Изобретение относится к области обработки металлов давлением, и в частности, к процессам закрепления труб с биметаллическими профилированными законцовками в трубных решетках теплообменных аппаратов.
Известен способ закрепления труб в трубных решетках, включающий установку трубы в отверстие трубной решетки, предварительную ее развальцовку, размещение в отверстии трубы втулки из материала, обладающего коэффициентом линейного расширения и пределом прочности более высоким, чем материал трубы, развальцовку втулки совместно с трубой и трубной решеткой, термодиффузионную обработку соединения с последующим удалением втулки (см. а. с. 1212656, МПК В 21 D 39/06, Бюл. 7 от 23.02.86).
К недостаткам известного способа закрепления труб в трубных решетках, направленного на образование диффузионного схватывания материала трубы с материалом трубной решетки, следует отнести его низкую технологичность и, как следствие, дороговизну.
Известен также способ закрепления труб в трубных решетках, включающий выполнение на трубе профилированных законцовок с внешним и внутренним кольцевыми утолщениями, первое из которых формируют с трапециевидным поперечным сечением путем приложения к торцу трубы осевого усилия, установку профилированной законцовки трубы в отверстие трубной решетки, выполненное с внешней и внутренней кольцевыми канавками, с совмещением упомянутого внешнего кольцевого утолщения с соответствующей кольцевой канавкой отверстия трубной решетки, фиксацию трубы от возможного перемещения и последующее ее закрепление в отверстии трубной решетки путем приложения к внутренней поверхности трубы сжимающего усилия с обеспечением заполнения объема кольцевых канавок отверстия трубной решетки материалом утолщений трубы (см. RU 2095180; C1, МПК В 21 D 39/06, 12, 10.11.97 - прототип. )
К недостатку известного способа следует отнести то, что коррозионные характеристики вальцовочных соединений определяются только толщиной формируемой стенки профилированной законцовки. Последняя же имеет физические ограничения и тем самым определяет предельный срок межремонтного пробега трубного пучка. Кроме того, наблюдается одновременное заполнение объемов кольцевых канавок кольцевыми утолщениями профилированной законцовки, что требует увеличенных усилий на роликах механической вальцовки.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, который бы обеспечивал повышенные характеристики прочности и плотности, а также коррозионной стойкости вальцовочных соединений, не вызывал бы при этом коробления трубной решетки и позволял бы неоднократно увеличивать срок межремонтного пробега трубного пучка теплообменного аппарата.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем выполнение на трубе профилированных законцовок с внешним и внутренним кольцевыми утолщениями, первое из которых формируют с трапециевидным поперечным сечением путем приложения к торцу трубы осевого усилия, установку профилированной законцовки трубы в отверстие трубной решетки, выполненное с внешней и внутренней кольцевыми канавками, с совмещением упомянутого внешнего кольцевого утолщения с соответствующей кольцевой канавкой отверстия трубной решетки, фиксацию трубы от возможного перемещения и последующее ее закрепление в отверстии трубной решетки путем приложения к внутренней поверхности трубы сжимающего усилия с обеспечением заполнения объема кольцевых канавок отверстия трубной решетки материалом утолщенной трубы, согласно изобретению на трубе образуют биметаллические профилированные законцовки путем выполнения на внутренней поверхности каждого конца трубы кольцевой проточки, размещения в ней втулки из плакирующего материала с профилированными торцами, выполненными с выступами треугольной формы, соединенными между собой основаниями, с расположением свободного профилированного торца втулки под торцом трубы, и последующего обжима конца трубы со втулкой с получением переходного конического участка трубы, приложение к торцу трубы осевого усилия при образовании внешнего кольцевого утолщения осуществляют с обеспечением внедрения выступов втулки в материал трубы с заполнением упомянутым материалом объема между выступами, внутреннюю кольцевую канавку трубной решетки выполняют с треугольным поперечным сечением, установку профилированной законцовки в отверстие трубной решетки производят с расположением конического участка трубы в пределах длины внутренней кольцевой канавки трубной решетки, а внутреннее кольцевое утолщение трубы формируют с поперечным сечением, соответствующим поперечному сечению упомянутой внутренней кольцевой канавки, в процессе закрепления трубы в отверстии трубной решетки.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет получать вальцовочные соединения, обладающие, наряду с увеличенными характеристиками прочности и плотности, повышенными характеристиками коррозионной стойкости в условиях технологического управления необратимыми деформациями трубной решетки.
