Известен желоб для прямого электронагрева сопротивлением жидкого чугупа при выпуске его из вагранки при помощи электродов, замыкающих вторичную цепь трансформатора.
При прямом Электроподогреве струи металла, непрерывно текущей в открытых каналах, у струи меняется поперечное сечение, что приводит к резким колебаниям электрической нагрузки. Прохождение электрического тока через свободно текущий жидкий металл вызывает также явление «пинч-эффекта, сопровождающегося выбросами металла из желоба и разрывами электрической цепи.
Предлагаемый желоб позволяет предотвратить возникновение «пинч-эффекта, сохранить постоянным поперечное сечение струи ж идкого металла, являющееся рабочим сопротивлением электрической цепи, и обеспечить устойчивый электроподогрев металла. Для этого желоб выполнен в виде закрытого канала и снабжен порогом.
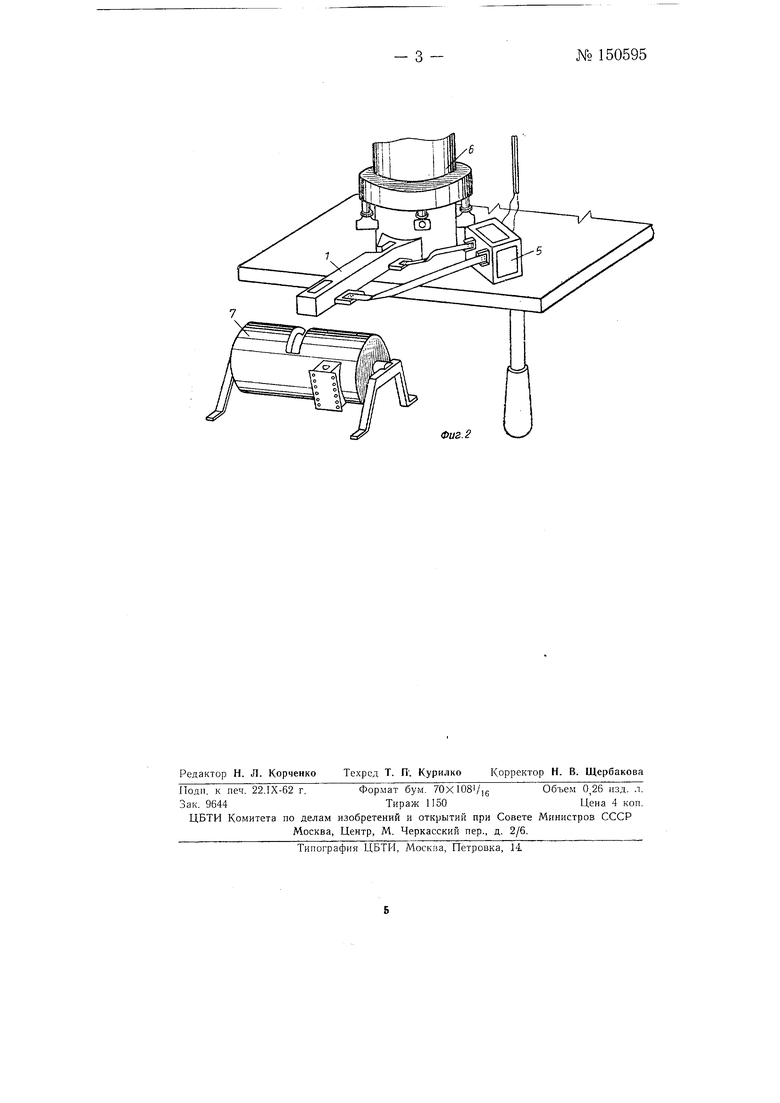
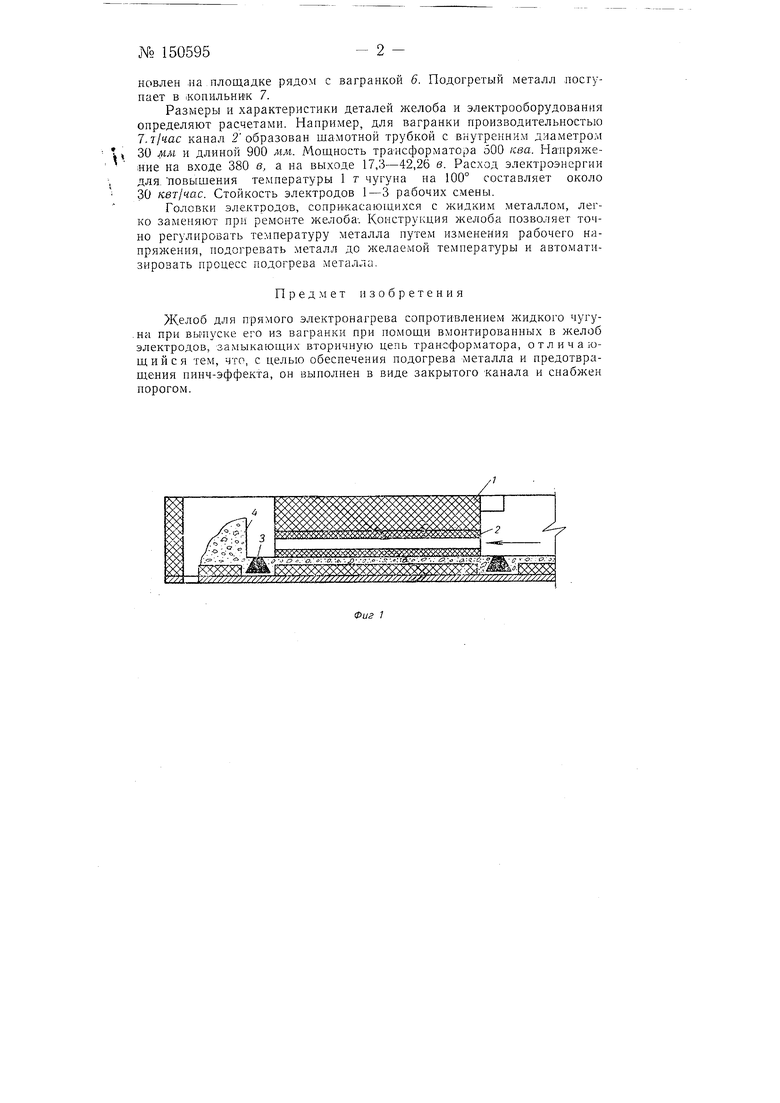
На фиг. 1 показан описываемый желоб, продольный разрез; на фиг. 2 - схема нижней части ваграночной установки с устройством для электроподогрева жидкого чугуна.
Желоб / выполнен -с закрытым каналом 2 постоянного поперечного сечения, по которому протекает жидкий металл в направлении, указап«ом стрелкой, замыкая вторичную цепь трансформатора. К последнему присоединены электроды 5. У выходного конца желоба устроен порог 4, создающий статический напор жидкого металла в канале 2 для :редотзращения возникновения пинч-эффекта. Трансформатор 5 установлен ,на площадке рядом с вагранкой 6. Подогретый металл поступает в |КОПИЛЬНИК 7.
