10
4ib
;о
Од
ю
00
Изобреччмше относится к металлообработке и может быть использовано при протягивании круг лых отверстий.
Целью изобретения является повышение T04H CTt i обработки путем повы- и.ч;иия жесткости крепления рабочих элементов на оправке и исключения изгиба оси протяжки под действием сил, возникаюп1их при ее сборке и протягивании.
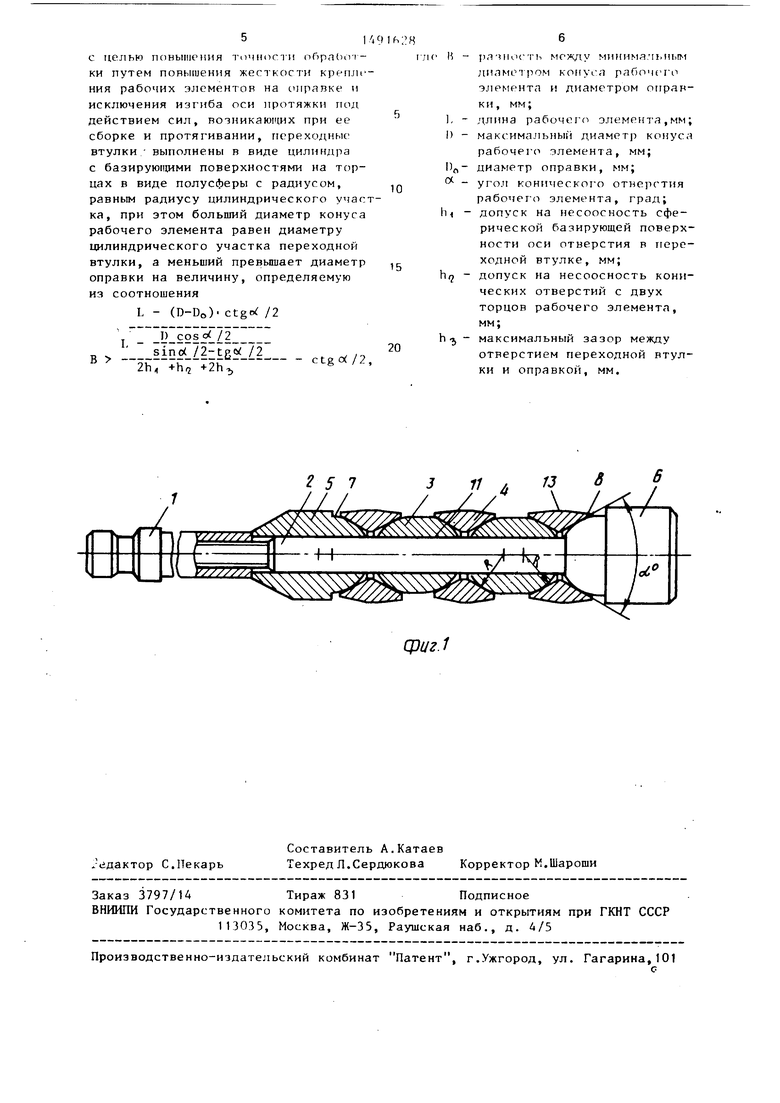
На фиг. 1 изображена сборная протяжка, общий вид; на фиг. 2 - схема влияния погрешностей изготовления деталей сборной протяжки на угол поворота рабочего элемента.
Сборная протяжка включает в себя установленную в передний хвостовик
Iоправку 2, на которой установлены переходные втулки 3 для базирования по ним и закрепления рабочих элементов 4 (режущих, деформирующих и др.) Перед первым рабочим элементом 4 установлена передняя направляющая часть 5, выполненная в виде втулки
и насаженная на оправку 2, Последним рабочий элемент 4 контактирует с задней направляющей 6, выполненной заодно с оправкой 2, Базирующие поверхности 7 и 8 передней и задней направляю1цих выполнены идентично базирующим поверхностям 5 переходных втулок и служат для установки по ним базирующими поверхностями 10 рабочих элементов 4, Переходные втулки 3 с цилиндрическим отверстием
I1для насадки на оправку 2 выполнены Б виде цилиндра с базирующими поверхностями 9 на торцах в виде полусферы с радиусом R, равньп радиусу цилиндрического участка 12, Рабочие элементы А выполнены в виде колец
и имеют профиль рабочей части 13, соответствутоп1ий условиям обработки (резание, деформация и др.). С двух торцон рабочего элемента 4 выполнены баз ирующие внутренние поверхности 10 в виде усеченного конуса, при этом больший диаметр конуса D равен диаметру цилиндрического участка переходной втулки 3, а минимальный d превышает диаметр оправки D на величину В, определяемую из соотношения
I,-(D-DO) ctgo /2 ,
.iD °l/2lt. .}} , -hп +2h
- ctg«/2.
