Изобретение относится к измерительной технике, а именно к неразрушающему контролю качества изделий, и может быть использовано в различных областях )1остгс ения и металлургической промынпенности.
Цель изобретения - расширение об- ла сти использования ча счет изготовления также и крупногабаритных образцов из высокопрочных материалов.
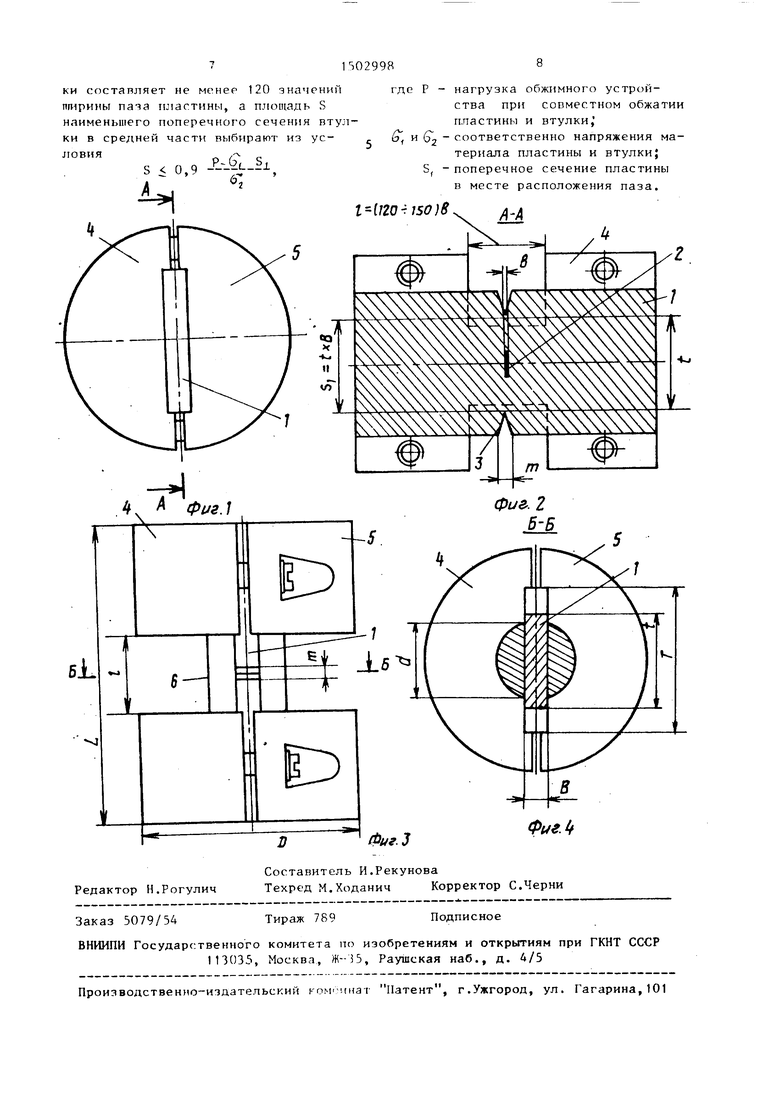
На фиг. 1 показ;1на : а1 отовка образца, установленная Р на11равляю111:их, вид сверху; на фиг.2 - ратрез А-А на фиг.1; на фиг.З - браяец и направляющие, вид спереди,- па ().4 --разрез
Б-Б на фиг.3.
Способ осу1цегт1 ,чя111 | следующим образом.
На основании заготовки образца в виде прямоугольной пластины 1 в ее центральной части выполняют паз 2, параллельный менынеГ боковой грани пластины, а на боковых гранях, перпендикулярных пазу 2, вьтолняют сквозные угловые проточки 3, размещают пластину 1 в направляющих так, чтобы ее боковые грани, параллельные пазу 2, находились заподлицо с торцами направляюлсих, и при помощи обжимного устройства обжимают пластину 1 вместе с обжимом направляющих в направлении, перпендикулярном пазу 2. При этом напрапляю1Ш1е выполняют в виде цилиндрическ ) втулки, состо- я;цсУт ;з дпух полу1ги.чин;шов 4 и 3, длина L которых равна длине пластиto со
)
00
3150
ны 1 н не превышает трех диаметров втулки, с прод 5льным CKr.O3Hi.iM пазом на внутренней поверхности каждого полуцилиндра 4 и 5 iinipiiHofi, paBHofi iioi- рине пластины 1, и суммарной глубиной и. , ныбранной и: условия 0,3В -, ц , 0,9В, где В - толпц.1на пластины 1 , и с выг1о:1неиной в средней части втулки КОЛЬЦеНСН) проточкой 6, от-
ношение ширины 1 которой к наибольшей толишне втулки в средней части не превышает 3, ппгрина 1 проточки составляет не менее 120 значений ширины b паза 2, а S наимень- шего поперечного сечения втулки в средней части выбирают из условия
,, ,
где Р - нагрузка обжимного устройства при совместном обжатии пластт ны 1 и втулки;
(Г и Oj - соответственно напряжения материала пластины 1 и втулки, S - поперечное пластины 1 в месте расположения паза 2,
Угловые проточки являются центраторами напряжений в месте расположения паза 2 (дефекта) при обжатии пла- стины 1, Площадь сечения пластины 1 между угловыми проточками и сечения втулки диамет ром Л выбирается с учетом непревьпнения наибольшего усилия Р обжимного устройства. Выполнение nji- линдрической втулки из двух полуцилиндров 4 и 5 обеспечивает надежное, без зазоров, закреп.т ение в ней пластины 1, что еогходимо для исключения изгибания ее в процессе обжима. Полуцилиндры А и 5 являются направляющими и определяют направления деформации пластины 1 при ее обжиме. При длине втулки L, равной д.чине пластины 1, обеспечивается равномерное распреде- ление нагрузки по всей ее торцовой поверхности и поверхности пластины 1 что гарантирует ее деформацию и деформацию втулки в месте расположения паза 2 (дефекта). Отношение между длиной втулки . и ее диаметром D не менее трех исклю шет ее изгиб и обеспечивает устойчивое положение втулки с пластино 1 между траверсами обжимной машины при их обжатии. Выполне- ние в каждом тюлутшлиндре 4 и 5 продольного паза шириной Т, равной ши- .рине пластин,, ж обхо тимо для устойчивого крепл Мяя С-1Ч1 между полу1Ц1Q
