HanoAHumBAti Тестовая j eH/7Ja
Наполнитель Тесто8ая агента10
сл
ю
о:)
СлЭ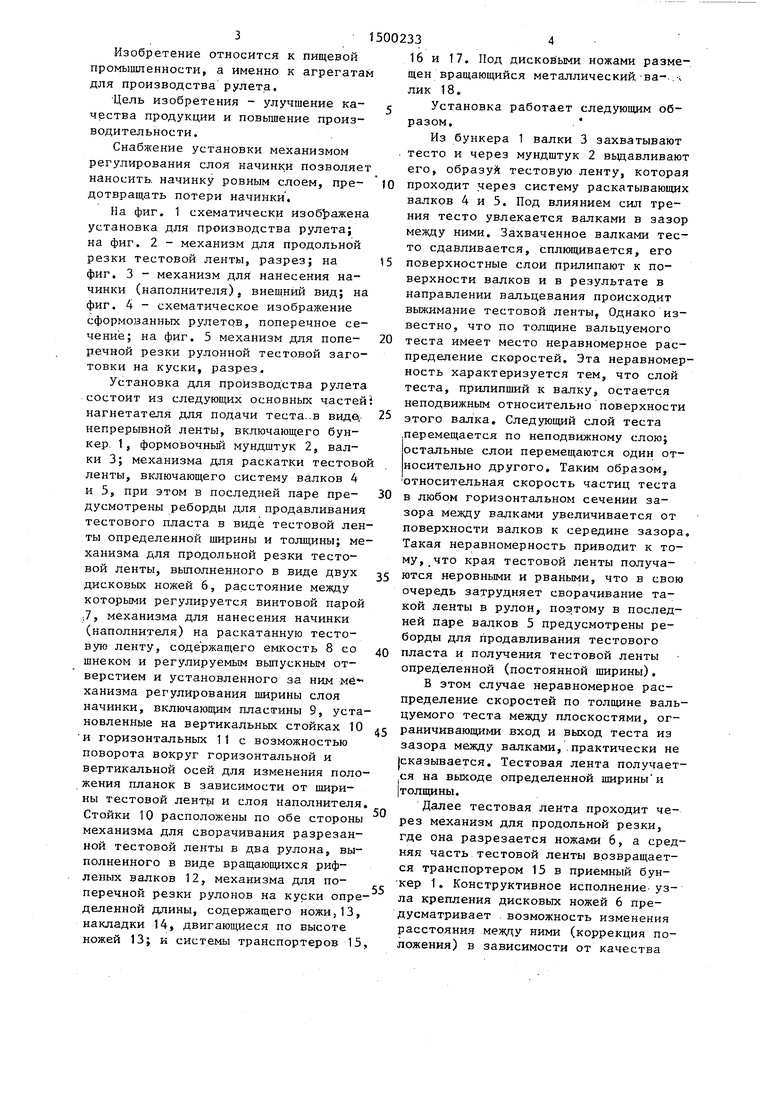
Изобретение относится к пищевой промышленности, а именно к устройствам для производства рулета. Целью изобретения является улучшение качества продукции и повышение производительности. Над конвейером по обе его стороны на вертикальных стойках 10 смонтированы пластины 9, установленные с возможностью поворота вокруг горизонтальной и вертикальной осей. 5 ил.
Физ.д
Изобретение относится к пищевой промышленности, а именно к агрегатам для производства рулета.
Цель изобретения - улучшение ка- честна продукции и повышение производительности.
Снабжение установки механизмом регулирования слоя начинк.и позволяет наносить, начинку ровным слоем, пре- дотвращать потери начинки.
На фиг. 1 схематически изоб ажена установка для производства рулета; на фиг. 2 - механизм для продольной резки тестовой ленты, разрез; на фиг. 3 - механизм для нанесения начинки (наполнителя), внешний вид; на фиг. 4 - схематическое изображение сформованных рулетов, поперечное сечение; на фиг. 5 механизм для попе- речной резки рулонной тестовой заготовки на куски, разрез.
