СЛ
о
4
О
00
Изобретение относится к М(таллооб работке и может быть использовано пр обработке отверстий протягиванием.
Целью изобретения является расши- рение технологических возможностей и повышение производительности труда при протягивании за счет упрощения форм)з1 режущих элементов при обработк некруглых отверстий и возможности пе ренападки на другой размер обрабатываемого отверстия при тех же режущих элементах.
На фиг. 1 изображена сборная протяжка, продольный разрез; на фиг.2 - вид А. на фиг. 1 , на фиг. 3 - сечение Б-Б на фиг. 1 , на фиг . А - схема г срозаниямприпуска при протягивании некруглых отверстий.
П.5отяжка состоит из оправки 1 ,
выполненной в виде многогранного стержня, peжyщ гx 2 и калибрующих 3 элем(нтов в виде колец с конической задней поверхностью, разделительных, втулок А,5 и опорных втулок 6 со
сферусческими поверхностями 7, на ко- торьп; размещены режушие и калибрующие втулки. При этом опорные втулки 6 имеют многогранное отверстие, со- отве,тствующее сечению оправки 1 на которой они установлены. Базовые г лоскости 8 на торцах разделительных втулок 4 и 5 выполнены под углом 0 к продольной оси протяжки, что обеспечивает установку режущих эле- ментов с наклоном на тот же угол. Все элементы протяжки закрепляются на оправке I посредством гаек 9, навинчиваемых на резьбовой участок замковой части 10 протяжки. Угол
наклона 0 базовых плостей на торца разделительных втулок выполняется переменным. Его величина и степень изменения по длине протяжки определяются схемой срезания припусйа и формой протягиваемого отверстия.
Угол оо конусной части режущих элементов выбирается из условия минимального кинематического заднего угла Ы, 0-2 . При наименьшем угле наклона 0 „,ц : ее 90+ oi - б мим Для протягивания круглых отверстий применяют режущие элементы одинакового диаметра 2R. При исходном диаметре отверстия заготовки 2г
наклоном режущих элементов обеспечи- . вается сречание слоя шириной Ъ и толщиной Я-,, равной полной глубине припуска t. Наибольшую вел1гчину ширина среза имеет на диаметре заготовки (фиг.2) Ь,
г2 - , где
Гд - радиус обработанного отверстия В среднем величина Ь.. составляет 1/5 1/6 длины окружности отверстия заготовки 2 м г. Сдвиг срезаемых слоев 11 и 1 2 по окружности обеспечивается наклоном режущих элементов относительно осей Y, X, Y,, Х( и соответствует генераторной схеме протягивания. Число срезаемых слоев по периметру отверстия детали 13 равно числу граней оправки ориентируюших положение базовых плоскостей на торцах разделительных втулок 4 и 5. При протягивании круглых отверстий угол наклона S базовых плоскостей разделительных втулок относительно про- дольной оси протяжки выполняют увеличивающимся от первого режущего элемента к первому калибрующему элементу до 90. Калибрующие элементы расположены перпендикулярно к оси протяжки, что обеспечивается разделительными втулками с б 90 .