5
0
-
0 5 0 j п
линдрами 4 и 5. Суммарная глубина пазов равна 0,3 и.ли 0,9 толш11ны пластины 1,- соответственно минимальная или наибольшая их глубина, при которой обеспечивается надежное, без зазора, крепление пластины 1 при пюбой ее толщине между по- лу1у линдрами 4 и 5. Выбор ширины кольцевой проточки 6, во много раз (не менее, чем в 120) превосходящей иирину иели, обусловлен необходимостью иск лючения пластической деформации втулки при получении минимальной ширины щели.
При сжатии пластины 1 и втулки на одинаковую величину, вследствие различной длины деформируемых участков, материалы пластины 1 и втулки находятся в различных областях деформации. Длина пластины 1, в пределах которой осуществляется ее деформация, при ширине щели 0,1-0,2 мм не превышает 0,2-0,4 мм соответственно. Кольцевая проточка 6 длиной 12-30 мм при этом также деформируется на величину 0,2-0,4 мм. Таким образом, материал пластины 1 в месте расположения щели находится в пластической области, а материал втулки в упругой области деформаций. Поэтому после снятия на- , грузки Р втулка восстанавливает свои первоначальные размеры.
Размещение пластины 1 в направляющих так, чтобы ее торцы, параллельные продольным сторонам поперечного паза 2, находились заподлицо с торцами направляюпщх, позволяет осуществлять их совместный обжим. Наличие концентраторов деформации в виде сквозных угловых проточек 6 и совместное обжатие пластины 1 и направляющих позволяет обжимать образцы из высокопрочных материалов практически любой длины. Направляющие могут быть вьшолнены из пластичного материала, например алюминия, предел текучести которого в два-три раза меньше предела текучести материала обжимаемой пластины 1. Кроме этого, сечение направляющих в месте расположения паза 2 (дефекта) на пластине i может быть уменьшено до минимальных размеров. Поэтому дополнительные усилия для обжатия направляющих по сравнению с усилиями для обжатия пластины незначительны.
I
Пример. Стандартный образец выполняют в виде прямоугольной пластины 1 размерами 3 х 30 х 60 мм из
термоупрочняемой стали 40Х. На широкой грани пластины 1 с размерами 30 X 60 мм в ее центральной части необходимо получить дефект глубиной 0,2 мм, шириной 0,03 мм и длиной 2 мм. Для этого в центральной части этой поверхности изготавливают поперечный паз 2 глубиной 0,2 мм, шириной 0,15 мм и длиной 2 мм. Паз 2 изготавливают электроискровым методом. В качестве электрода используют латунную ленту толщиной О,1 мм. На боковых гранях пластины 1 прорезают
испытаний материалов на растяжение и сжатие 1958-10-1, развивающей нагрузку на испытуемое изделие до Юте. После деформации на заданную величину 41 0,45 мм снимают нагрузку, разбирают втулку и контролируют на мeтaллo fикpocкoпe ширину паза 2 пластины 1.
