Изобретение относится к станкостроению, в частности к устройствам для зажима и освобождения инструмента в шпинделе металлорежущего станка с автоматической сменой инструмента. Известен шпиндель станка с автоматической сменой инструмента, содержащий посадочное отверстие под хвостовик инструмента и устройство для его зажима и освобождения 1. Недостатком известного шпинделя является повышенная сложность и металлоемкость его конструкции, так как механизм зажима и освобождения хвостовика инструмента включает целый ряд узлов и деталей, таких как гидроцилиндр, тяга, захватный механизм, пакет тарельчатых пружин и т. д. Целью изобретения является упрощение конструкции шпинделя и уменьшение его массы. Указанная цель достигается тем, что в шпинделе станка с автоматической сменой инструмента, содержащем посадочное отверстие под хвостовик инструмента и устройство для его зажима и освобождения, последнее выполнено в виде обмотки электромагнита, обхватывающей шпиндель в зоне посадочного отверстия, причем шпиндель в указанной зоне выполнен, из магнитострикционного материала. На фиг. 1 показан щпиндель с цилиндрическим посадочным отверстием; на фиг. 2 - то же, с коническим посадочным отверстием; на фиг. 3 - сечение А-А на фиг. 1 при включенном электромагните (хвостовик освобожден); на фиг. 4 - то же, при выключенном электромагните (хвостовик зажат); на фиг. 5 - сечение Б-Б на фиг. 2 при выключенном электромагните (хвостовик зажат); на фиг. 6 - то же, при включенном электромагните (хвостовик освобожден). Шпиндель станка 1 с посадочным отверстием под хвостовик инструмента выполнен из магнитострикционного материала и охвачен в зоне гнезда электромагнитом - токопроводящей обмоткой 2, создающей магнитное поле, под действием которого изменяются размеры посадочного отверстия шпинделя. В шпинделе 1 закреплена переходная оправка 3 с режущим инструментом, например фрезой 4. Закрепление и смена инструмента происходят следующим образом.. В случае выполнения шпинделя станка с цилиндрическим посадочным отверстием (фиг. 1) предварительно до момента подачи сменного инструмента на обмотку 2 подается электрический ток, и создаваемое магнитное поле, воздействуя на магнитострикционный материал, расщиряет посадочное отверстие. Хвостовик оправки 3 свободно входит в отверстие шпинделя до упора в торец. Ток выключается, магнитострикционный материал уменьшает размер отверстия шпинделя и зажимает хвостовик оправки. Инструмент готов к работе. Крутящий момент передается оправке непосредственно или дополнительно торцевыми шпонками. Для смены