Установка для производства рулета состоит из следующих основных частей нагнетателя для подачи теста,.в виде, непрерывной ленты, включающего бункер. 1, формовочньм мундштук 2, валки 3; механизма для раскатки тестово ленты, включающего систему валков 4 и 5, при этом в последней паре пре- дусмотрены реборды для продавливания тестового пласта в виде тестовой ленты определенной ширины и толщины; механизма для продольной резки тестовой ленты, вьшолненного в виде двух дисковых ножей 6, расстояние между которыми регулируется винтовой парой ,.7, механизма для нанесения начинки (наполнителя) на раскатанную тестовую ленту, содержащего емкость 8 со шнеком и регулируемым выпускным отверстием и установленного за ним мб ханизма регулирования ширины слоя начинки, включающим пластины 9, установленные на вертикальных стойках 10 и горизонтальных 11 с возможностью поворота вокруг горизонтальной и вертикальной осей для изменения положения планок в зависимости от ширины тестовой ленты и слоя наполнителя Стойки 1Q расположены по обе стороны механизма для сворачивания разрезанной тестовой ленты в два рулона, выполненного в виде вращающихся рифленых валков 12, механизма для по
перечной резки рулонов на куски определенной длины, содержащего ножи,13, накладки 14, двигаюпщеся по высоте ножей 13; и системы транспортеров 15,
5 0
5 0 s 0 с
0
5
16 и 17. Под дисков ыми ножами размещен вращающийся металлический ва- .ч лик 18.
Установка работает следующим образом.
Из бункера 1 валки 3 захватывают тесто и через мундштук 2 вьиавливают его, образуй тестовую ленту, которая проходит через систему раскатывающих валков 4 и 5. Под влиянием сил трения тесто увлекается валками в зазор между ними. Захваченное валками тесто сдавливается, сплющивается, его поверхностные слои прилипают к поверхности валков и в результате в направлении вальцевания происходит выжимание тестовой ленты, Однако известно, что по толщине вальцуемого теста имеет место неравномерное распределение скоростей. Эта неравномерность характеризуется тем, что слой теста, прилипший к валку, остается неподвижным относительно поверхности этого валка. Следующий слой теста .перемещается по неподвижному слою; остальные слои перемещаются один относительно другого. Таким образом, относительная скорость частиц теста в любом горизонтальном сечении зазора между валками увеличивается от поверхности валков к середине зазора Такая неравномерность приводит к тому, что края тестовой ленты получаются неровными и рваными, что в свою очередь затрудняет сворачивание такой ленты в рулон, поэтому в последней паре вадков 5 предусмотрены реборды для продавливания тестового пласта и получения тестовой ленты определенной (постоянной ширины).
В этом случае неравномерное распределение скоростей по толщине вальцуемого теста между плоскостями, ограничивающими вход и выход теста из зазора между валками,.практически не сказывается. Тестовая лента получается на выходе определенной ширины и толщины.
Далее тестовая лента проходит через механизм для продольной резки, где она разрезается ножами 6, а средняя часть тестовой ленты возвращается транспортером 15 в приемный бункер 1, Конструктивное исполнение- узла крепления дисковых ножей 6 предусматривает возможность изменения расстояния между ними (коррекция положения) в зависимости от качества
теста, которое в свою очередь зависи от качества исходных компонентов, сорта муки, влажности теста и т.д. Коррекция положения необходима с целью обеспечения укладки рулета на шов, что исключает вытекание наполнителя.