Это объясняется тем, что вальцовочное соединение образуют на биметаллической законцовке теплообменной трубы, представляющей соединение трубы со втулкой из плакирующего материала. При этом материал втулки имеет более отрицательный электродный потенциал, чем материал трубы. Тогда при закреплении трубы в трубной решетке, развивая контакт между плакирующим и плакируемым материалами, обеспечивают возможность формирования переходного слоя и, как следствие, реализацию процесса холодной сварки соединяемых материалов.
Кроме того, более отрицательный электродный потенциал плакирующего материала обуславливает появление цепи катод - анод и в результате - массоперенос со втулки на трубу. Таким образом, плакирующая втулка, повышающая эрозионные характеристики поверхности трубы, выполняет еще и роль протектора, когда коррозии подвергается в первую очередь ее материал. Толщина втулки в сочетании с качественно образованным переходным слоем между материалами втулки и трубы позволяют предопределять достаточно произвольное прогнозирование срока межремонтного пробега вальцовочного соединения и в целом трубного пучка. Последовательное заполнение объемов кольцевых канавок трубного отверстия материалом трубы не вызывает повышенных усилий на роликах механической вальцовки.
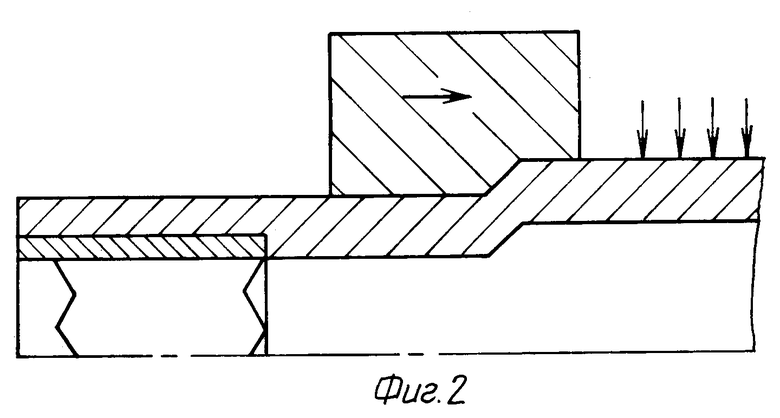
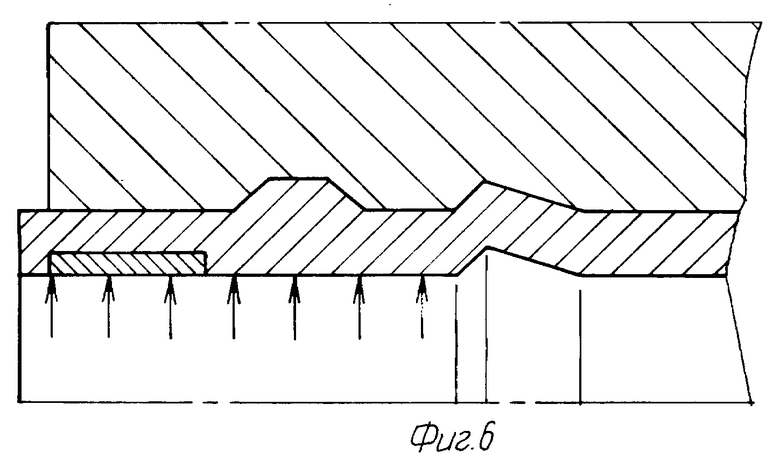
Сущность изобретения поясняется чертежами, где на фиг. 1 показано исходное положение теплообменной трубы с размещенной в кольцевой проточке втулкой из плакирующего материала, имеющей профилированные торцы в виде треугольников, соединенных в основании, перед их совместным обжимом; на фиг. 2 окончание стадии совместного обжима конца трубы и втулки; на фиг. 3 - исходное положение технологической оснастки и трубы с биметаллическим ее обжатым концом перед выполнением внешнего кольцевого утолщения; на фиг. 4 - стадия окончания выполнения кольцевого утолщения на внешней поверхности конца трубы с формированием поверхностей контакта между соединяемыми элементами по торцовым поверхностям втулки; на фиг. 5 - исходное положение трубной решетки и трубы с биметаллической профилированной законцовкой перед закреплением последней; на фиг. 6 - первая стадия развальцовки трубы с одновременным образованием второго кольцевого утолщения; на фиг. 7 - вторая стадия развальцовки соединяемых элементов с формированием переходного слоя на цилиндрической поверхности контакта трубы со втулкой; на фиг. 8 -вальцовочное соединение трубной решетки с биметаллической профилированной законцовкой теплообменной трубы.
Вариант осуществления предлагаемого изобретения состоит в следующем.
