Известны способы обнаружения усадочных раковин на срезе прибыльной части раскатанного слитка при помощи телевизионной трубки, работающей в режиме построчной развертки изо бражения поверхности среза и преобразующей это изображение в электрические .импульсы, амплитуда которых п-ропорциональна затемненному дефектному участку.
Предлагаемый способ отличается тем, что для устранения ложных срабатываний от сигналов, создаваемых, краевым участком сечения раската, съемку изображения П1роизводят только с центрального участка поверхности среза, где возможно появление усадочных раковин.
Кроме того, устранение ложных срабатываний при переходе от одних слитков к други.м, имеющим разные размеры .и форму сечения, достигается автоматическим изменением размеров и положения стробируемого участка изображения среза в зависимости от размеров и формы среза прибыльной части раскатанного слитка.
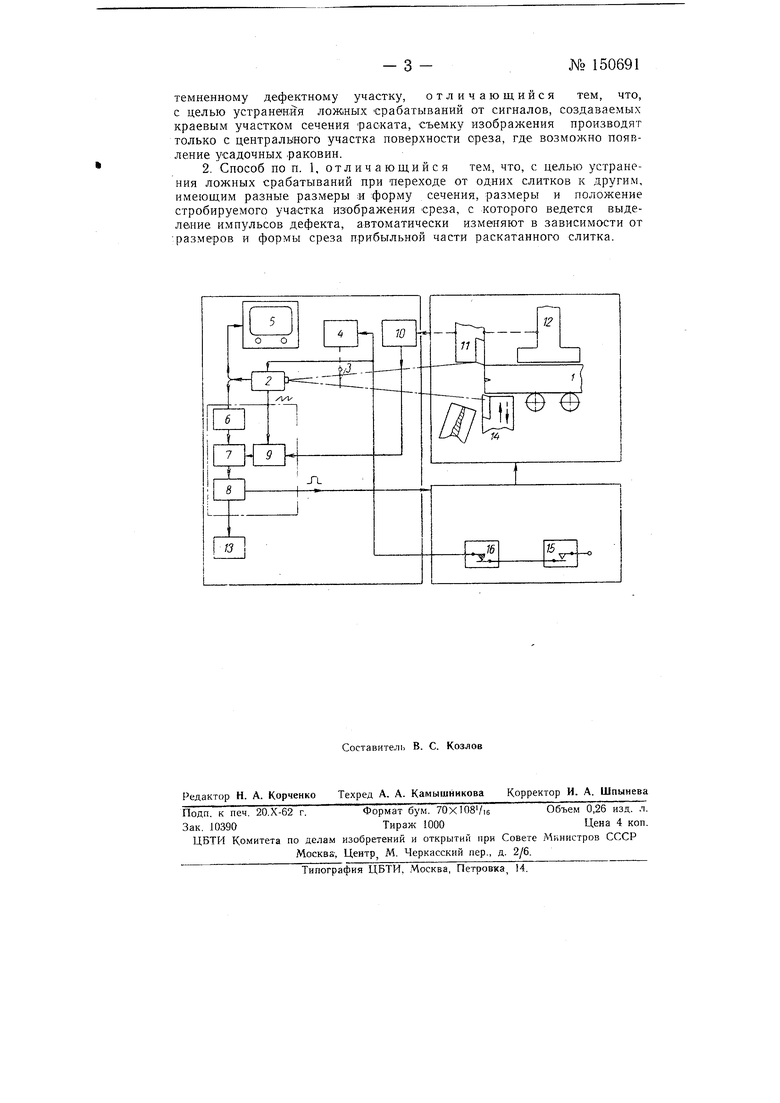
На чертеже приведена блок-схема телевизионного дефектоскопа, поясняющая описываемый способ.
Против места расположения поверхности среза прибыльной части раскатанного слитка / после прохождения срезающего ножа установлена передающая телевизионная трубка 2, работающая в режиме построчной развертки изображения поверхности среза и преобразующая воспринятое изображение в электрические импульсы, амплитуда которых Пропорциональна затемненному дефектному участку.
Перед трубкой 2 помещена заслонка 3 с исполнительным механизмом 4, открывающая трубку 2 после среза конца слитка «ожом. Для устранения ложных срабатываний от сигналов, создаваемых краевым участком сечения раската, съемку изображения производят толь.№ 150691- 2 -
ко с центрального участка поверхности среза, где возможно появление усадочных раковин. С этой целью лолный телевизионный сигнал, вырабатываемый трубкой 2, поступает одновременно на видеоприемное устройство 5 и блок выделения импульсов, содержащий дифференцирующую цепь или фильтр 6 нижних частот для устранения сигналов неравномерности фона, селектор 7, схему 8 формирования командных сигналов и генератор 9 стробирующих импульсов, связанный с датчиком положения приемного устройства W верхнего суппорта 11 ножниц.