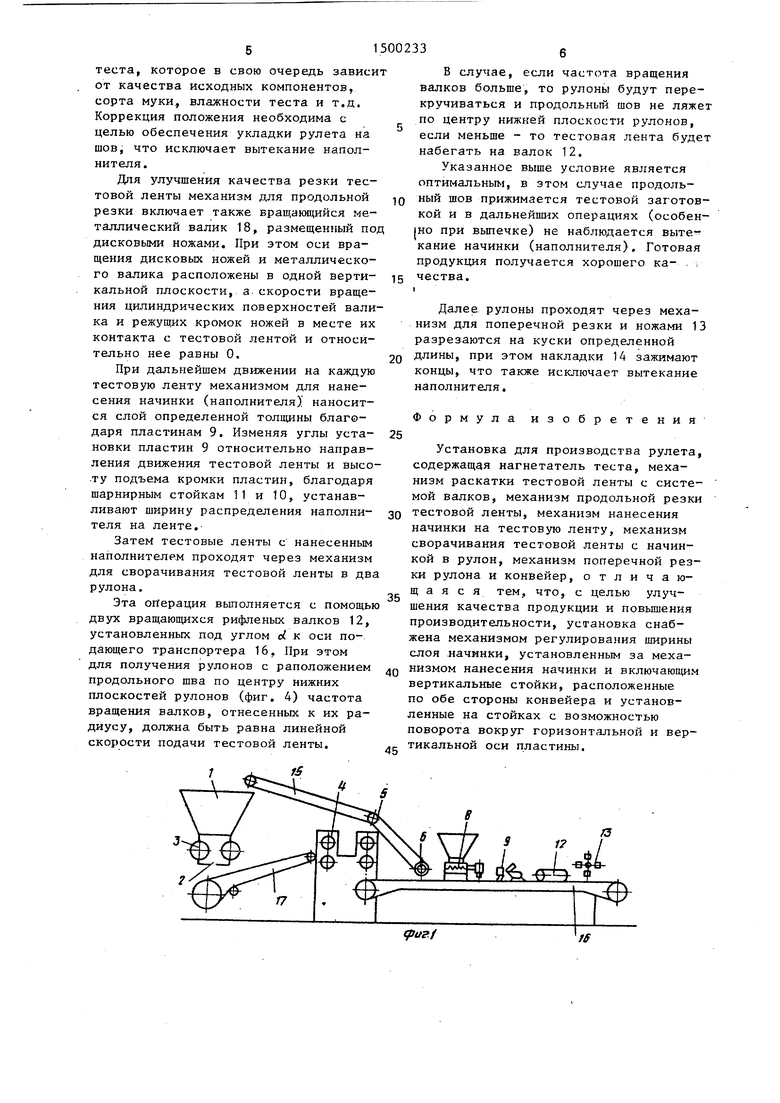
Для улучшения качества резки тестовой ленты механизм для продольной резки включает также вращаннцийся металлический валик 18, размещенный по дисковыми ножами. При этом оси вращения дисковых ножей и металлического валика расположены в одной вертикальной плоскости, а скорости вращения цилиндрических поверхностей валика и режущих кромок ножей в месте их контакта с тестовой лентой и относительно нее равны 0.
При дальнейшем движении на каждую тестовую ленту механизмом для нанесения начинки (наполнителя), наносится слой определенной толщины благодаря пластинам 9. Изменяя углы установки пластин 9 относительно направления движения тестовой ленты и высо .ту подъема кромки пластин, благодаря шарнирным стойкам 11 и 10, устанавливают ширину распределения наполнителя на ленте,Затем тестовые ленты с нанесенным наполнителем проходят через механизм для сворачивания тестовой ленты в дв рулона.
Эта операция выполняется с помощь двух вращающихся рифленых валков 12, установленных под углом с к оси подающего транспортера 16, При этом для получения рулонов с раположением продольного шва по центру нижних плоскостей рулонов (фиг. 4) частота вращения валков, отнесенных к их радиусу, должна быть равна линейной скорости подачи тестовой ленты.
0
5
0
5
0
5
0
5
В случае, если частота вращения валков больше, то рулоны будут перекручиваться и продольный шов не ляжет по центру нижней плоскости рулонов, если меньше - то тестовая лента будет набегать на валок 12.
