1
(Изобретение относится к технологй1 еской оснастке для холодной листйяэой штамповки и может быть испольдаэдаано в области машиностроения.
Целью изобретения является повыйвение качества изделий и производительности штамповки путем одновременного с отбортовко отделения отхода .
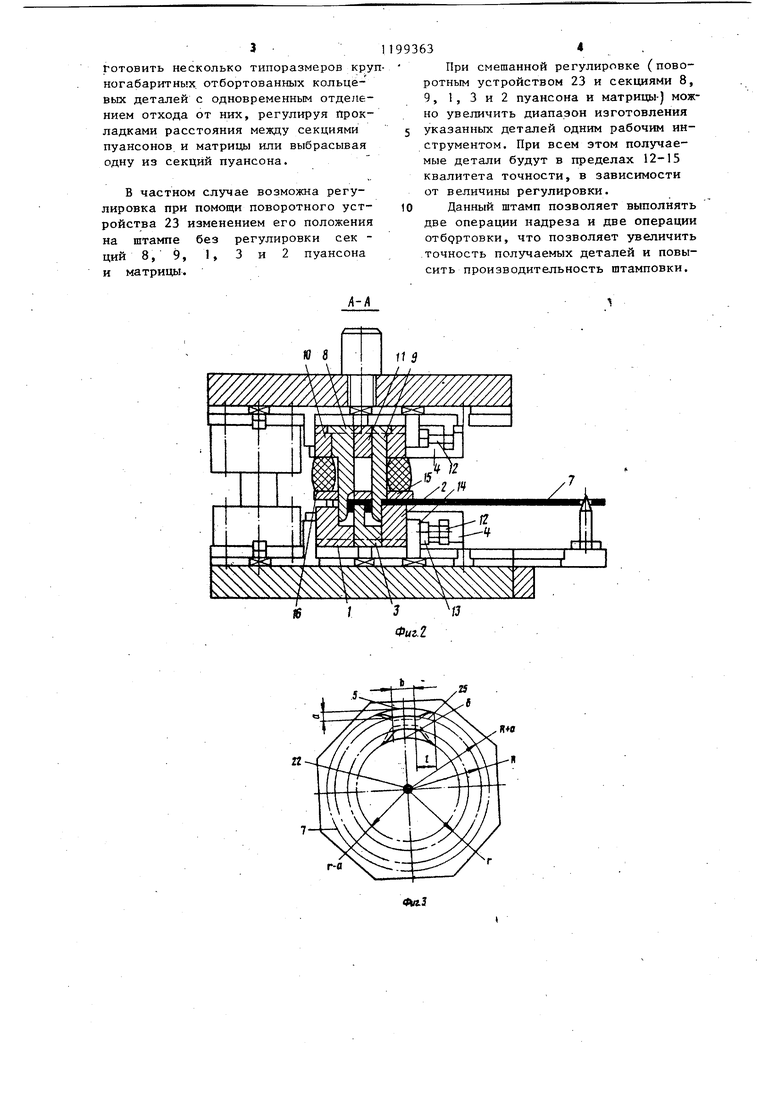
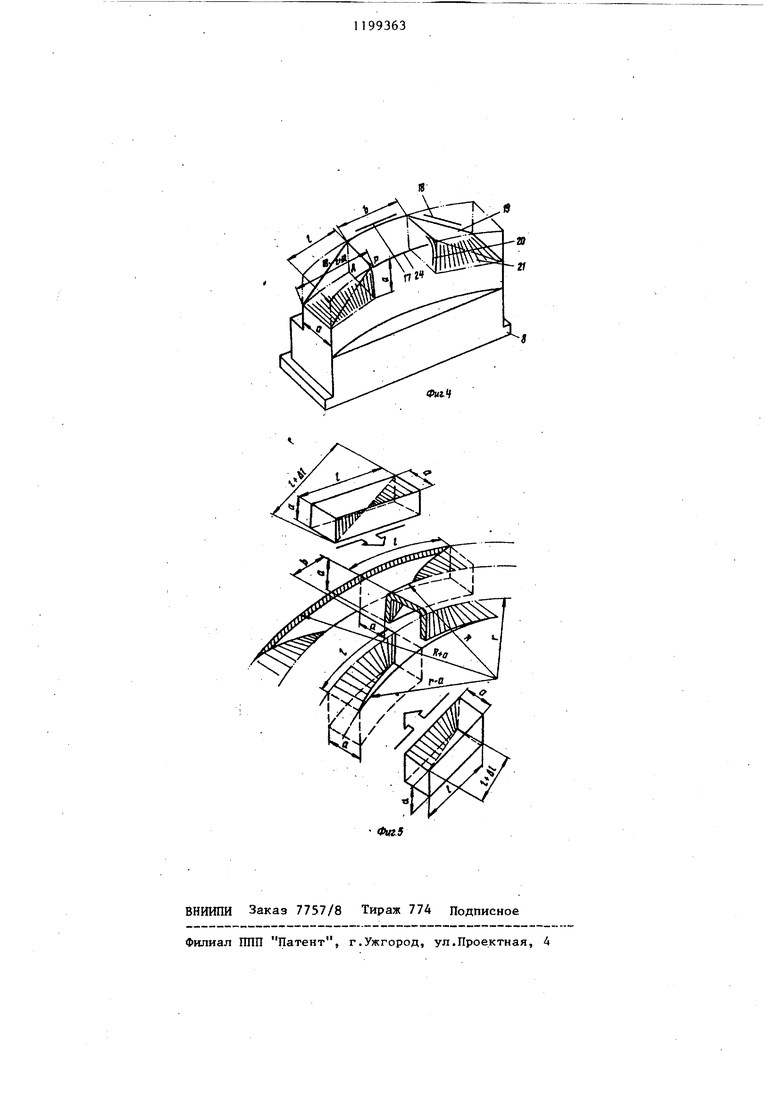
На фиг.1 - схематически изображен предлагаемый штамп, общий вид в плане; на фиг.2 - сечение А-А на фиг.1 на фиг.З - заготовка после первого рабочего хода штампа, план; на фиг. 4 - пуансон для надрезки и отбортовки, аксонометрия; на фиг.5схема процесса надрезки и отбортовки для наружного и внутреннего контуров. I ,
Устройство содержит две кольцевые
режущие матрицы 1 и 2, расположенные по обе стороны, т.е. со стороны внутренней и наружной поверхностей отбортовочной матрицы 3, с возможностью перемещения по направляющим 4. Контуры режущих матриц 1 и 2 соответствуют участкам наружного 5 и внутреннего 6 контуров надрезаемой по элементам заготовки 7 кольца. Наружный и внутренний контуры отбортовочной матрицы соответствуют наружному и внутреннему контурам получаемого кольца. Штамп имеет также два отбортовочных пуансона 8 и 9, установленных в универсально-сборном пуансонодержателе, состоящем из двух направляющих 4 и двух регулируемых секций 10. Между пуансонами 8 и 9 размещена