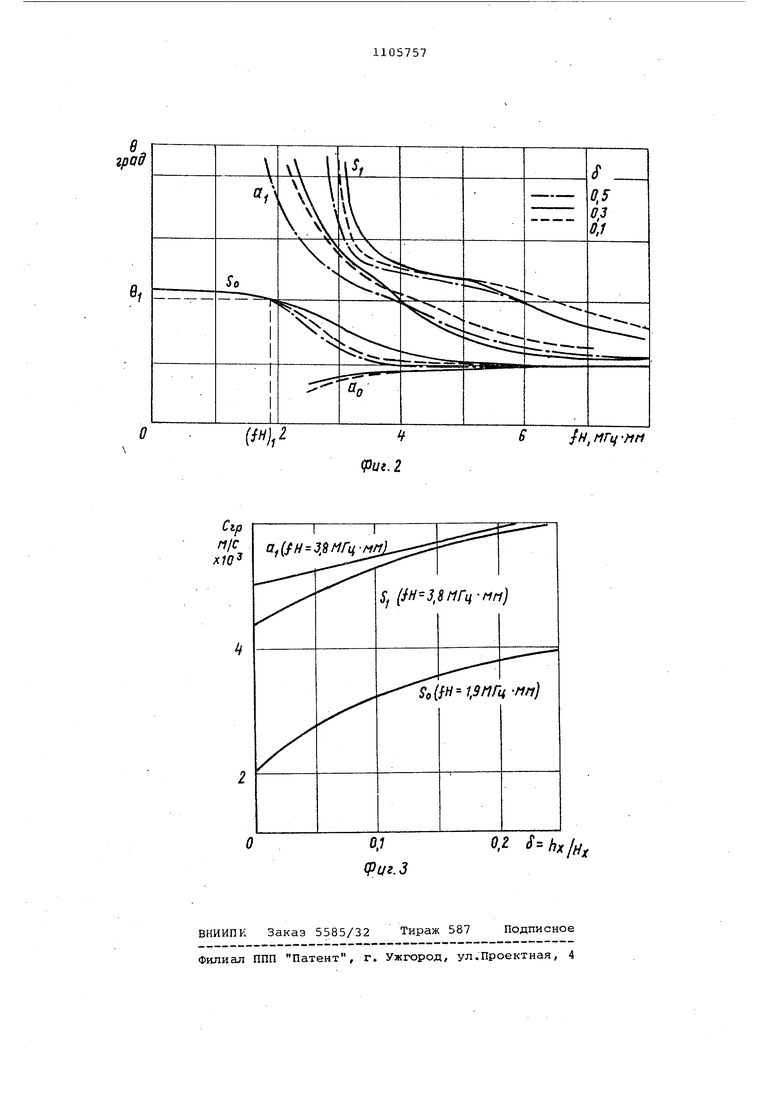
Изобретение относится к ультразвуковой контрольно-измерительной технике и может быть использовано для контроля толщины изделий. Известен способ контроля толщины заключающийся в том, что под углом к изделию возбуждают нормальные зву ковые волны, принимают их под тем же углом и измеряют частоту наполне ния принятого сигнала, по которой определяют толщину изделия Г13 . Недостатком указанного способа является невозможность контроля тол щин двухслойных листов. Цель изобретения - расширение функциональных возможностей за счет послойного измерения контролируемых толщин„ Поставленная цель достигается тем, что согласно способу контроля толщины, заключающемуся в том, что под углом к изделию возбуждают нормальные звуковые волны, принимают их под тем же углом и измеряют частоту наполнения принятого сигнала, по которой определяют толщину изделия, измеряют групповую скорость распространения нормальной звуковой волны, по тарированной зависимости групповой скорости от относительной толщины слоев изделия определяют от .ношение толщин слоев, а с учетом толщины изделия определяют толщину контролируемого слоя. На фиг, 1 представлено устройство, реализующее предлагаемый способ на фиг. 2 - дисперсионные кривые фа зовых скоростей симметричных (S) и антисимметричных (а) нормальных вол двухслойного листа {сталь - алюмини пересчитанные на угол наклона преоб разователей; на фиг, 3. тарировочные зависимости групповых скоростей нормальных ( 5 и с) волн от относиI (1, у тельной толщины слоев о Т7 i где Ь - толщина верхнего слоя. На фиг, 1 изображены излучающий и приемный 2 преобразователи, связы вающая среда 3, изделие 4 толщиной HX. Способ осуществляется следующим. образом. По дисперсионным кривым фазовой ск рости (фиг, 2) определяют такой угол Опри которомкривые для данной моды, соответствующие различным соотношениям ,(/Hj; , пересекаются в одной точке, соответствующей некоторому значению параметра ( -ЕИ ) . Излучающий 1 и приемный 2 преобразователи устанавливают под этим углом наклона б к контролируемому листу (фиг, 1). Излучающий преобразователь 1 возбуждают электрическим импульсом с широким спектром от генератора высокой частоты (не указан), Полоса спектра частот зондирующего импульса должна быть такой, чтобы выбранная мода нормальной волны возбуждалась при любых возможных отклонениях толщины ЛН изделия от его номинала Н, В изделие толщиной Hj с толщиной верхнего слоя распространяется импульс нормальной волны с такой частотой наполнения х н, MfH), при котором Измеряют частоту наполнения принятого сигнала приемным ультразвуковым преобразователем 2, а толщину Hv определяют из соотношения H,--(fH),/, . Далее измеряют групповую скорость Срр распространения возбужденной моды .