Ь
ел
Изобретение относится к оптическому прнборостроениго, в частности к конструкциям объективов и технологии их сборки.
Недостатками конструкций известных объективов и технологии их сборки является низкая точность центрирования jHins, связанная, в частност с погрешностями изготовления корпу- са и стопорных элементов, а также высокая трудоемкость процесса центрирования при сборке.
Конструкция объектива-прототипа, содержит индивидуальные для каждой линзы оправы, установленные в общем корпусе. При этом каждую из оправ центрируют относительно линзы по обоим торцам и наругкному диаметру, устанавливают, оправ ы в общий корпус и закрепляют их прижимным кольцом.
Недостатками конструкции объектива-прототипа является децентриро- вание линз объектива при его сборке возникающее вследствие наличия за- зоров между посадочными диаметрами оправ и корпуса,
Цель изобретения.- упрощение сбоки объектива при сохранении его точностных характеристик. ,
На фиг. 1 изображена конструкция предлагаемого объектива; на фиг. 2 и 3 - схемы процесса сборки объектива .
Объектив содержит линзы 1-3, установленные в оправах 4-6, взаимодействующих между собой торцовыми поверхностями 7 и 8 посредством кле заполняющего проточки 9 и 10. На торцовых поверхностях оправ, взаимодействующих между собой, вьтолнены также кольцевые проточки 11-14 большей глубины, чем проточки 9 и 10.
Q
5 0
5
0
5
0
В центрирующей призме 15 установлены оправы 4-6, зажатые в шаровых опорах 16 и 17 (фиг. 2 и 3).
Сборку объектива осуществляют следующим образом.
При сборке объектива избыток клея вытесняется из проточек 9 и 10 и частично заполняет кольцевые проточки 11-14, в результате чего предотвращается попадание клея на посадочные торцы 7 и 8.
Установка оправ в центрирующую призму, сжатие их в осевом направлении в шаровых опорах при одновременном прижиме к плоскостям центрирующей призмы обеспечивает самоцентрирование оправ по их посадочным, торцовым и наружным цилиндрическим поверхностям, в результате чего обеспечивается высокая точность центрирования линз объектива.
Формула изобретения
