных масел (.индустриальное .20, цилиндровое 52 и др.) , за счет сшивания их молеку лами окислителя, например кислорода (так называемая окислительная полимеризация) и для полимеризующихся смазочных веществ, например растительных масел (хлопковое масло, полимеризованное хлопковое масло, их эмульсии и др.), наряду с процессом окислительной полимеризации идет процесс термоуплотнения, т.е. взаимное соединение молекул. Полученная на зоготовке пленка подсмазочиогр покрытия обладает высокой прочностью при продавливании, хорошо сцепляется не только со смазкой, но и .с поверхностью заготовки, обладает высокой пластичностью и способностью к сдвиговым деформациям при вытяжке металла в очаге деформации . Наличие окислительной атмосферы при нагреве заготовки с подсмазочным покрытием необходимо для возможности реализации процесса окисли-. тельной полимеризации смазочной жидкости, используемой для подсмазочного покрытия. Нагрев заготовки с подсмазочным покрытием до температуры ниже 100°С не обеспечивает полного удаления влаги из состава смазочной жидкости, что ухудьиает сЦепляемость смазки с подсмазочным покрытием и снижает, экранирующие способности подсмазочного покрытия, так как вода, находящаяся в составе смазочной жидкости пассивирует поверхность под смазочного покрытиг и смазки, а также не позволяет образовывать прочные граничные пленки на металлической поверхности. Кроме того, наличие окислительной атмосферы не сказывае ся в достаточной мере на образовании прочного подсмазочного слоя на поверхности заготовки при температуре до 100°С. В результате получающийся в очаге деформации смазочный слой не обладает высокой экранирующей спо собностью, что сопровождается повышением трения, износа, усилия волоче ния и обрывности. Нагрев в окислительной атмосфере заготовки с подсмазочным покрытием выше температуры вспышки использованной смазочной жидкости приводит к разложению, сгоранию подсмазочной жидкости, ухудшению ее сцепляемости с технологической смазкой, получению на металлической поверхности хрупкого сажистого остатка, не обладающего пластичностью, высокими экранирующими свойствами и способностью к сдвиговым деформациям при вытяжке металла. В результате повышается, трение, износ, усилие волочения и обрывность при ухудшении качества поверхности волоченой продукт ции. Охлаждение на воздухе заготовки с подсмаэочным покрытием после нагрева необходимо для того, чтобы технологическая смазка, наносимая впоследствии, не разогревалась. Нагрев смазки уменьшает ее вязкость, способность вовлекаться в очаг деформации и антифрикционную эффективность. При нанесении на поверхность заготовки вспененной масляной или водомасляной жидкости с размерами пузырьков 2-10 мм и выдержкой их до нагрева в течение 3-10 мин и последующих нагреве в окислительной атмосфере и охлаждении на воздухе, подсмазочное покрытие получается в виде ячеистой структуры (лопнувших пузырьков, пены масла, размерами 2-10 мм и образует мягкий, по сравнению с металлом, микрорельеф на заготовке высотой до 50 мкм). Перед вовлечением проволоки в очаг деформации ячейки термообработанного подсмазочного масляного покрытия заполняются сухой органической технологической смазкой и увеличивают ее толщину в зоне контакта проволог ки и волоки. Выдержка заготовки с подсмазочным покрытием на воздухе в течение 3-10 мин необходима для того, чтобы пузырьки пены на поверхности заготовки успели лопнуть под действием поверхностного натяжения и образовать на ней ячеистое плоское покрытие. Время меньшее,чем 3 мин недоста точно для разрушения пузырьков пены и образования ячеистой структуры покрытия на поверхности заготовки. При этом не достигаются улучшение условий захвата смазки и увеличение толщины ее слоя в очаге деформации. Время большее, чем 10 мин, превышает необходимое для разрушения пузырьков пены, после чего начинается растекание смазочной масляной жидкости по поверхности заготовки. При этом не получается ячеистая структура покрытия на поверхности заготовки. В результате не достигается увеличение толщины Слоя смазки в очаге деформации. Недостаточная толщина смазочного слоя не обеспечивает снижение , энергозатрат на деформацию металла, увеличение шероховатости и, следовательно, сцепляемости проволоки с бетоном. Дисперсность вспененной масляной жидкости, используемой для-создания подсмазочного покрытия, равная 210 мм,необходима для обеспечения по пора технологической