Размеры и характеристики деталей желоба и электрооборудования определяют расчетами. Например, для вагранки производительностью 7.7/час канал 2образован шамотной трубкой с внутренним диаметром 30 мм и длиной 900 мм. Мощность трансформатора 500 ква. Напряжение на входе 380 в, а на выходе 17,3-42,26 в. Расход электроэнергии для. повышения температуры 1 т чугуна на 100° составляет около 30 кет/час. Стойкость электродов 1-3 рабочих смены.
Головки электродов, сопри касающихся с жидким металлом, легко заменяют при ремонте желоба-. Конструкция желоба позволяет точно регулировать температуру металла путем изменения рабочего напряжения, подогревать металл до желаемой температуры и автоматизировать процесс подогрева металла.
Пред.мет изобретения
Желоб для прямого электронагрева сопротивлением жидкого чугу-на при вьгнуске его из вагранки при помощи вмонтированных в желоб электродов, замыкающих вторичную цепь трансформатора, отличающийся тем, что, с целью обеспечения подогрева металла и предотвращения пинч-эффекта, он выполнен в виде закрытого канала и снабжен порогом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для подогрева чугуна на желобе вагранки | 1961 |
|
SU143513A1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ | 1965 |
|
SU174336A1 |
| Устройство для электронагрева жидкого чугуна | 1988 |
|
SU1567644A1 |
| Чугуноплавильная печь | 1977 |
|
SU625106A1 |
| Устройство для электронагрева чугуна в период его выпуска из вагранки | 1945 |
|
SU89335A1 |
| СПОСОБ ЭФФЕКТИВНОГО ПРЕОБРАЗОВАНИЯ ЭЛЕКТРОЭНЕРГИИ В ЭНЕРГИЮ ПЛАЗМЫ | 2008 |
|
RU2397625C2 |
| Жидкометаллический токоограничитель | 1975 |
|
SU579663A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЖИДКОЛ1ЕТАЛЛИЧЕСКИХ | 1970 |
|
SU273348A1 |
| СПОСОБ И УСТРОЙСТВО ЛИКВИДАЦИИ И ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ОТЛОЖЕНИЙ И ПРОБОК В НЕФТЕГАЗОДОБЫВАЮЩИХ СКВАЖИНАХ | 2003 |
|
RU2248442C1 |
| Центробежное коммутационное устройство | 1979 |
|
SU928442A2 |