Первоначально осуществляют подготовку теплообменной трубы 1 к ее закреплению в трубной решетке. Труба проходит стандартные подготовительные операции по ее правке, отрезке мерной длины.
Далее в отверстиях концов трубы выполняют кольцевые проточки. Затем производят зачистку внешних поверхностей концов трубы и поверхностей проточек.
Втулка 2 из плакирующего материала, имеющая профилированные торцы в виде треугольников, соединенных в основании, также проходит операцию зачистки внешней поверхности.
Внешнюю поверхность втулки и внутренние поверхности концов трубы обезжиривают по стандартной технологии.
Втулку 2 устанавливают в отверстие трубы 1 (фиг. 1). Размещение втулки в кольцевой проточке отверстия трубы может осуществляться одним из перечисленных ниже технологических процессов: путем ее обжима в предварительно обжатом конце трубы; ее обжимом с одновременным обжимом конца трубы; ее запрессовкой в отверстие проточки трубы, совместным обжимом конца трубы и втулки (фиг. 2). В последнем случае втулку размещают в отверстии кольцевой проточки трубы с минимальным зазором. Длина втулки меньше глубины кольцевой проточки, так что торец втулки располагается под торцом трубы. Трубу фиксируют от осевого перемещения радиальным давлением (показано стрелками) и со стороны свободного ее торца располагают матрицу 3.
Воздействуя осевым усилием (фиг. 2) на матрицу, сообщают ей перемещение относительно трубы, вызывая при этом совместную деформацию обжимом материалов трубы и втулки. Различие в механических свойствах плакирующего и плакируемого материалов, а также в их степенях деформаций при обжиме объясняет наличие некоторого по величине остаточного давления на контактной поверхности соединяемых элементов и гарантирует удержание втулки в отверстии проточки трубы.
Технологическая процедура активирования контактной поверхности соединяемых элементов достигается различными операциями:
1. Формоизменением втулки путем ее обжима в процессе перемещения в проточке предварительно обжатого конца трубы.
В этом случае из-за разных геометрических поперечных размеров трубы и втулки, различия в их механических свойствах имеет место пластическое деформирование материала втулки, которое сопровождается набором толщины ее стенки. Упругая разгрузка (по схеме обжим - раздача) материала втулки предопределяет появление контактных напряжений между соединяемыми элементами, что и удерживает упомянутую втулку в отверстии трубы.
2. Одновременным формоизменением путем обжима соединяемых элементов. По этой технологической схеме соединяемые элементы независимо один от другого проходят операцию обжима, причем втулке сообщается и одновременное осевое перемещение относительно стенок проточки.
3. Совместным формоизменением путем обжима соединяемых элементов, когда предварительно производится сборка соединяемых элементов (отсутствует перемещение втулки в осевом направлении, но оно присутствует в тангенциальном направлении.
4. запрессовкой втулки в отверстие проточки конца трубы, объясняемое разностью диаметров отверстия в проточке трубы и внешним диаметром втулки. Перемещение втулки относительно проточки трубы из-за разной исходной шероховатости контактируемых поверхностей приводит к локальной деформации более мягкого материала, которым является материал трубы.
Затем трубу фиксируют по внешней поверхности радиальным давлением (показано стрелками), предотвращающим ее осевое перемещение, и на обжатом конце размещают разъемную по образующей матрицу 4 (фиг. 3). Матрица имеет два цилиндрических участка (больший и меньший по диаметрам), сочетающиеся коническим участком. Таким образом, размещение матрицы на выступающем конце трубы достигается контактом их конических участков. В матрице выполнена кольцевая канавка трапециевидного поперечного сечения. На внешних поверхностях матрицы и прижима по посадке движения устанавливают толстостенную обойму 5 из закаленного материала, например стали Х12М. В отверстие втулки с минимальным зазором устанавливают ступенчатый пуансон 6, большая ступень которого выполнена с минимальным зазором по отношению к диаметру матрицы.
Прикладывая осевое усилие к торцу ступенчатого пуансона, вызывают (фиг. 4) последовательное осевое течение материала трубы первоначально в области над свободным торцом втулки, обеспечивая ее фиксирование в трубе.
Формирование на трубе кольцевого утолщения протекает при значительных давлениях, что вызывает (первоначально) внедрение треугольных выступов втулки в материал трубы, с большими (в последующем) сдвиговыми деформациями материала трубы относительно профилированных поверхностей торцов втулки, что способствует развитию очагов механического схватывания и далее процесса холодной сварки на контактных поверхностях трубы и втулки. Качественному заполнению объема кольцевой канавки способствует объем материала трубы, предусмотренный в припуске на длине обжатого конца. Отверстие во втулке калибруется по диаметру малой ступени пуансона.