В зависимости от размеров и формы сечения раската изменяется положение прижимного устройства ножниц. В детекторе положения прижимного устройства 12 вырабатывается управляющий сигнал, который воздействует на генератор 9 стробирующих импульсов так, что меняется их ширина и задержка. В качестве детектора положения прижимного устройства 12 может быть использован реостатный датчик, с которого снимается напряжение задержки на сетки ламп генератора стробирующ.их импульсов.
В результате этого изменяются размеры и форма выделяемого участка изображения и устраняются ложные срабатывания дефектоскопа от сигналов, создаваемых краевым участком сечения раската. Выделенный в селекторе 7 импульс дефекта запускает релейный блок, подающий соответствующий релейный импульс в схему управления ножницами. В случае перехода на ручное управление ножницами релейный импульс, вырабатываемый дефектоскопом, может быть подан в схему 13 звуковой или световой сигнализации дефекта.
Для увеличения надежности работы и повыщения помехоустойчивости предусматривается дежурный режим работы дефектоскопа. В этом режиме передающая камера закрыта заслонкой 5 и с передающей трубки 2 снято аиодное напряжение. При этом пр екращается засвечивание фотослоя Передающей трубки. Кроме того, в дежурном режи.ме на сигнальную сетку селектора 7 подается запирающее напряжение, что делает селектор нечувствительным к помехам, проникающим в видеотракт.
Перевод дефектоскопа из дежурного режима в рабочий производится автоматически после опускания нижнего суппорта 14 ножниц и удаления обрези при замыкании соответствующего контакта в командоаппарате 15. При этом открывается заслонка 3 передающей трубки 2, в поле зрения которой находится срез раската, подается анодное напряжение на передающую трубку и снимается запирающее напряжение, с сетки лампы селектора 7. Одновременно включается реле 16 времени, собранное по обычной схеме яа тиратроне с холодным катодом, которое по окончании установленной выдержки (порядка 0,5 сек) автоматически возвращает схему В дежурный режим.
В случае обнаружения дефекта раскат перемещается вперед на 200-300 Л1М и делается повторный рез. При отсутствии раковины на срезе приб1,1лыной части слитка начинается раскрой раската на заготовку.
Предмет изобретения
1. Способ обнаружения усадочных раковин на срезе прибыльной части раскатанного слитка при помощи передающей телевизионной трубки, -работающей в режиме построчной, раэвертки изображения поверхности среза и преобразующей .воспринятое изображение в электрические импульсы, амплитуда которых пропорциональна затемненному дефектному участку, отличающийся тем, что, с целью устранения ложных Срабатываний от сигналов, создаваемых краевым участком сечения раската, съемку изображения производят только с централкного участка поверхности среза, где возможно появление усадочных раковин.
2. Способ по п. 1, отличающийся тем, что, с целью устранения ложных срабатываний при переходе от одних слитков к другим, имеющим разные размеры и форму сечения, размеры и положение стробируемого участка изображения среза, с которого ведется выделение импульсов дефекта, автоматически изменяют в зависимости от -размеров и формы среза прибыльной части раскатанного слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Блюминг-автомат для прокатки блюмов и слябов | 1961 |
|
SU149376A1 |
| Телевизионный измеритель длины горячего раската | 1960 |
|
SU148529A1 |
| Индикатор направления | 1961 |
|
SU146959A1 |
| Способ измерения длины горячего раската с помощью телевизионного устройства | 1960 |
|
SU150889A1 |
| Устройство для измерения длины раската | 1960 |
|
SU148911A1 |
| Способ прокатки толстых листов из слитков | 1988 |
|
SU1519802A1 |
| Способ производства прокатных заготовок | 1979 |
|
SU799225A1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ВКЛАДЫШ ДЛЯ ФУТЕРОВКИ ПРИБЫЛЬНОЙ НАДСТАВКИ ИЗЛОЖНИЦЫ | 2003 |
|
RU2240204C1 |
| ЦИФРОВОЙ ТЕЛЕВИЗИОННЫЙ ДАТЧИК ЛИНЕЙНЫХ РАЗМЕРОВ И ПОЛОЖЕНИЯ СВЕТЯЩИХСЯ ОБЪЕКТОВ | 1966 |
|
SU179937A1 |
| Способ получения слитков без прибыльной части | 1989 |
|
SU1729684A1 |