его изготовления можно использовать например, сталь с последующей закалкой до твердости выше, чем твердость оправки. Внешне он имеет форму цилиндра, один торец которого плоский а второй, обращенный к инструменту, выполнен в форме части поверхности конуса Морзе. Пьезоэлемент 4 может быть тороидальной формы из пьезоке- рамики марки ЦТНС-1, соответственно и токосъемники 6 должны быть такой же формы и размера. Элемент 5 регулировки предварительного натяга представляет собой закаленный стальной винт с отверстием для вывода соединительных проводов от токосъемников 6 к регистратору. Прерыватель и управляющий элемент не имеют существенного отличия от прототипа и поэтому на чертеже не показаны.
Устройство работает следующим образом.
В оправк у закрепляют инструмент 2 с помощью обычных методов. Потом с помощью элемента 5 предварительного натяга прижимают пьезоэлемент 4 с токосъемниками 6 и толкателем 3 к образующей конуса Морзе на хвостовике инструмента 2 с силой, кот :рая должна исключить раскрытие стыка между инструментом 2 и толкателем 3. Подготовленную таким образом оправку устанавливают в шпиндель станка и соединяют электрически выводы от токосъемников 6 с входом регистратора. Это может быть выполнено с помощью скользящих токосъемников, которые применяются в коллекторных электродвигателях. После соединения оправки с регистратором включают вращение шпинделя и подводят деталь к фрезе. В результате процесса резания на фрезу будет действовать в точке контакта ее с деталью сила резания Р
pel
Так как иснтрумент 2 вращается вместе с оправкой и толкателе 3, то на толкатель 3 будет действовать сила , изменяющаяся в продолжении всего оборота. При этом она принимает значение
.И +Ррез,
где Р п н сила предварительного натяга на пьезоэлементе и толкателе в тот момент, когда направление силы предварительного натяга совпадает с направлением силы резания, и ее значение равно
Р Р
м п.и
-Р
рег.
в тот момент, когда направлен.) -илы резания Рр направлено навстр. у силе предварительного натяга. Таким образом, за один оборот си-i ла, действующая через толкатель на пьезоэлемент, примет два экстремальных значения, а в общем случае она будет изменяться по закону гармони- ческих колебаний, который можно вы- разиг ь как
sin(cot + q)), где со - угловая скорость вращения
фрезы; t - время;
f - начальная фаза измерения. Действие на пьезоэлемент силы Р„ ,
А
изменяющейся по описанному закону, вызывает постоянную генерацию пьезоэлементом заряда Q, величина которого может быть определена на основании основного уравнения для пьезоэлемен- тов из условия
P,dijPpei sin(wt+q),
где - пьезомодуль пьезоэлемента.
При этом в цепи пьезоэлемент - ре- шстратор появляется ток, величина которого будет равна Т d(dii Ppei sin(COt-t-t;))
dtdt
Амплитудное значение этого тока является функцией величины постоянного значения силы резания, приложенного к фрезе.