Аналогичную биметаллическую профилированную законцовку выполняют и на втором конце трубы.
После чего приступают к закреплению трубы в трубном отверстии, имеющем две кольцевые канавки с трапециевидным (внешняя) и треугольным (внутренняя) поперечными сечениями. Трубу размещают в трубной решетке 7, достигая совпадения кольцевого утолщения на трубе с кольцевой канавкой трубного отверстия. В этом случае переходный конический участок трубы размещается консольно относительно кромки внутренней кольцевой канавки. Контроль правильности установки трубы ведут посредством замера выступающей части трубы над лицевой поверхностью трубной решетки (фиг. 5). В отверстие втулки устанавливают механическую вальцовку, содержащую три конических ролика (их воздействие на трубу условно показано стрелками).
Поскольку предварительный обжим трубы вызвал профилирование также и внутренней ее поверхности, то приложение (фиг. 5) к ней радиального давления от роликов вальцовки не вызывает изначального подрезания стенки трубы. Имеет место реализация первой стадии развальцовки трубы. При этом уже на начальном ее этапе образуется контакт между трубой и внутренней кромкой кольцевой канавки с треугольным поперечным сечением. Внеконтактная деформация материала трубы приводит на первой стадии ее развальцовки к локальной раздаче и формированию кольцевого утолщения с поперечным сечением, определяемым поперечным сечением внутренней кольцевой канавки (фиг. 6).
Окончание первой стадии развальцовки трубы характеризуется заполнением объемов обеих кольцевых канавок трубного отверстия материалом трубы.
Вторая стадия развальцовки соединяемых элементов, когда наблюдается совместная их деформация (фиг. 7), обусловлена увеличивающимися радиальными давлениями со стороны втулки на трубу. Повышенные давления, а также сдвиговые тангенциальные деформации материала трубы относительно внешней поверхности втулки в сочетании с локальным разогревом очага деформации от работы совершаемой пластической деформации приводят к формированию переходного слоя, в котором реализуются акты холодной сварки соединяемых материалов.
Кроме того, переходный слой с учетом, что материал втулки имеет более отрицательный электродный потенциал, является гарантом образования цепи катод - анод. Как следствие этому, коррозионному воздействию подвергается в первую очередь материал втулки.
Образованное вальцовочное соединение (фиг. 8) обладает повышенными характеристиками прочности, плотности и коррозионной стойкости.
Опытно-промышленная проверка предлагаемого способа прошла при закреплении теплообменных труб из стали 10 (с геометрическими размерами: внешний диаметр - 25 мм; внутренний диаметр - 19,3 мм) с биметаллическими профилированными законцовками (в сочетании со сталью Х18Н10Т), имеющими на внешней поверхности трубы кольцевое утолщение трапециевидного поперечного сечения.
Втулки из стали Х18Н10Т имели геометрические размеры 20•1•25 мм. В отверстиях труб выполняли кольцевые проточки диаметром 20,05 мм и глубиной, равной 27 мм. На торцах втулок механическим путем выполняли выступы треугольного поперечного сечения с углами в вершинах, близкими к 120 градусам.
Осуществляли сборку труб со втулками (после их соответствующей подготовки), обеспечивая выступание торцов труб над торцами втулок в пределах 2 мм. Концы теплообменных труб, содержащих втулки из плакирующего материала, обжимались на диаметр 23,8 мм.
Штамповая оснастка для получения биметаллических законцовок изготавливалась из стали Х12М с твердостью после закалки HRCэ= 52. . . 56 ед и исполнительными размерами по 7 квалитету точности.
Трубные отверстия имели кольцевые канавки с геометрическими размерами: внешняя канавка - основание нижнее - 3 мм, основание верхнее - 2,8 мм, глубина - 0,5 мм. Кольцевое утолщение на внешней поверхности конца трубы выполняли соответствующим канавке с геометрическими размерами: большим основанием - 3 мм, меньшим основанием - 2,8 мм, высотой - 0,49 мм.
Обжим концов теплообменных труб и холодное выдавливание кольцевых утолщений осуществляли на универсальном специальном гидравлическом горизонтальном прессе двойного действия с усилиями соответственно в 70 и 300 кН.
Закрепление теплообменных труб с биметаллическими профилированными законцовками выполняли в отверстиях трубных решеток из стали 16 ГС отечественными вальцовками на стенде фирмы "Индреско" за два перехода.