смазки в предочаговой зоне при деформации загото ки. Давление смазки в предочаговой зоне применительно к волочению и значениям толщин смазочного слоя равное 2-9 мкм на входе в очаг деформации, изменяется от максимально го значения до 5-10% этой величины на расстоянии 2-10 мм от сечения входа в зону деформации. Большему давлению подпору) смазки в предоча говой зоне соответствует большая то щина ее слоя. Дисперсность вспененной масляной жидкости более 10 мм не позволяет достичь высокого давле ния в предочаговой зоне вследствие малого влияния ячеистой структуры подсмазочного покрытия на захват те нологической смазки. В результате толщина смазочного слоя в очаге деформации оказывается незначительной а это вызывает увеличение энергозатрат на деформацию металла, уменьше ние шероховатости поверхности волоченой проволоки и ухудшение ее сцеп ляемости с бетоном. Дисперсность вспененной, жидкости менее 2 мм не обеспечивает получения ячеистой структуры подсмазочного покрытия вследствие быстрого растекания смазочной жидкости по поверхности заготовки . В результате ухудшается за хват технологической смазки, уменьшается шероховатость проволоки, увеличиваются энергозатраты на деформацию металла и ухудшается сцепляемость проволоки с бетоном. Пример . Проводится волочение заготовки из Ст. ЗКП,глубоко охлажденной с прокатного нагрева. Исходный диаметр катанки составляет 6,5 мм. Волочение производится за три перехода, два из которых осуществляются с помощью конических сбор ных волок (две последовательно расположенные волоки из сплава ВК-6 в одном корпусе) диаметром 5,65 и 5,0 мм соответственно, а последний переход - с помощью роликовой волоки, состоящей из двух профилирован-г ных роликов диаметром 150 мм каждый из закаленной и отпущенной стали ШХ-15. Шероховатость поверхности роликов составляет ,8 мкм. С помощь роликовой волоки на проволоку вдоль ее оси с двух диаметрально противоположных сторон наносятся вмятины овальной формы длиной 4 мм, глубиной 0,25 мм с шагом 7 мм (согласно ГОСТ 8480-63 ). Протяжка проволоки через волоки производится на цепном волочильном стане со скоростью 0,2 м/с. Перед нанесением подсмазоч ного покрытия заготовку очищают от окалинц .тр&влением в 15%-ном водном растворе серной кислоты, промывают водой и высушивают. В качестве материала для подсмазочного покрытия использую): минеральное масло индустриально 1и-20) - в качестве представителя минеральных масел, хлопковое масло (ХМ} - в качестве представителя растительных масел; 5%-ную водную эмульсию стандартного эмульсола Т (5% Т, ГОСТ 1975-75J как представителя эмульсий на основе минеральных масел и 3%-ную водную эмульсию полимеризованного хлопкового масла 13% ПХМ) - в качестве представителя эмульсий на основе растительных масел. Температура вспьашки использованных смазочных жидкостей представлена в табл. 1. Таблица 1 Смазочная жидкость Температуравспышки, .°с Индустриальное 20(И-20) 170 Хлопковое масло 1ХМ) 310 5%-ная водная эмульсия эмульсола Т 15% Т)после испарения влаги 170 3%-ная водная эмульсия полимеризованного хлопкового масла (3 ПХМ) после испарения влаги 240 В масла и эмульсии вводят 5% пенообразователя, в качестве которого используют эмульгатор ОП-7. Указанные вещества вспенивают с помощью барботажа воздухом в емкости до получения среднего размера пузырьков пены дисперсности) 1-11 мм. Кратность пены в опытах составляет 1,5-3. Далее заготовки кратковременно окунают во -вспененные смазочные жидкости, выдерживают на воздухе в течение 2-11 мин и нагревают в селитовой печи до температуры 150°С в течение 30 мин. Для раскрытия роли нагрева заготовки с подсмазочным покрытием ее нагревают до температуры 90°Си на 10% выше температуры вспышки t щ, смазочной масляной жидкости , использованной для создания покрытия. Для сравнения проволоку к волочению готовят согласно известному
способу, который отличается от описанного способа лишь тем, что для подсмазочного покрытия, к1носимого на поверхность проволоки перед ее нагревом до температуры 150°С и подачей технологической смазки, использовали те же масла и эмульсии, но без вспенивания их.
Перечень испытанных вариантов подготовки смазочной жидкости для подсмазочного покрытия представлен в табл.2.
Нанесение технологической смазки в качестве которой использовали порошок натриевого мыла (ТУ-18-УССР386-74), производится при протяжке проволоки через его слой в процессе волочения в каждой волоке.
