Изобретение относится к технике исследований физических свойств газотермических покрытий и может быть использовано в других областях техники, где находят применение пористые материалы.
Целью изобретения является повышение достоверности в определении газопроницаемости и снижение трудоемкости отделения покрытия от поверхности образца.
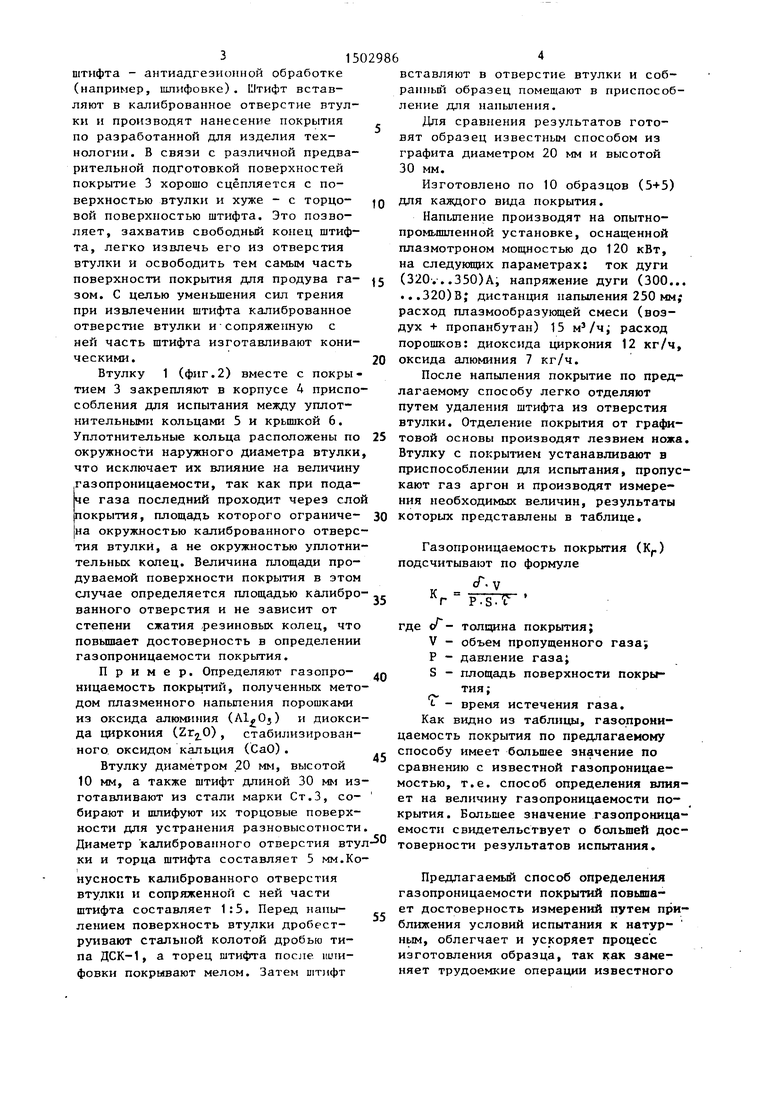
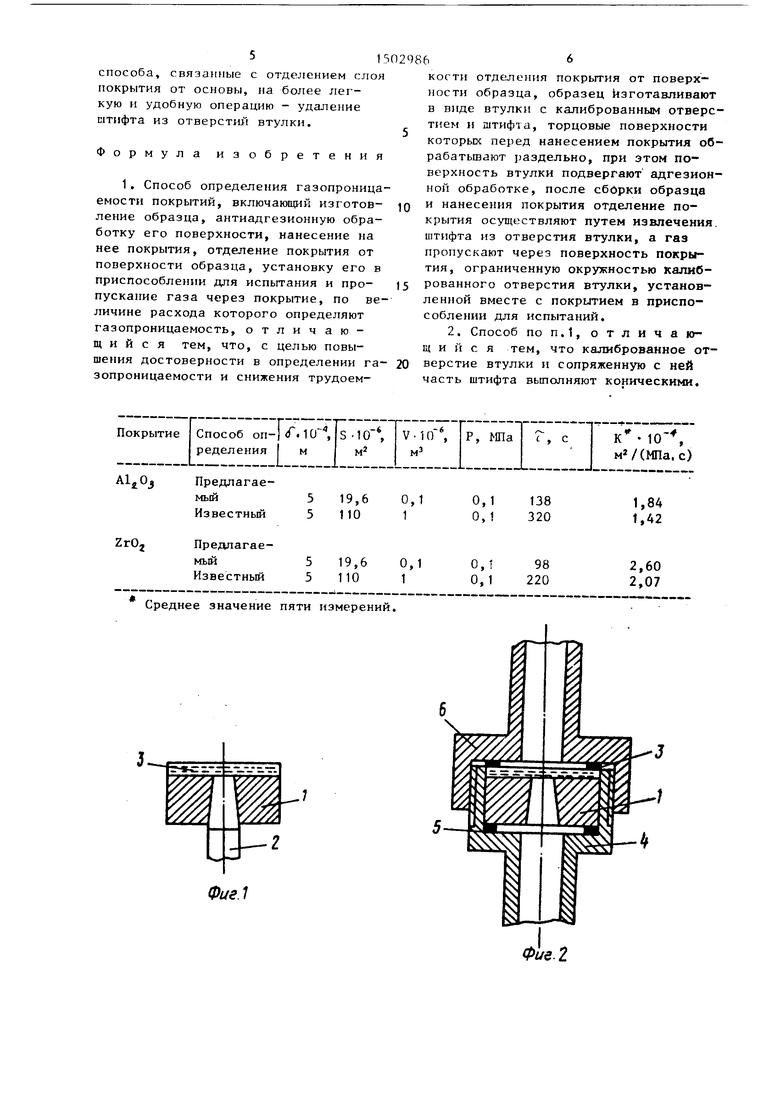
На фиг.1 изображен образец с покрытием, общий вид. в разрезе; на фиг.2 - схема установки втулки с покрытием в приспособлении для испытания .