8
где R - раяностд, между минимальным диаметром конуса рабочего .элемента и диаметром оправ
L - длина рабочего элемента,
мм;
D - максимальный диаметр конуса рабочего элемента, мм; fo диаметр оправки, мм;
с - угол конического отверстия
рабочего элемента, град; h - допуск на несоосность сфери ческой базирующей поверхно- сти оси отверстия в переходной втулке, мм; h - допуск на несоосность конических отверстий с двух торцов рабочего элемента,мм; Ьз - максимальный зазор между
отверстием переходной втулки и оправкой, мм. Вследствие неизбежных погрешнос- тей изготовления в пределах допуска сопрягаемых деталей сборной протяжки рабочие элементы 4 поворачиваются на угол о , К таким погрещностям относятся отклонение от соосности базовой сферической поверхности , 9 переходной втулки 3 и оси оправки 2, отклонение от соосности конических базирующих поверхностей 10 рабочего элемента 4, зазор между отверстием переходной втулки и оправкой.
Выполнение базирующей поверхности 9 переходной втулки 3 в виде полусферы с радиусом R, равным радиусу цилиндрической поверхности, при этом, что больший диаметр кону- са D рабочего элемента 4 равен диаметру цилиндрического участка переходной втулки, а меньший d превышает диаметр оправки 2 на величину В, обеспечивает постоянный кон- такт базовых поверхностей 9 и 10 по окружности и исключает контакт рабочего элемента 4 с оправкой 2 в пределах возможного поворота на угол о , вызванного неточностью изготовления деталей сборной протяжки. Формула изобретение
Сборная протяжка, на оправке ко- торой установлены переходные втулки и охватывающие их рабочие элементы, контактирующие по базовым поверхностям, которые у рабочего элемента выполнены в виде усеченных конусов, отличающаяся тем, что,
51 4
с целью повышения точности nfipnlxn- ки путем повышения жесткости крепления рабочих элементов на счфавке и исключения изгиба оси протяжки под действием сил, возникающих при ее сборке и протягивании, переходные втулки/ выполнены в виде цилиндра с базируюпдами поверхностями на торцах в виде полусферы с радиусом, равным радиусу цилиндрического участка, при этом больший диаметр конуса рабочего элемента равен диаметру цилиндрического участка переходной втулки, а меньший превышает диаметр оправки на величину, определяемую из соотношения