Формула изобретения
Устройство для измерения силы резания, содержащее оправку для закрепления инструмента в шпинделе станка, датчик перемещения, включающий пьезоэлемент, демпфирующие токосъемники, элемент регулировки предварительного натяга, регистратор с управляющим
элементом и прерывателем, отличающееся тем, что, с целью повышения точности, упрощения конструкции и расширения функциональных возможностей, пьезоэлемент установлен в отверстии, выполненном в боковой поверхности оправки, центральная ось которого перпендикулярна образующей конуса Морзе, причем пьезоэлемент установлен в упомянутом отверстии
между элементом регулировки предварительного натяга и введенным в устройство толкателем, предназначенным для взаимодействия с хвостовиком инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения силы резания | 1986 |
|
SU1449240A1 |
| Устройство для измерения координатных составляющих силы резания | 1984 |
|
SU1311854A1 |
| Устройство для крепления инструмента | 1987 |
|
SU1713760A1 |
| Шпиндель станка с автоматической сменой инструмента | 1982 |
|
SU1093436A1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2021 |
|
RU2765045C1 |
| Устройство для крепления режущего инструмента | 1989 |
|
SU1653914A1 |
| Устройство для крепления концевого инструмента в шпинделе станка | 1986 |
|
SU1440625A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| ОПРАВКА ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 2012 |
|
RU2510681C1 |
| Способ измерения постоянной силы | 1987 |
|
SU1445860A1 |
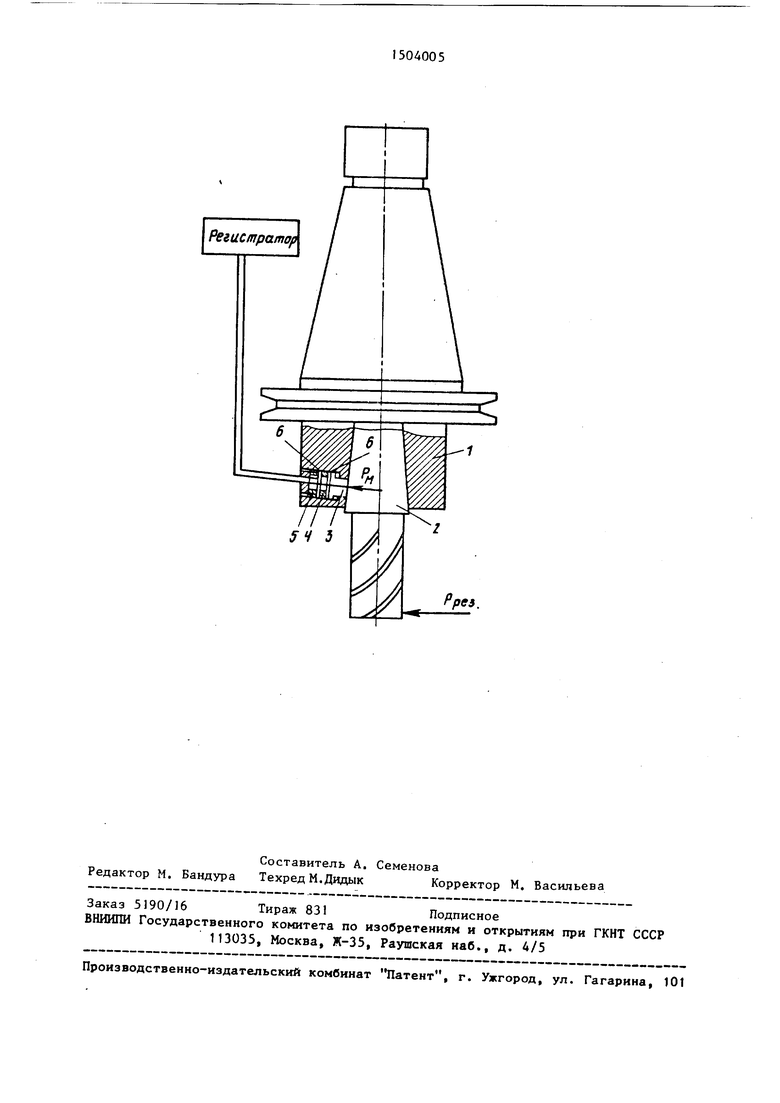
Изобретение относится к станкостроению и может быть использовано в силоизмерительных системах. Цель изобретения - повышение точности измерения, упрощение конструкции, расширение функциональных возможностей за счет использования на станках с автоматической сменой инструмента. Устройство позволяет измерять постоянную и переменную составляющую силы резания путем преобразования их в электрический сигнал с помощью мономорфного пьезоэлектрического преобразователя, встроенного в инструментальную оправку, которая применяется на многоинструментальных станках для закрепления инструмента в шпинделе станка. Регистратор взаимодействует с датчиком перемещения посредством управляющего элемента и прерывателя. В оправке выполнено отверстие в боковой поверхности у торца, центральная ось которого перпендикулярна образующей конуса Морзе для закрепления инструмента. В это отверстие с предварительным натягом устанавливаются последовательно толкатель, пьезоэлемент с токосъемниками, элемент регулировки предварительного натяга, который имеет отверстие для вывода проводов от токосъемников пьезоэлемента. 1 ил.
| Устройство для измерения силы резания | 1986 |
|
SU1449240A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