Втулку 1 и штифт 2 образца (фиг.1) изготавливают из того же материала, что и изделие. Торцовую поверхность втулки подвергают обработке, обеспечивающей прочное сцепление покрытия с основой, .а торцовую поверхность
3150
штифта - антиадгеэиоиной обработке (например, шлифовке). Штифт вставляют в калиброванное отверстие втулки и производят нанесение покрытия по разработанной для изделия технологии. В связи с различной предварительной подготовкой поверхностей покрытие 3 хорошо сцепляется с поверхностью втулки и хуже - с торцо- вой поверхностью штифта. Это позволяет, захватив свободный конец штифта, легко извлечь его из отверстия втулки и освободить тем самым часть поверхности покрытия для продува га- зом. С целью уменьшения сил трения при извлечении штифта калиброванное отверстие втулки исопряженную с ней часть штифта изготавливают коническими.
Втулку 1 (фиг.2) вместе с покры- ткем 3 закрепляют в корпусе 4 приспособления для испытания между уплот- нительнымл кольцами 5 и крьш1кой 6. Уплотнительные кольца расположены по окружности наружного диаметра втулки, что исключает их влияние на величину газопроницаемости, так как при подаче газа последний проходит через слой покрытия, площадь которого ограниче- на окружностью калиброванного отверстия втулки, а не окружностью уплотни- тельных колец. Величина площади продуваемой поверхности покрытия в этом случае определяется площадью калиброванного отверстия и не зависит от степени сжатия .резиновых колец, что повышает достоверность в определении газопроницаемости покрытия.
Пример. Определяют газопро- ницаемость покрытий, полученных методом плазменного напьшения порошками из оксида алюминия () и диоксида циркония () , стабилизированного, оксидом кальция (СаО).
Втулку диаметром 20 мм, высотой 10 мм, а также штифт длиной 30 мм изготавливают из стали марки Ст.З, со- бирают и пшифуют их торцовые поверхности для устранения разновысотности Диаметр калиброванного отверстия втул ки и торца штифта составляет 5 мм.Конусность калиброванного отверстия втулки и сопряженной с ней части штифта составляет 1:5. Перед напылением поверхность втулки дробест- руивают стальной колотой дробью типа ДСК-1, а торец штифта после ииш- фовки покрьшают мелом. Затем штифт
5 0
5 0
п
5
5
5
вставляют в отверстие втулки и собранный образец помещают в приспособление для напыления.
Для сравнения результатов готовят образец известным способом из графита диаметром 20 мм и высотой 30 мм.
Изготовлено по 10 образцов (5+5) для каждого вида покрытия.
Напьшение производят на опытно- промьшшенной установке, оснащенной плазмотроном мощностью до 120 кВт, на следующих параметрах: ток дуги (320...350)А, напряжение дуги (300... ...320)Bj дистанция напыления 250 мм; расход плазмообразующей смеси (воздух + пропанбутан) 15 м /ч; расход порошков: диоксида циркония 12 кг/ч, оксида алюминия 7 кг/ч.
После напыпения покрытие по предлагаемому способу легко отделяют путем удаления штифта из отверстия втулки. Отделение покрытия от графитовой основы производят лезвием ножа. Втулку с покрытием устанавливают в приспособлении для испытания, пропускают газ аргон и производят измерения необходимых величин, результаты которых представлены в таблице.