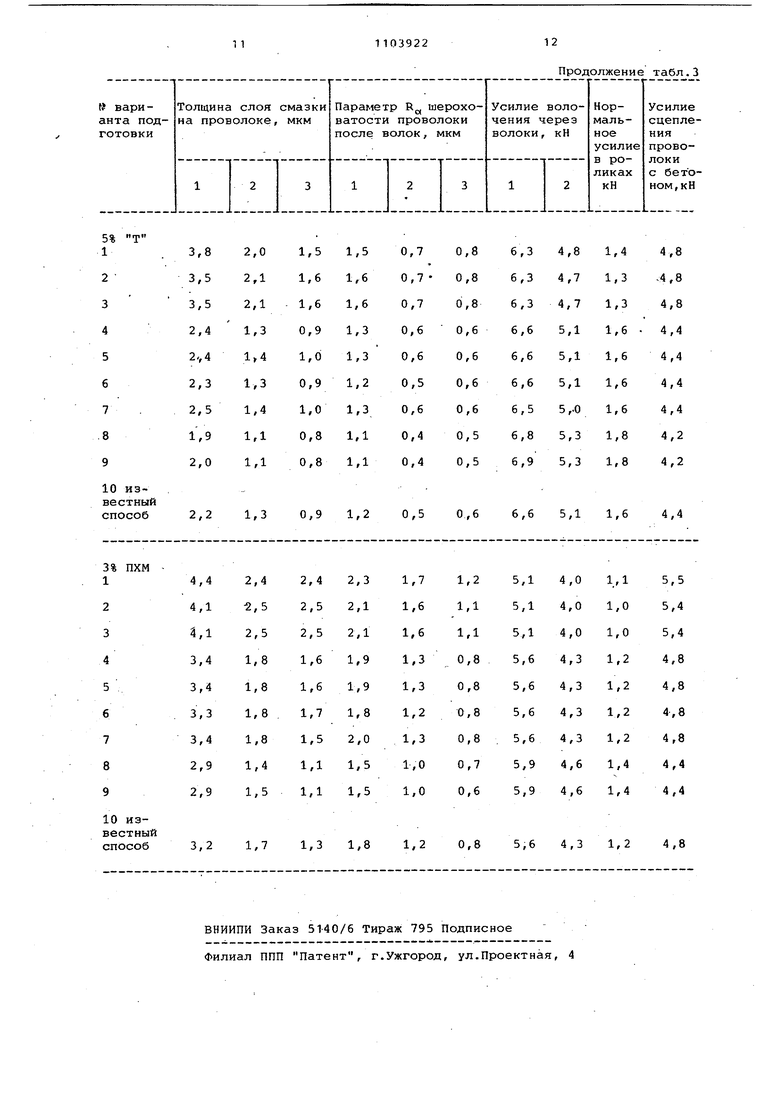
В опытах фиксировали: толщину слоя смазки на проволоке после волочения в каждой волоке весовым методом Vno разнице масс образцов проволоки до и после смыв-ания остатков смазки с ее поверхности), параметр R шероховатости после волочения в каждой волоке на профилографе-профилометре модели 5-201, усилие волочения проволоки через каждую коническую волоку и нормальное усилие на ролики при протяжке через роликовую волоку специальными тензодатчиками.
После йолочения образцы проволоки длиной 250 мм помещают по оси формы размерами 80-80-100 мм и заливают бетоном на основе цемента марки 400, После затвердевания бетона в течение 10 суток полученные образцы нагружают на универсальной разрывной машине, прикладывая растягивающее усилие к проволоке и бетонному основанию. При этом фиксируют усилие, при котором нарушается сцепление стальной арматуры с бетоном.
Данные испытаний представлены в табл. 3..
Результаты опытов свидетельствуют о том, что предлагаемый способ по сравнению с известным обеспечивает снижение энергозатрат на волочение на 4,5-21%, что коррелируется с увеличением ТОЛ1ЦИНЫ слоя смазки на волоченой проволоке в 1,3-2,1 раза, и улучшение, сцепляемости арматуры с бетоном на 4,5-17%, что коррелируется с увеличением шероховатости поверхнОсти готовой проволоки в 1,271,63 раза.
Таблица -2
10
15
20
Таблица
Продолжение табл.3

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки поверхности заготовки к волочению | 1980 |
|
SU1068198A1 |
| Смазка для холодного волочения проволоки | 1982 |
|
SU1097654A1 |
| Подсмазочное покрытие для обработки металлов давлением | 1988 |
|
SU1498576A1 |
| Способ обработки катанки | 1987 |
|
SU1454535A2 |
| Способ подготовки поверхности заготовки к волочению | 1988 |
|
SU1775201A1 |
| Способ волочения прутков,труб и других профилей | 1985 |
|
SU1301515A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ К ВОЛОЧЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118212C1 |
| Устройство для вибрационного волочения порошковой проволоки | 1987 |
|
SU1500456A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ ИЗ ВЫСОКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ ПЕРЕД СУХИМ ВОЛОЧЕНИЕМ | 2017 |
|
RU2663027C1 |
| Способ изготовления проволоки из высоколегированной стали | 1989 |
|
SU1761330A1 |
СПОСОБ ПОДГОТОВКИ К ВОЛОЧЕНИЮ ПРОВОЛОКИ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ, включанвдий очистку заготовки от окалины, нанесение на заготовку подсмазочного .покрытия в виде смазочной масляной жидкости, нагрев в окислительной атмосфере заготовки с подсмазочным покрытием до температуры выше 100с и ,ниже температуры вспышки смазочной жидкости, охлаждение на воздухе и нанесение сухой органической технологической смазки, отличающийся тем, что, о целью снижения энергозатрат на деформацию и усиления сцепляемости проволоки с бетоном при повышении шероховатости поверхности продеформированной проволоки путем улучшения захвата технологической смазки, подсмазочное наносят на поверхность заготовки в виде пены, :дисперсностью 10/2-10 мм и выдерживают заготовку с покрытием перед нагревом в течение 3-10 мин.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ ОСАДКИ ВАЛОВ ПАРОВЫХ ТУРБИН | 1917 |
|
SU283A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ подготовки поверхности заготовки к волочению | 1976 |
|
SU602260A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Авторское свидетельство СССР по заявке №2957354/22-02, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