сменная прокладка 11. Регулировка и фиксация пуансонов и матриц производится при помощи винтов 12, контргаек 13 и Т-образных шпонок 14. Прижим и съем заготовки 7 производится при помощи прижима-съемника, состоящего из планки 15 и буфера 16, вьшолненного из полиуретана для обеспечения необходимого усилия прижима. Режущие кромки 17 и 18 расположены на пересечении торцовой и боковой поверхностей пуансона и выполнены на рабочем конце каждого отбортовочного пуансона со стороны обращенной к соответствукнчей режущей матрице, и имеют трепециевидную форму. Каждый пуансон имеет симметрично от оси расположенное наклонные плоскости 19, переходящие в отбортовочные поверхности 20 с линей993632
чатыми участками 21, примыкающие к режущим кромкам 18. Форма, пуансонов 8 и 9 должна соответствовать внутреннему и наружному контурам деталей.
Штамп работает следующим образом.
Перед началом работы заготовка 7 с центральным отверстием
to 22 устанавливается свободно на конусный штырь поворотного узла 23.
В начальный момент первого рабочего хода штампа заготовка 7 прижимается планкой 15, и пуансоны 8 и 9
15 производят частичный надрез участ- . ком режущей кромки 17, например, по участку 5 наружного контура заготовки, а соответствующая этому надрезу отбортовочная кромка 24 начинает
20 отгибать надрезанные участки заготовки на участке величиной Ь .
