Изобретение относится к неразрушающему контролю изделий и может быть использовано как при измерении толщин протяженных листовых материалов, так и диаметров прутков.
Цель изобретения - повьотение точности измерения.
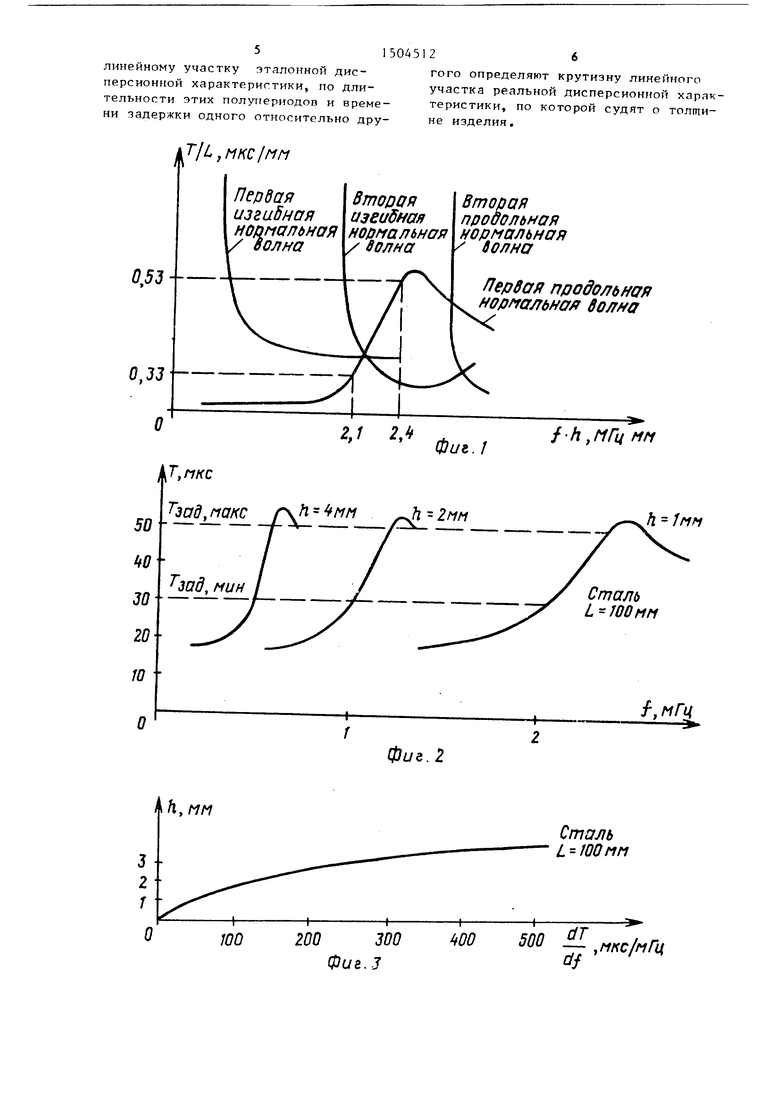
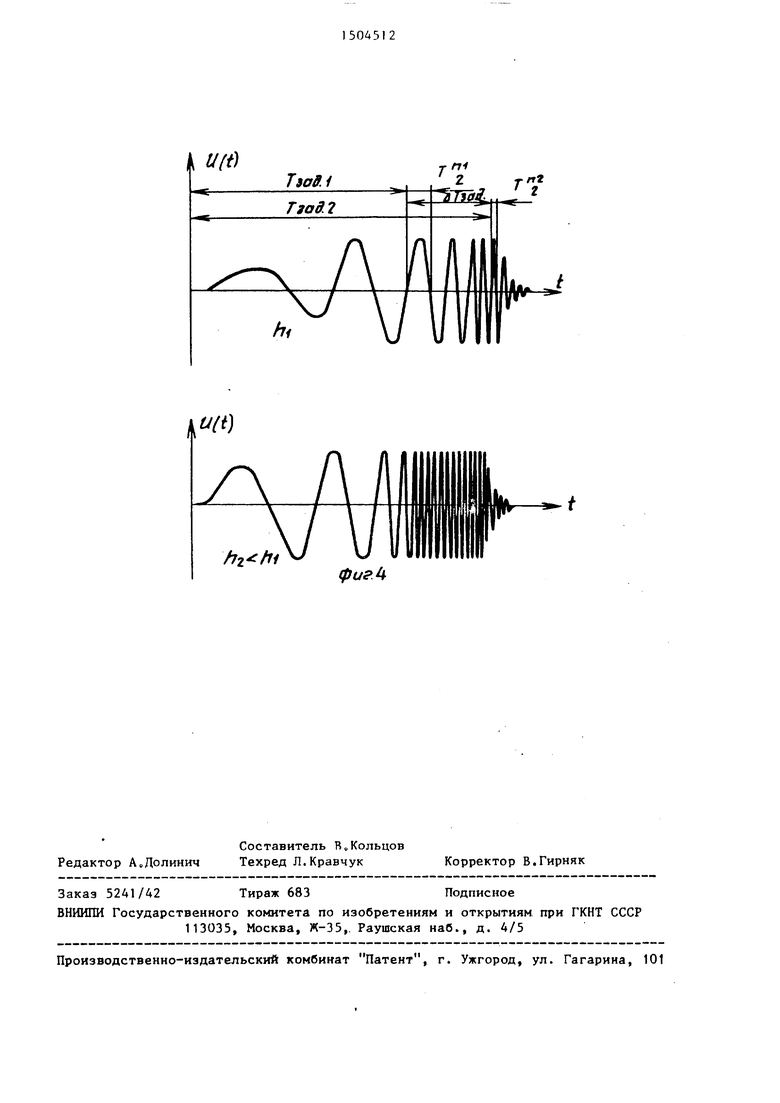
На фиг.1 приведено семейство дисперсионных характеристик плоского изделия из стали для различных типов нормальных волн; на фиг.2 - семейство дисперсионных характеристик нормальной продольной волны первого порядка, где в качестве параметра выступает толщина изделия; на фиг. 3 - зависимость толщины изделия от крутизны дисперсионной характеристики (в пределах линейного участка); на фиг.4 - принятые волны (импульсные характеристики) для изделий различной толщины при одинаковом значении величины базы - расстояния между излучающим и приемным преобразователем.
Способ осуществляют следующим образом.
Излучающир преобразователь возбуждают коротким импульсом. Регистрируют принятую волну (импульсную характеристику изделия), в которой выделяют два полупериода, соответствующие задержкам относительно зондирующего
СП
о
4ib
сл кэ
импульса на время Т
зал. 1
и т
эа л. i
(см. фиг.2). При этом предполагается, что семейство дисперсионных характеристик на эталонных изделиях снималось экспериментально для одного и того же значения базового расстояния между преобразователями. Определялись времена . АЛ-КС TSO. „„„ ,
3130
соответствующие началу и концу ног о участка семейства эталонн1,гх дисперсионных характеристик. У выделенных полупёриодов импульсной характе- ристики измеряют их длительности и время задержки одного относительно другого, ЦП значениям которых вычисляют крутизну линеГпюго участка реальной дис1 ерсиопной характеристики в соответствии с выражением ф т
. -2 -Э«А. 1
df ТТ7т ; - Т7т;; 7
где т - время групповой задержки
ультразвуковой полны; f - частота ультразвуконоГ волн111 Т,,, - длительность полупериода с
уа;-,ержкой Т.„ , ;
Г„ - длигслтлюсть полуцериода с
задержкой Т.,о,л ;
и по харачтористшчС, припеденпо на фиг . 3 , О 1рсделя1от тоЛщину изделия.
При одинаковой задержке несущая имеет раз.чичн1 1е значения частоты ,(фиг,4), разность времен задержек которых, отнесенная к разности значений частот, является мерой толщины h.