По предлагаемому способу осуществляется уменьшение имрины поперечных дефектов на образцах как малых, так и больших размеров, выполняемых из любых материалов различной плот

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛИСТОВОЙ КРОВЛИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2260660C1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Петлеобразователь | 1989 |
|
SU1738882A1 |
| ФИТИНГ ОБЖИМНОЙ, СПОСОБ ЕГО МОНТАЖА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2024 |
|
RU2831560C1 |
| Способ восстановления гильзы охотничьего патрона | 2019 |
|
RU2700128C1 |
| УКУПОРОЧНЫЙ ПАТРОН | 1993 |
|
RU2036128C1 |
| ПОВОДКОВЫЙ ЦЕНТР РАДИАЛЬНО-ОБЖИМНОЙ МАШИНЫ | 2013 |
|
RU2542223C1 |
| Способ восстановления гильзы охотничьего патрона и устройство для его осуществления | 2023 |
|
RU2818220C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВА ВЫСОКОГО ДАВЛЕНИЯ С ПРИСОЕДИНИТЕЛЬНОЙ АРМАТУРОЙ | 1992 |
|
RU2116551C1 |
Изобретение относится к неразрушающему контролю и позволяет расширить область использования способа. На широкой грани заготовки образца в виде прямоугольной пластины в ее центральной части выполняют поперечный паз, равный по глубине дефекту и параллельный меньшей боковой грани пластины. Пластину размещают между скрепленными в одно целое направляющими, располагают их на основании обжимного устройства и обжимают образец усилием, направленным перпендикулярно поперечному пазу. Кроме того, на боковых гранях пластины выполняют угловые сквозные проточки и располагают их на одной линии, проходящей через середину и параллельно продольным сторонам поперечного паза. Пластину в направляющих размещают так, чтобы ее торцы, параллельные продольным сторонам паза, находились заподлицо с торцами направляющих. Обжим образца осуществляют вместе с обжимом направляющих. 4 ил.
сквозные угловые проточки 3, располо- 5 ности. Предлагаемый способ позволяет
женные на одной линии, проходящей через середину поперечного паза 2 параллельно его продольным сторонам. С учетом ширины паза 2 0,15 мм наибольшее расстояние m между сторонами каждого углового паза должно быть не менее 0,45 мм. Глубина угловых проточек 3 составляет 2 мм.. С учетом технологических требований минимальный угол режущего инструмента, которым прорезают угловые пазы, равен 30. Наибольшее расстояние между сторонами угловых проточек 3 при этом равно m 2,5 мм. Направляющие выполнены из сплава Л16Т и изготовлены в виде полуцилиндров 4 и 5 высотой 60 мм. Собранные вместе направляюпше образуют втулку, наибольший диаметр которой равен 60 мм. В средней части по длине втулки выполнена кольцевая проточка 6. Ширина этой проточки равна 15,00 мм, ее диаметр 10 мм. В каждом полуцилиндре 4 и 5 со стороны внутренней части втулки профрезерован продольный паз шириной 30 мм и глубиной 1 мм. Пазы обоих полуцилиндров 4. и 5 расположены друг против друга. Для обжатия пластина 1 устанавливается между полуцилиндрами 4 и 5 в их продольные паяы так, чтобы торцы пластины 1 находились заподлицо ,с торцами втулки. Полуцилиндры 4 и 5 соединяются между собой винтами и скрепляются так, чтобы составить с пластиной 1 одно целое.
Собранная в одно целое втулка с пластиной 1 устанавливается торцовой стороной на нижнюю траверсу обжимного устройства (машины). Далее осутцест- вляют совместное обжатие втулки с пластиной 1 на величину Д1 0,45 мм. Величина деформации д1 пластины 1 и втулки контролируется по показывающему прибору машины универсальной для
с помощью одних и тех же направляю- 111ИХ- уменьшить ширину дефектов на образцах различной толщины.
Формула изобретения
Способ изготовления стандартного образца с дефектом типа щели, заключающийся -в том, что на основании заготовки образца в виде прямоугольной пластины в ее центральной части выполняют паз, параллельный меньшей - боковой грани пластины, размещают пластину между соединенными в одно целое направляющими и обжимают ее при помоши обжимного устройства в направлении, перпендикулярном пазу, отличающийся тем, что, с целью расширения области исполь- 1зования за счет изготовления также и крупногабаритных образцов из высокопрочных материалов, на боковых гранях пластины, перпендикулярных пазу, соосно с его продольной осью вьтол- няют сквозные угловые проточки, пластину размещают в направляющих так, чтобы ее боковые грани, параллельные пазу, находились заподлицо с торцами направляющих, а обжим пластины осуществляют совместно с обжимом направляющих, выполненных в виде цилиндрической втулки, состоящей из двух полуцилиндров, длина которых не превышает трех диаметров втулки, с про- дольным сквозным пазом на внутренней поверхности каждого полуцилиндра шириной, равной ширине пластины, и суммарной глубиной CL, выбранной из условия 0,3В а 0,9В, где В - толщина пластины, и с выполненной в средней части втулки кольцевой проточкой, отношение ширины 1 которой к наиббльшей толщине, втулки в средней части не превьш1ает 3, пшрина проточ
ки составляет не менее 120 значений пгирины пача пластины, а площадь S н.чименыпего поперечного сечения втулки в средней части выбирают из условия.-х
.9-P--M
нагрузка обжимного устройства при совместном обжатии пластины и втулки,
соответственно напряжения материала пластины и втулки; поперечное сечение пластины в месте расположения паза.
/
Фиг.З
Фие.
| Дорофеев А.Л., Каэаманов Ю.Г | |||
| Электромагнитная дефектоскопия.- М.: Машиностроение, 1980, с | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