инструмента щпиндель останавливают и подают ток в обмотку. Освобожденная оправка подхватывается механизмом автоматической смены инструмента. В случае выполнения шпинделя станка с коническим посадочным отверстием (фиг. 2) удобнее иметь максимальный размер отверстия только при освобождении оправки. При подаче хвостовика оправки в суженное посадочное отверстие происходит заклинивание хвостовика в конусе Морзе, причем для достижения значительных усилий затяга можно уменьшить угол «онуса. Подача тока в обмотку вызывает расширение посадочного отверстия и освобождение оправки. Положительный эффект при использовании изобретения достигается за счет того, что отпадает необходимость в сложном и громоздком механизме захвата, удержания и выталкивания оправок инструмента, применяемых в традиционных конструкциях шпинделей, например у станков с ЧПУ. Улучшается управление процессом смены инструмента, так как зажим и освобождение оправок производится подачей электрического тока на обмотку шпинделя, что хорошо согласуется с электрическими цепями станков.
.2
Фиг. 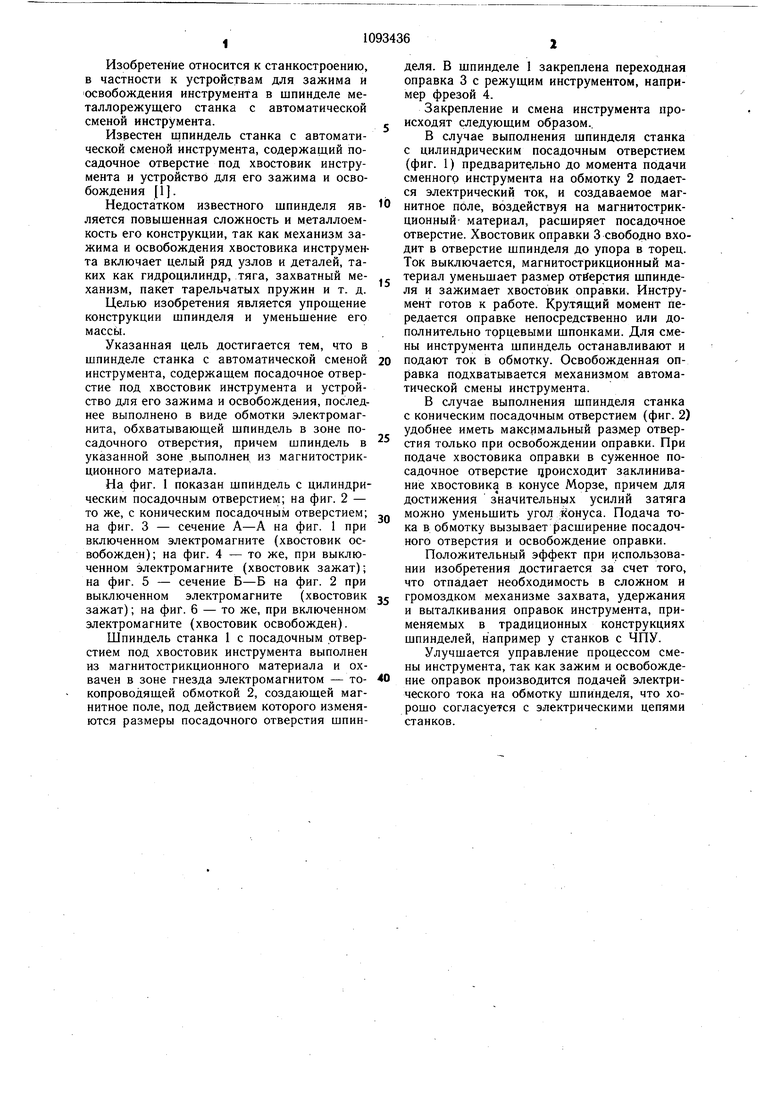
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ФИКСАЦИИ ИНСТРУЛ\ЕНТАЛЬНОЙ ОПРАВКИ С РАДИАЛЬНЫМ СУППОРТОМ В ШПИНДЕЛЕ СТАНКА | 1972 |
|
SU348301A1 |
| Переходный сменный патрон | 1980 |
|
SU984722A1 |
| Устройство для зажима инструмента | 1977 |
|
SU683860A1 |
| Автооператор для металлорежущих станков | 1983 |
|
SU1144844A2 |
| Механизм автоматической смены инструмента сверлильного станка с числовым программным управлением | 1982 |
|
SU1077752A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Устройство для зажима инструмента в шпинделе | 1983 |
|
SU1103964A1 |
| Устройство для намотки электрических катушек | 1975 |
|
SU550693A1 |
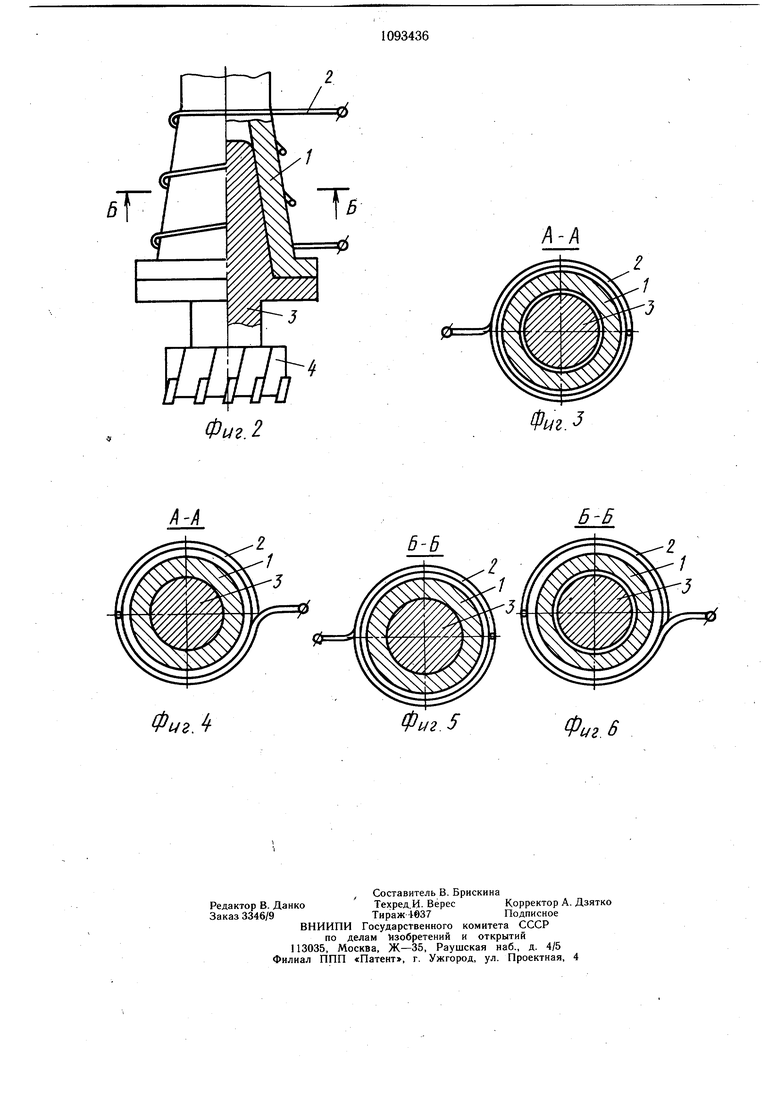
ШПИНДЕЛЬ СТАНКА С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА, содержащий посадочное отверстие под хвостовик инструмента и устройство для его зажима и освобождения, отличающийся тем, что, с целью упрощенияконструкции и уменьшения массы шпинделя, устройство для зажима и освобождения хвостовика инструмента выполнено в виде обмотки электромагнита, обхватывающей шпиндель в зоне посадочного отверстия, причем шпиндель в указанной зойе выполнен из магнитострикционного материала. (Л () СО СО 05 ит Фиг. /
ФигЛ Фиг 5 ф.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Орликов М | |||
| Л | |||
| и др | |||
| Проектирование зажимных механизмов автоматизированных станков | |||
| М., 1977, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
