Изобретение относится к обработке металлов давлением, в частности к штампам для гибки крестообразных деталей с отогнутой лапкой из листа.
Цель изобретения - повышение производительности за счет совмешения операций гибки и надрезки и обеспечения возможности гибки пространственных деталей.
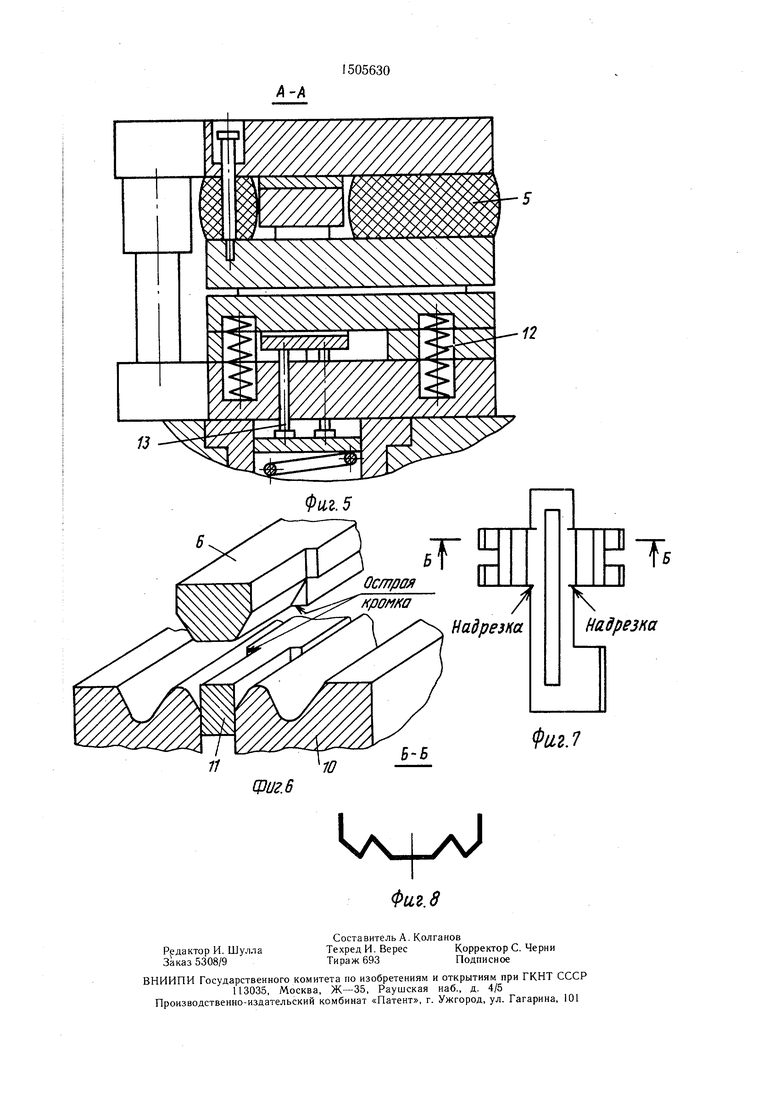
На фиг. I показан штамп в исходном положении (поперечный разрез); на фиг. 2 - детали штампа в момент прижима заготовки и надрезки ее участка; на фиг. 3 - то же, в момент оформления профиля детали по матрице; на фиг. 4 - то же, в конце гибки; на фиг. 5 - разрез А-А на фиг. 4; на фиг. 6 - изометрическая проекция средней части штампа; на фиг. 7 - изделие, полученное в штампе; на фиг. 8 - сечение Б-Б на фиг. 7.
Штамп содержит верхнюю 1 и нижнюю 2 плиты. На верхней плите 1 с помощью держателя 3 закреплен трехсекционный пуансон, содержащий боковые секции 4 и подпружиненную буфером 5 среднюю секцию 6. Боковые секции 4 выполнены со скосами в нижней части, образующими гибочные кромки. Средняя секция 6 выполнена с выступами в горизонтальной плоскости. Нижняя поверхность средней секции 6 выполнена с режущими кромками, со скосами в средней .части и гибочной кро.мкой на боковой поверхности концевой части. На нижней плите 2 размешена обойма 7. Матрица выполнена трехсекционной и размещена в обойме 7. Боковые секции 8 матрицы связаны осями 9 со средней секцией 10 и выполнены с возможностью взаимодействия с обоймой 7. Средняя секция 10 выполнена с поперечным пазом во фронтальной плоскости и с рабочими поверхностями на зеркале, соответствующими рабочим поверхностям частей пуансона. В поперечном пазу размещен прижим II, подпружиненный пружинами 12 к нижней плите. Средняя секция 10 матрицы
сд
о
ел
Од
со
винтами 13 связана с буфером пресса 14. Кроме того, показана заготовка 15.