Газопроницаемость покрытия (К) подсчитывают по формуле
сГ.у
V Firr
где толщина покрытия;
V - объем пропущенного газа
Р - давление газа;
S - площадь поверхности покрытия;
- время истечения газа. Как видно из таблицы, газопроницаемость покрытия по предлагаемому способу имеет большее значение по сравнению с известной газопроницаемостью, т.е. способ определения влияет на величину газопроницаемости покрытия . Большее значение газопроницаемости свидетельствует о большей достоверности результатов испытания.
Предлагаемый способ определения газопроницаемости покрытий повьша- ет достоверность измерений путем приближения условий испытания к натур- нь1М, облегчает и ускоряет процесс изготовления образца, так как заменяет трудоемкие операции известного
способа, связанные с отделением слоя покрытия от основы, на более легкую и удобную операцию - удаление штифта из отверстшТ втулки.
Формула изобретения
1. Способ определения газопроницаемости покрытий, включающий изготов- ление образца, антиадгезионную обработку его поверхности, нанесение на нее покрытия, отделение покрытия от поверхности образца, установку его в приспособлении для испытания и про- пускание газа через покрытие, по величине расхода которого определяют газопроницаемость, отличающийся тем, что, с целью повышения достоверности в определении га- зопроницаемости и снижения трудоемкости отделения покрытия от поверхности образца, образец изготавливают в виде втулки с калиброванным отверстием и штифта, торцовые поверхности которых перед нанесением покрытия об- рабатьшают раздельно, при этом поверхность втулки подвергают адгезионной обработке, после сборки образца и нанесения покрытия отделение покрытия осуществляют путем извлечения. штифта из отверстия втулки, а газ пропускают через поверхность покрытия, ограниченную окружностью калиброванного отверстия втулки, установленной вместе с покрытием в приспособлении для испытаний,
2. Способ ПОП.1, отличаю- щ и и с я тем, что калиброванное отверстие втулки и сопряженную с ней часть штифта выполняют коническими.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения адгезионной и когезионной прочностей сцепления металлических покрытий с металлической поверхностью | 2022 |
|
RU2796229C1 |
| Способ оценки адгезионной прочности покрытий и устройство для его осуществления | 2021 |
|
RU2764657C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ АДГЕЗИОННОЙ И КОГЕЗИОННОЙ ПРОЧНОСТИ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ НА ОБРАЗЦАХ | 2010 |
|
RU2456577C1 |
| Способ изготовления образца для определения адгезионной прочности на отрыв | 1981 |
|
SU993107A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АДГЕЗИИ ГАЗОТЕРМИЧЕСКОГО ПОКРЫТИЯ | 1995 |
|
RU2084868C1 |
| Способ определения прочности при срезе объемно-армированного полимерного композиционного материала | 2023 |
|
RU2817526C1 |
| Образец для определения прочности сцепления покрытия с подложкой | 1990 |
|
SU1809370A1 |
| Образец для определения прочности сцепления покрытия с основой | 1987 |
|
SU1490551A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СЦЕПЛЕНИЯ ПОКРЫТИЯ С ОСНОВОЙ НА ОТРЫВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2525144C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СЦЕПЛЕНИЯ НАНЕСЕННОГО СЛОЯ С ОСНОВНЫМ МАТЕРИАЛОМ | 1991 |
|
RU2087900C1 |
Изобретение относится к технике исследований физических свойств газотермических покрытий и может быть использовано там, где находят применение пористые материалы. Целью изобретения является повышение достоверности в определении газопроницаемости и снижение трудоемкости отделения покрытия от поверхности образца. Способ включает изготовление образца, нанесение на него покрытия, отделение покрытия от поверхности образца, установку его в приспособлении для испытания и пропускание газа через покрытие. Образец изготавливают в виде втулки с калиброванным отверстием и штифта. Торцовые поверхности перед нанесением покрытия обрабатывают раздельно, при этом поверхность втулки подвергают обработке, предусмотренной технологией нанесения покрытия на изделие, а поверхность штифта - антиадгезионной обработке. После сборки и нанесения покрытия его отделяют от поверхности образца путем извлечения штифта из отверстия втулки. Газ пропускают через поверхность покрытия, ограниченную окружностью калиброванного отверстия втулки, установленной вместе с покрытием в приспособлении для испытания. Целесообразно калиброванное отверстие втулки и сопряженную с ней часть штифта выполнить коническими. 1 з.п. ф-лы, 2 ил., 1 табл.
Среднее значение пяти измерений.
ФигЛ
| Способ исследования газопроницаемости пористых материалов | 1979 |
|
SU857792A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кречмар Э | |||
| Напыление металлов, керамики и пластмасс | |||
| - М.: Машиностроение, 1966, с | |||
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