Как показали металлографические исследования пограничного слоя, холодная сварка наблюдается как по торцам, а также на цилиндрической контактной поверхности (в пределах длины вальцовочного пояска).
Коррозионные испытания в тропической камере при температуре 40oС и влажности в 95%, проводимые с целью установления возможности проникновения коррозионных пятен в переходный слой соединяемых элементов, выявили, что после нахождения образцов более чем 3000 часов труба в пределах вальцовочного пояска коррозии не подвергалась.
Вальцовочные соединения, обладающие повышенными характеристиками прочности и плотности, проявили и высокие характеристики коррозионной стойкости.
Изобретение применимо при изготовлении и ремонте трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, энергетической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2173231C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2196657C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164835C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174888C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170635C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174886C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174889C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182056C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177852C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182055C2 |





Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении теплообменных аппаратов. На внутренней поверхности каждого конца трубы выполняют кольцевую проточку, в которой размещают втулку из плакирующего материала с профилированными торцами, имеющими выступы треугольной формы, соединенные между собой основаниями. Свободный профилированный торец втулки располагают под торцом трубы. Конец трубы со втулкой обжимают с получением переходного конического участка трубы, после чего на внешней поверхности трубы выполняют внешнее кольцевое утолщение с трапециевидным поперечным сечением путем приложения к торцу трубы осевого усилия. При этом обеспечивают внедрение выступов втулки в материал трубы с заполнением упомянутым материалом объема между выступами. При установке трубы в отверстие трубной решетки конический участок трубы располагают в пределах длины внутренней кольцевой канавки трубной решетки, имеющей треугольное поперечное сечение. Внешнее кольцевое утолщение трубы совмещают с внешней кольцевой канавкой отверстия трубной решетки. Трубу фиксируют от возможного перемещения и закрепляют в отверстии трубной решетки путем приложения к внутренней поверхности трубы сжимающего усилия. В процессе закрепления формируют внутреннее кольцевое утолщение трубы с поперечным сечением, соответствующим поперечному сечению внутренней кольцевой канавки. В результате обеспечивается повышение плотности, прочности и коррозионной стойкости полученных вальцовочных соединений. 8 ил.
Способ закрепления труб в трубных решетках, включающий выполнение на трубе профилированных законцовок с внешним и внутренним кольцевыми утолщениями, первое из которых формируют с трапециевидным поперечным сечением путем приложения к торцу трубы осевого усилия, установку профилированной законцовки трубы в отверстие трубной решетки, выполненное с внешней и внутренней кольцевыми канавками, с совмещением упомянутого внешнего кольцевого утолщения с соответствующей кольцевой канавкой отверстия трубной решетки, фиксацию трубы от возможного перемещения и последующее ее закрепление в отверстии трубной решетки путем приложения к внутренней поверхности трубы сжимающего усилия с обеспечением заполнения объема кольцевых канавок отверстия трубной решетки материалом утолщений трубы, отличающийся тем, что на трубе образуют биметаллические профилированные законцовки путем выполнения на внутренней поверхности каждого конца трубы кольцевой проточки, размещения в ней втулки из плакирующего материала с профилированными торцами, выполненными с выступами треугольной формы, соединенными между собой основаниями, с расположением свободного профилированного торца втулки под торцом трубы, и последующего обжима конца трубы со втулкой с получением переходного конического участка трубы, приложение к торцу трубы осевого усилия при образовании внешнего кольцевого утолщения осуществляют с обеспечением внедрения выступов втулки в материал трубы с заполнением упомянутым материалом объема между выступами, внутреннюю кольцевую канавку трубной решетки выполняют с треугольным поперечным сечением, установку профилированной законцовки в отверстие трубной решетки производят с расположением конического участка трубы в пределах длины внутренней кольцевой канавки трубной решетки, а внутреннее кольцевое утолщение трубы формируют с поперечным сечением, соответствующим поперечному сечению упомянутой внутренней кольцевой канавки, в процессе закрепления трубы в отверстии трубной решетки.
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1996 |
|
RU2095180C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2133165C1 |
| СОЕДИНЕНИЕ ТРУБНОЙ ДОСКИ С ЗАВАЛЬЦОВАННОЙ | 0 |
|
SU265060A1 |
| СПОСОБ ДИАГНОСТИКИ УСТОЙЧИВОСТИ КРУПНОГО РОГАТОГО СКОТА К ВИРУСУ ЛЕЙКОЗА | 2010 |
|
RU2428485C1 |
| Многоканальный коммутатор | 1985 |
|
SU1285511A1 |