Штамп работает следующим образом.
Заготовка 15 устанавливается на прижим и и боковые секции 8 матрицы. При опускании ползуна пресса заготовка зажимается между средней секцией 6 пуансона и прижимом 11. Секция 6 пуансона надрезает деталь в четырех местах и оформляет середину изделия по средней секции 10 матрицы, при перемеш.ении которой боковые секции 8 оформляют края изделия.
Штамп позволяет выполнять гибку сложных пространственных деталей с несколькими плоскостями гиба с одновременной надрезкой части заготовки.
Формула изобретения
Штамп для гибки крестообразных деталей с отогнутой лапкой из листовых заготовок, содержащий пуансон, закрепленный на верхней плите, обойму на нижней плите и трехсекционную матрицу, размещенную в обойме, при этом средняя секция матрицы связана с буфером пресса, а боковые секции матрицы выполнены поворотными с возможностью взаимодействия с обоймой, отличающийся тем, что, с целью повышения производительности за счет совмещения операций гибки и надрезки и обеспечения возможности гибки пространственных деталей, он снабжен Т-образным в плане прижимом, подпружиненным к нижней плите, пуансон выполнен трехсекционным, боковые секции пуансона выполнены со скосами в нижней
части, образующими гибочную кромку на каждой секции, средняя секция пуансона выполнена с выступами в горизонтальной плоскости и подпружинена к верхней плите, нижняя поверхность средней секции пуансона выполнена с режуц ими кромками, размещенными с обеих сторон выступов со скосами в средней части, образующими две гибочные кромки, и с гибочной кромкой на боковой поверхности кОнцевой части, матрица выполнена с поперечным пазом во фрон0 тальной плоскости и с рабочими поверхностями на зеркале, соответствующими рабочим поверхностям частей пуансона, а обойма выполнена с гибкой кромкой на зеркале для отгибки лапки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для надрезки и отгибки | 1991 |
|
SU1804937A1 |
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
| Штамп для изготовления изделий с надрезанной и отогнутой лапкой | 1985 |
|
SU1281324A1 |
| Штамп для изготовления пружинных стопорных колец | 1988 |
|
SU1641493A1 |
| Способ вырезки деталей из листовых заготовок и штамп для его осуществления | 1986 |
|
SU1470394A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1988 |
|
SU1505647A1 |
| ШТАМП ДЛЯ ОТГИБКИ ЭЛЕМЕНТОВ ЗАГОТОВКИ В РАЗНЫЕ СТОРОНЫ | 1991 |
|
RU2021861C1 |

Изобретение относится к обработке металлов давлением , в частности, к штампам для гибки крестообразных деталей с отогнутой лапкой. Цель изобретения - повышение производительности за счет совмещения операций гибки и надрезки и обеспечения возможности гибки пространственных деталей. Штамп содержит трехсекционный пуансон, средняя секция которого подпружинена к верхней плите и имеет режущие кромки на выступах, трехсекционную матрицу с поворотными боковыми секциями, размещенную в обойме на нижней плите, и подпружиненный прижим в поперечном пазу средней секции матрици. Заготовка зажимается между прижимом и средней секцией пуансона. При этом происходит надрезка и оформление изделия по матрице. При дальнейшем движении ползуна матрица опускается, а ее боковые секции отгибают края детали. Штамп позволяет выполнять гибку сложных деталей с несколькими плоскостями гиба с одновременной надрезкой. 8 ил.
ц.г.1
ФиеЛ
/J
Фиг. 5
11
фиг. 6
W|
Т.
Фаг.7
| Ю | |||
| Л | |||
| Поляков | |||
| Листовая штамповка легированных сплавов.-М.: Машиностроение, 1980, рис | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