Методика оп1зеделення дисперсипп- ной характсрист гП ;и заключается п том, что п )пде;п1е, принятое за эталон, излучают радиоимпульс с огибающей в вице гауссовой кривой распре- деления. 3 го позволяет сформировать раД1;о1гмпу;тьс с квазимонохромат1гчес- кпм спектром, т.е, практически полиостью избежать в экспериментах искажений формы импульса за счет яьле НИН i HCiu;pcHii. Принятый сигнал с за- держкоГт, пропорциональной частоте, поступает на один из входов двух- лучевог о осциллографа. Па другой вход подается зондирующий сигнал. Запуск разиертки осциллографа,работающего в режиме внешнего запуска, ос чцестБляется в течение периода следования зондирующего импульса дважды первы раз с целью индикации зонди- рующего импульса, второй раз - с целью 1П1дикации принятого приемным преобразователем сигнала. Усиления в каналах и второго лучей подбирают таким, чтобы амнлитуды сиг налов сравнялись. Тогда, варьируя задержке одного синхроимпульса от- цосител1)Но другого, добиваются совпадения но преметш изображений ямиуль4
con по каналам. При этом, итмереиное время задержки одного cииxpo fMIIyльca относительно другого равно времени задержки 11ринято1 о Г1риемн1 1м преобразователем сигнала относительно зондирующего .Изменяя несушута частоту, строят кривую зависимости времени задержки от частоты для изделия (эталона) одной определенной толщины. Повторяя указанные построения для других значений толщин, получают семейство дисперсионных характеристик (фиг.1), по которым, определяя производную по частоте в пределах линейного участка, для каждого значения толщины строят кривую аналогичную кривой фнг.З,
Регистрация не амплитудно-временных, а частотно-временных параметров импульсной характеристики позволяет исключить влиянип на точность измерения амплитудных искажений импульсной характеристю и, а именпо влияние меняющихся под воздействием различных факторов параметров амплитудно-частотной характеристики электроакустического тракта на точность измерения толщины. Причем регистрация именно разностных 4acTOTHO-BpeMe nibix параметров импульсной характеристики позволяет исключить влияние различно- о рода временных задержек, не обусловленных задержкой акустического непосредственно в изделии.
Формула изобретения