При протягивании некруглых отверстий при исходном круглом отверстии заготовки диаметром 2г используются режущие элементы переменного диаметра 2R; постепенно возрастающего в направлении к калибрующей части протяжки (фиг.4. Поворотом базовых плоскостей разделительных втулок в рассматриваемом примере вокруг оси X обеспечивается разделение припуска на обработку t на срезаемые слои 14, 15 толщиной а t/i, соответствующие профильной схеме протягивания, где i - количество режущих элементов. Угол наклона базовых плоскостей разделительных втулок относительно продольной оси протяжки уменьшается от первого режущего элемента к первому калибрующему элементу и задается толщиной среза а,. Окончательно обработанное отверстие детали 16 имеет форму эллипса при наклоне всех режущих и калибрующих элементов в одной и той же плоскости. Обработку отверстий отличных по форме от Эллипса можно производить путем наклона базовьгх плоскостей разделительных втулок в различньгх плоскостя
Формула изобретения
1. Сборная протяжка для обработки отверстий, на оправке которой установлены режущие и калибрующие
Щ
Б-Б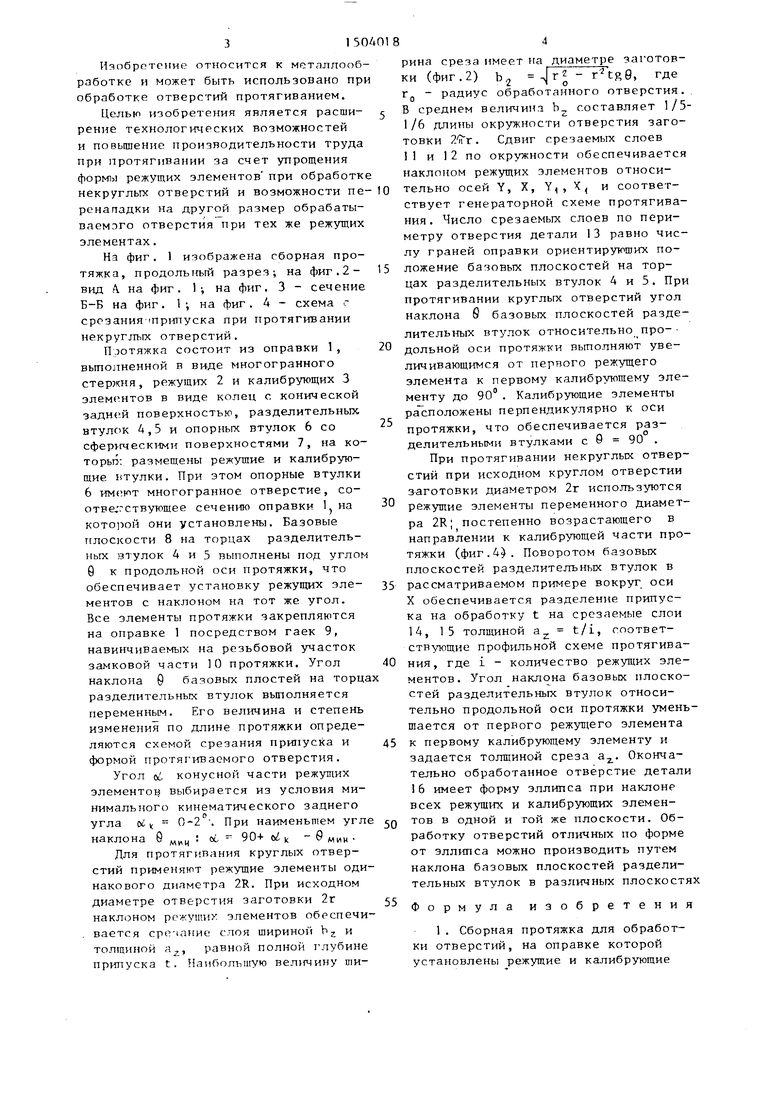
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| Сборная протяжка | 1987 |
|
SU1491628A1 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2010 |
|
RU2460627C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |

Изобретение относится к металлообработке и может быть использовано при обработке отверстий протягиванием. Целью изобретения является расширение технологических возможностей и повышение производительности труда при протягивании за счет упрощения формы режущих элементов при обработке некруглых отверстий и возможности переналадки на другой размер обрабатываемого отверстия при тех же режущих элементах. Протяжка состоит из оправки 1, выполненной в виде многогранного стержня, режущих 2 и калибрующих 3 элементов в виде колец, разделительных втулок 4,5 и опорных втулок 6 со сферическими поверхностями 7, на которых размещены режущие и калибрующие элементы. Базовые плоскости 8 на торцах разделительных втулок 4,5 выполнены под углом Θ к продольной оси протяжки, что обеспечивает установку режущих элементов с наклоном на тот же угол . Угол Θ выполняется переменным по длине протяжки и может меняться по крайней мере в двух плоскостях. При обработке круглых отверстий угол Θ увеличивается от первого режущего элемента к первому калибрующему элементу до 90°. При обработке некруглых отверстий угол Θ уменьшается от первого режущего к первому калибрующему элементу. 2 з.п. ф-лы, 4 ил.
| Протяжной инструмент | 1982 |
|
SU1085711A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