нормальной волны. Например, за приемным преобразователем 2 размещают ка расстоянии iL второй такой же приемный преобразователь и подключают их к одному усилителю и регистратору (не указаны) и измеряют интервал времени между принятыми импульсами нормальной волны, в групповую скорость определяют из выра ALlu-i Далее из общей формулы групповой скорости выводят тарировочную зависимость групповой скорости от относительной толщины слоя tf fi,/Hj( (фиг. 3). Для измеренного значения групповой скорости CI-Q по графической зависимости (фиг. 3) определяют относительную толщину слоя ,,,/Ну и по измеренному значению толщины изделия Н определяют толщину контролируемого слоя bx((), Использование предлагаемого способа позволяет определять толщины , тонкостенных биметаллических изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ТОНКОЛИСТОВОГО ПРОКАТА С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2004 |
|
RU2262694C1 |
| УЛЬТРАЗВУКОВОЙ НАКЛОННЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2007 |
|
RU2356044C1 |
| Способ определения толщины и скорости распространения ультразвуковых объемных волн в изделиях | 1986 |
|
SU1345063A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2187102C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛОВ | 1997 |
|
RU2141652C1 |
| СПОСОБ ИЗМЕРЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛА ЛИСТОВОГО ПРОКАТА | 2002 |
|
RU2224249C2 |
| СПОСОБ КОНТРОЛЯ ЗА ДИНАМИКОЙ ИЗМЕНЕНИЯ ТОЛЩИНЫ СТЕНКИ КОНТРОЛИРУЕМОГО ОБЪЕКТА | 2013 |
|
RU2540942C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2461820C1 |
| Способ определения натяжения движущегося длинномерного материала | 1975 |
|
SU682776A1 |
| Акустический способ контроля качества изделий | 1988 |
|
SU1603291A1 |
СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ, заключающийся в том, что под углом к изделию возбуждают нормальные звуковые волны, принимают их под тем же углом и измеряют частоту наполнения принятого сигнала, по которой определяют толщину изделия, отличающийся тем, что, с целью расширения функциональных возможностей за счет послойного измерения контролируемых толщин, измеряют групповую скорость распространения нормальной звуковой волны, по тарировочной зависимости групповой скорости от относительной толщины слоев изделия определяют отношение толщин слоев, а с учетом толщины изделия определяют толщину контролируемого слоя. д СП S СП fpue.f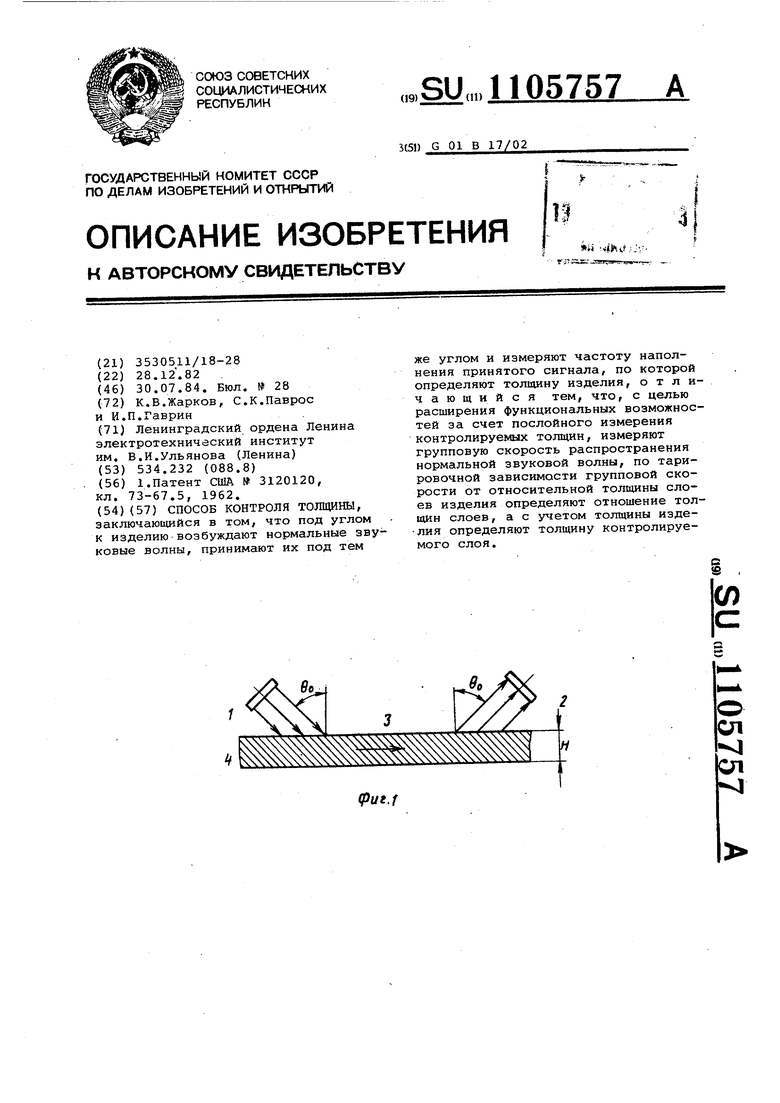
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