Объектив, содержащий линзы в. оправах, контактирующих между собой торцовыми поверхностями, отличающийся тем, iTo, с целью уйрощения сборки объектива при сохранении его точностных характеристик, линзы установлены соосно внешним поверхностям оправ, выполненных одинакового диаметра, на торцовых поверхностях оправ вьтолнены кольцевые проточки, между которыми вьшол- нена кольцевая проточка меньшей глубины, заполненная клеем, рабочие торцовые поверхности оправ выполнены, с учетом обеспечения заданного воздушного промежутка между линзами, а оправы установлены заподлицо одна с другой.
(fjuaz
16 I I ,,
:$S
4 5 6 fS (fiup.S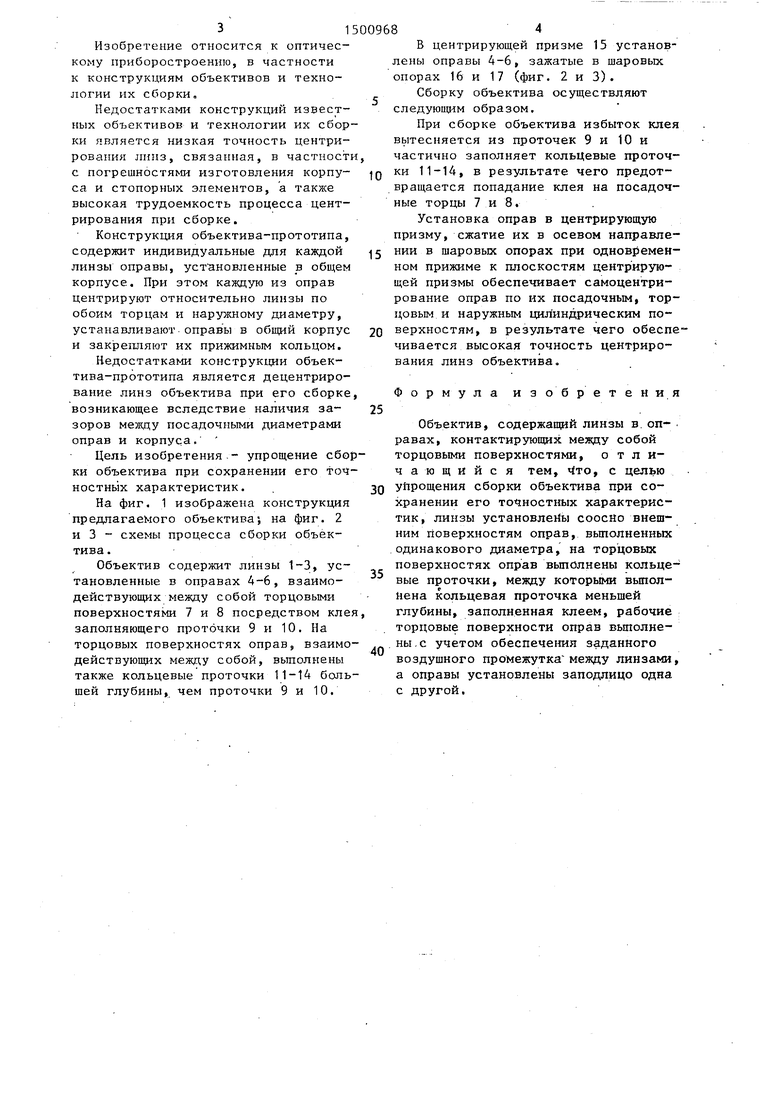
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки объектива | 1989 |
|
SU1721576A1 |
| Объектив | 1990 |
|
SU1770937A1 |
| Способ изготовления линзовой оптической системы | 1990 |
|
SU1755241A1 |
| Объектив | 1989 |
|
SU1721575A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ЛИНЗ | 1988 |
|
SU1841111A1 |
| СПОСОБ СБОРКИ СКЛЕИВАЕМЫХ ЛИНЗ И ОПРАВЫ | 1975 |
|
SU533198A1 |
| Способ беззазорного центрирования линз в оправах | 1983 |
|
SU1688219A1 |
| Оправа оптического прибора | 1987 |
|
SU1610458A1 |
| ОПТИЧЕСКИЙ СОЕДИНИТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2127891C1 |
| Устройство для центрирования линзы в оправе | 1980 |
|
SU932441A1 |
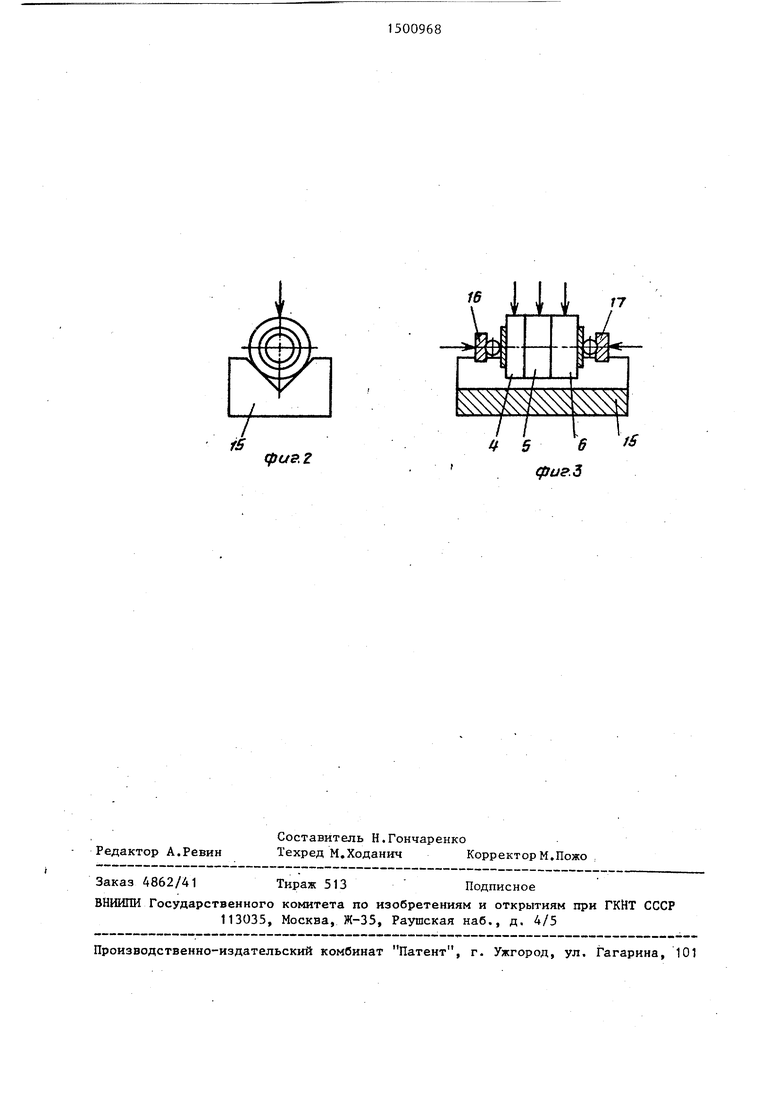
Изобретение относится к конструкциям объективов. Цель изобретения - упрощение сборки объектива при сохранении его точностных характеристик. Объектив содержит оправы 4, 5, 6 с линзами 1, 2, 3. Оправы 4, 5, 6 взаимодействуют между собой. На торцовых поверхностях оправ, взаимодействующих между собой, выполнены кольцевые проточки 11 - 14 между которыми выполнены кольцевые проточки 9, 10 меньшей глубины, заполненные клеем. Кольцевые проточки большей глубины предохраняют рабочие поверхности торцов 7, 8 оправ от попадания на них клея. Оправы установлены заподлицо друг с другом. При сборке объектива линзы закрепляют в оправах, центрируют каждую оправу по своей линзе посредством обработки ее торцов и наружных цилиндрических поверхностей, выполняют на встречных торцах оправ кольцевые проточки 11-14 и расположенные между ними кольцевые проточки 9, 10, наносят на кольцевые проточки меньшей глубины клей, склеивают оправы в центрирующей призме. 3 ил.
| Мальцев М.Д | |||
| Рассчет допусков на оптические детали | |||
| М.: Машиностроение, 1974, с | |||
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