L - (D-DO). ctg /2 т lilcii
B :-:iisKzes:/r.«,,
2n +П7 +Zn-t,
1-
I) Плес In o iL рлчность между минимя. и.иым ди 1ме 1ром коиусл рабочп о элемента и диаметром оправки, мм;
длина рабочего элемента,мм; максимальный диаметр конуса рабочего элемента, мм; диаметр оправки, мм; угод коническот о отверстия рабочего элемента, град; допуск на несоосность сферической базирующей поверхности оси отверстия в переходной втулке, мм; допуск на несоосность конических отверстий с двух торцов рабочего элемента, мм;
максимальный зазор между отверстием переходной втулки и оправкой, мм.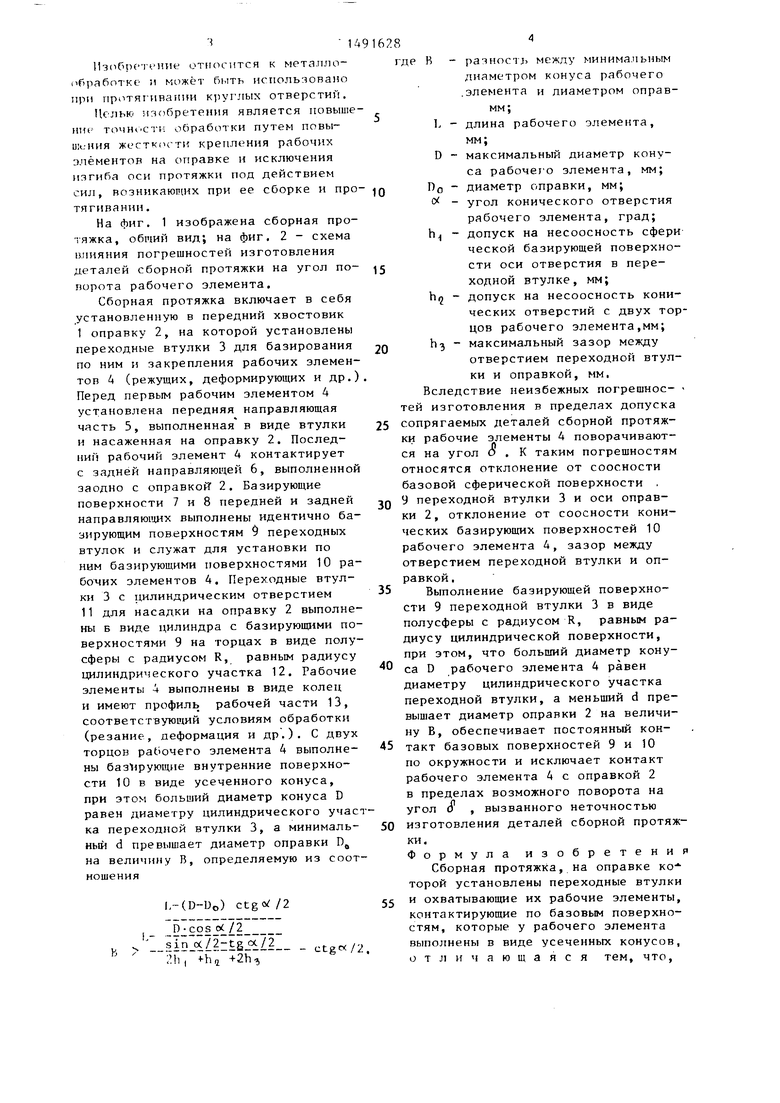
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная протяжка | 1987 |
|
SU1504018A1 |
| Способ протягивания глубоких отверстий | 1988 |
|
SU1532278A1 |
| СПОСОБ БАЗИРОВАНИЯ ЗАГОТОВКИ ПРИ ДОРНОВАНИИ | 2003 |
|
RU2252842C1 |
| Сборная прошивка | 1979 |
|
SU874282A1 |
| Приспособление для протягивания шпоночных пазов | 1990 |
|
SU1818175A1 |
| АНКЕРНАЯ КРЕПЬ ДЛЯ ГОРНЫХ ВЫРАБОТОК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2337242C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
Изобретение относится к металлообработке и может быть использовано при протягивании круглых отверстий. Цель изобретения - повышение точности обработки путем повышения жесткости крепления рабочих элементов на оправке и исключения изгиба оси проточки под действием сил, возникающих при ее сборке и протягивании. Сборная протяжка содержит оправку 2, на которой установлены переходные втулки 3 и охватывающие их рабочие элементы 4, контактирующие по базовым поверхностям, выполненным у рабочего элемента в виде усеченных конусов 10. Переходные втулки 3 выполнены в виде цилиндра с базирующими поверхностями на торцах в виде полусферы 9 с радиусом R, равным радиусу цилиндрического участка 12, при этом больший диаметр D конуса рабочего элемента равен диаметру цилиндрического участка переходной втулки 3, а меньший D - превышает диаметр оправки DO на определенную величину В. 2 ил.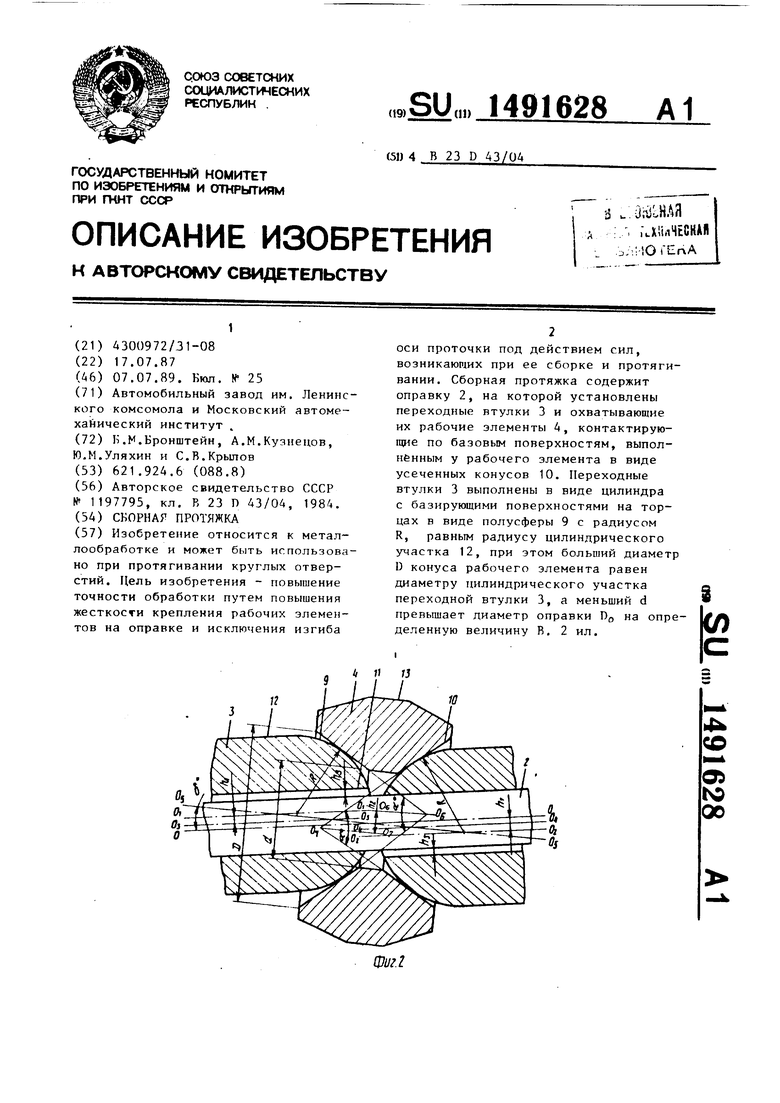
сриг.1
| Авторское свидетельство СССР № 1197795, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