При дальнейшем внедрении пуансона в листовую заготовку 7 надрез производят наклонные участки режущих кромок 18, а соответствующие этому надрезу отбортовочные поверхности с линейчатыми участками 21 начинают отбортовку надрезанных участков 25 на длине заготовки 7. В то же время отбортовочные участки 24 производят полную отбортовку наружного контура детали на участке, равном Ь, Аналогично производится надрез с отбортовкой внутреннего контура тали.
Перед следукхцим рабочим ходом штампа заготовку на поворотном узле 23 поворачивают на заданный угол против часовой стрелки для последующего вьтолнения надреза с отбортовкой.
При последующем рабочем ходе штампа производится надрезка с отбортовкой следующего участка заготовки с
одновременной отбортовкой гибом правого надрезанного участка и калиб.ровкой отбортовки при перекрытии отбортованных участков заготовки 7.Затем цикл повторяется несколько раз
50 до полного изготовления кольцевой отбортованной детали.
Таким образом, в предлагаемом штампе совмещена операция поворота заготовки с поэлементной надрезкой
55 и отбортовкой по криволинейному наружному и внутреннему контурам.
Одним сборным пуансоном и матрицей в предлагаемом штампе можно из3 , .
готовить несколько типоразмеров круногабаритных отбортованных кольцевых деталей с одновременным отделением отхода от них, регулируя прокладками расстояния между секциями пуансонов и матрицы или выбрасывая одну из секций пуансона.
В частном случае возможна регулировка при помощи поворотного устройства 23 изменением его положения на штампе без регулировки сек ций 8,9, 1, 3 и 2 пуансона и матрицы.
993634 . .
При смешанной регулировке (поворотным устройством 23 и секциями 8, 9, 1, 3 и 2 пуансона и матрицы-) можно увеличить диапазон изготовления 5 указанных деталей одним рабочим инструментом. При всем этом получаемые детали будут в пределах 12-15 квалитета точности, в зависимости от величины регулировки. 10 Данный штамп позволяет выполнять две операции надреза и две операции отбрртовки, что позволяет увеличить точность получаемых деталей и повысить производительность штамповки.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| Способ получения отбортованных отверстий в листовом материале и комбинированный пуансон для его осуществления | 1991 |
|
SU1803233A1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
| Штамп для отбортовки полых корпусных деталей | 1983 |
|
SU1110516A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТБОРТОВАННОГО ПЛОСКОВЫГНУТОГО ДНИЩА ДЛЯ АВТОЦИСТЕРНЫ | 1998 |
|
RU2148459C1 |
| Способ штамповки пластин из листовых заготовок | 1991 |
|
SU1797509A3 |
| Штамп для пробивки-вырубки | 1989 |
|
SU1708474A1 |
| Штамп для надрезки и отгибки | 1991 |
|
SU1804937A1 |
| Штамп для изготовления листовых деталей | 1976 |
|
SU612733A1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
ШТАМП ДЛЯ ПОЭЛЕМЕНТНОЙ ИТА ПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК, содержащий закрепленную «а ниж ней плите отбортовочную матрицу с контуром, соответствующим наружному контуру изготавливаемого изделия, и закрепленный на верхней гшите пуансон, имею1ций по меньшей мере одну .J отбортовочную поверхность с линейчатым участком, о т л и ч а ю щ и йс я тем, что, с целью повышения качества изделий и производительности штамповки путем одновременного с отбортовкой отделения отхода, он снабжен двумя режущими матрицами, расположенными по обе стороны отбортовочной матрицы, и дополнительным пуансоном с рабочей частью, аналогичной рабочей части основного пуансона, каждый пуансон выполнен с дополнительной отбортовочной поверхностью с линейчатым участком, аналогичной указанной и симметрично с ней расположенной относительно оси пуансона, и с режущей кромкой, расположенной на пересечении торцовой и боковой поверхностей пуансона со стороны, обращенной к соответствующей режущей матрице, и выполненной трапециевидной формы.
| Устройство для измерения воспринятого теплового потока | 1974 |
|
SU568788A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ПУАНСОН ДЛЯ ОТБОРТОВКИ | 0 |
|
SU252275A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