Ультразвуковой способ определения толщины, основанный па возбуждении в изделии ультразвуковой полны и приеме прошедшей через него волны, отличающийся тем, что, с целью повыщения точности измерения, предварительно на эталонном образце определяют его дисперсионную характеристику при распространении первой продольной нормальной волны, возбуждение ультразвуковой волны в изделии осуществляют импульсом, длительность которого по крайней мере на порядок меньше величины, обратной величине протяжеьпюсти линейного участка эталонной дисперсионной характеристики по оси частот, принимают первую продольную нормальную волну, регистрируют два полупериода принятой волны, находящиеся в пределах времен задержки прихода волны, соответствующих
T/L,MKClnn
й
Вторая проаольная нормальная / Оолна
Лербая продольная норг альна/г в о/iffа
фиг. /
/Л,/У/1//У/У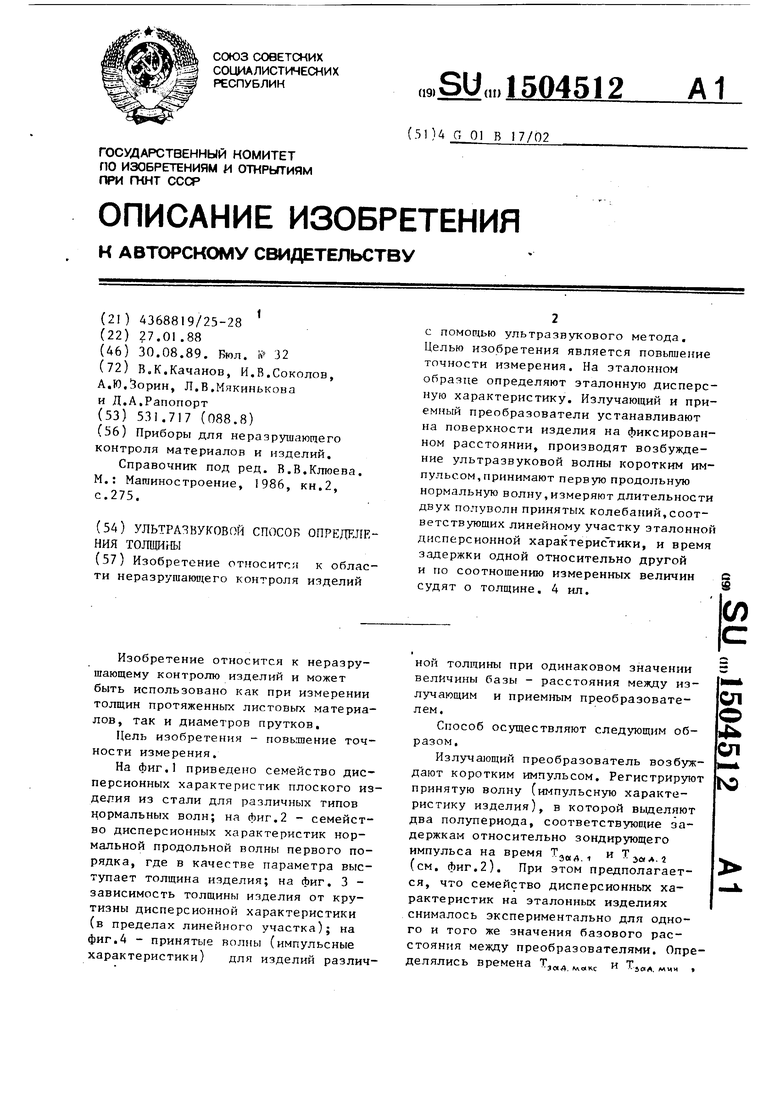

| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой способ контроля дефектов изделия | 1989 |
|
SU1640631A1 |
| СПОСОБ КОНТРОЛЯ ЗА ДИНАМИКОЙ ИЗМЕНЕНИЯ ТОЛЩИНЫ СТЕНКИ КОНТРОЛИРУЕМОГО ОБЪЕКТА | 2013 |
|
RU2540942C1 |
| СПОСОБ ПОВЕРКИ УЛЬТРАЗВУКОВЫХ ЭХО-ИМПУЛЬСНЫХ ПРИБОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087908C1 |
| Способ контроля толщины | 1982 |
|
SU1105757A1 |
| Акустический способ и устройство измерения параметров морского волнения | 2019 |
|
RU2721307C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ЭХО-ИМПУЛЬСНОЙ ТОЛЩИНОМЕТРИИ | 2014 |
|
RU2570097C1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ В РЕЛЬСАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2723146C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2022 |
|
RU2793565C1 |
| Ультразвуковой дефектоскоп | 1989 |
|
SU1635125A1 |
| СПОСОБ КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ТОНКОЛИСТОВОГО ПРОКАТА С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2004 |
|
RU2262694C1 |
Изобретение относится к области неразрушающего контроля изделий с помощью ультразвукового метода. Целью изобретения является повышение точности измерения. На эталонном образце определяют эталонную дисперсионную характеристику. Излучающий и приемный преобразователи устанавливают на поверхности изделия на фиксированном расстоянии, производят возбуждение ультразвуковой волны коротким импульсом, принимают первую продольную нормальную волну, измеряют длительности двух полуволн принятых колебаний, соответствующих линейному участку эталонной дисперсионной характеристики, и время задержки одной относительно другой и по соотношению измеренных величин судят о толщине. 4 ил.
зад, мин
Тзад,пакс fifi
I/I, WAf
WO
200300
Фиг.З
h lMfi
Сталь
фид.2
Сталь L
WO
500 мкс/мГц tif
jni
Тзад.1 . .2 тпг
. Т
iTO.lJ
фигЛ
2 тпг
. Т
iTO.lJ
| Приборы для неразрушающего контроля материалов и изделий | |||
| Справочник под ред | |||
| В.В.Клюева | |||
| М.: Машиностроение, 1986, кн.2, с.275. |