Указанное выше условие является оптимальным, в этом случае продольный шов прижимается тестовой заготовкой и в дальнейших операциях (особен- 1но при выпечке) не наблюдается выте какие начинки (наполнителя). Готовая продукция получается хорошего качества. I
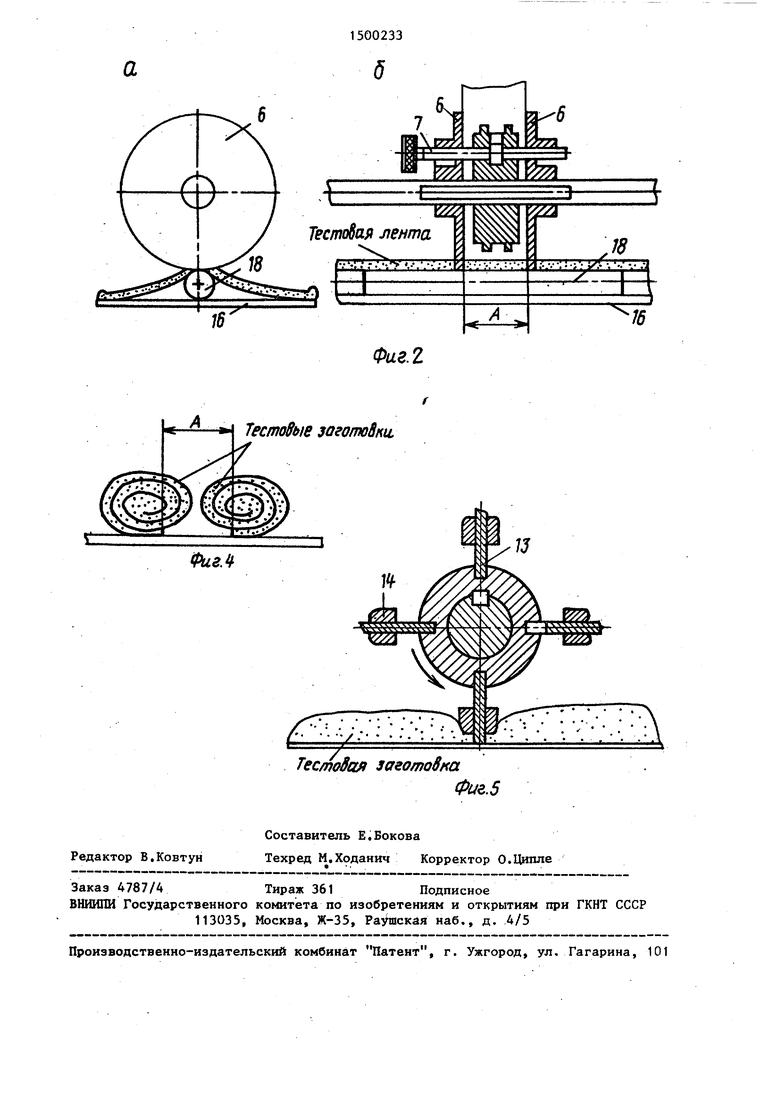
Далее рулоны проходят через механизм для поперечной резки и ножами 13 разрезаются на куски определенной длины, при этом накладки 14 зажимают концы, что также исключает вытекание наполнителя.
Формула изобретения
Установка для производства рулета, содержащая нагнетатель теста, механизм раскатки тестовой ленты с системой валков, механизм продольной резки тестовой ленты, механизм нанесения начинки на тестовую ленту, механизм сворачивания тестовой ленты с начинкой в рулон, механизм поперечной резки рулона и конвейер, отличающаяся тем, что, с целью улучшения качества продукции и повътенкя производительности, установка снабжена механизмом регулирования ширины слоя .начинки, установленным за механизмом нанесения начинки и включающим вертикальные стойки, расположенные по обе стороны конвейера и установленные на стойках с возможностью поворота вокруг горизонтальной и вертикальной оси пластины.
Л5
fecmoSbie зоготобки.
ФигЛ
Тес/поЗая заготовка
Редактор В.Ковтун
Фиг.5
Составитель Б.Бокова
Техред М.Ходанич Корректор О.Ципле
Фаг.2
