Изобретение относится к черной металлургии, в частности к прокатке электролитических луженых стальных полос.
Цель изобретения - получение высокой коррозионной стойкости полос с покрытием.
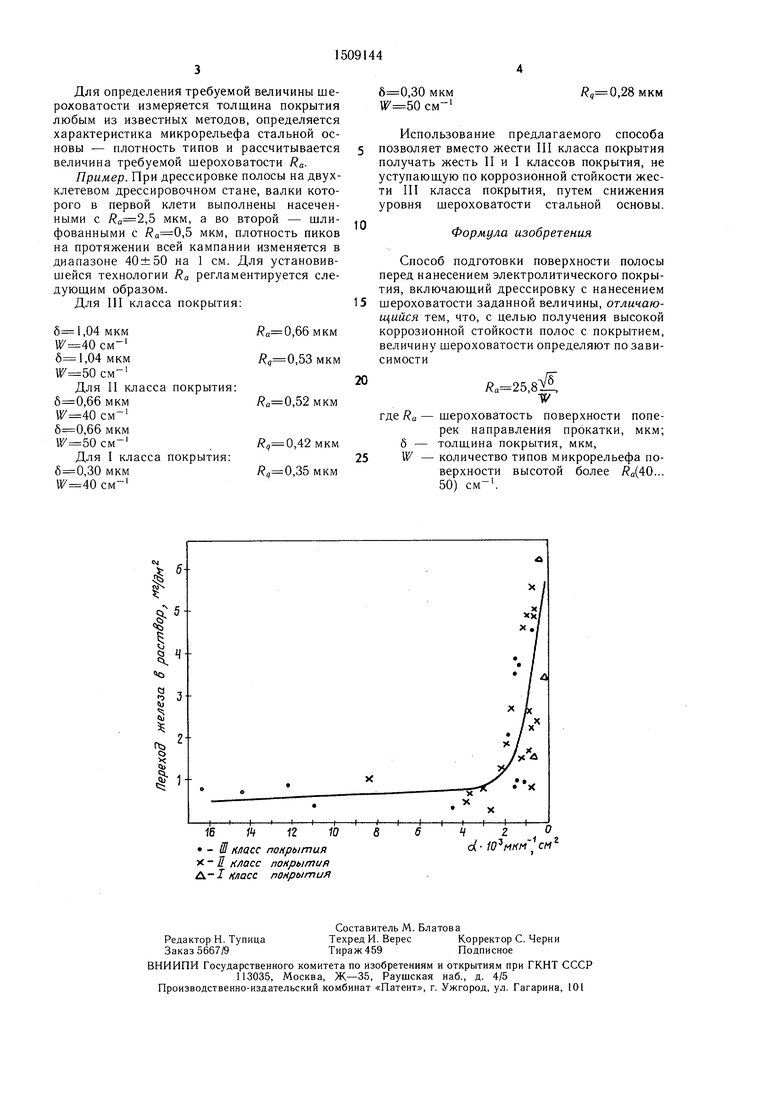
На чертеже представлена зависимость коррозионной стойкости луженой жести (пористость покрытия по переходу железа в раствор) от величины универсального критерия а, характеризуюш,его влияние на коррозионную стойкость толшины покрытия и микрогеометрии стальной основы.
Установлено, что на коррозионную стойкость, кроме показателя шероховатости Ra, влияет величина плотности пиков (W).
На основании полученных данных разработан универсальный критерий а, определяю- ш,ий коррозионную стойкость луженой жести:
S
Ra.-Wn-Rab-Wb
, Rab -шероховатость стальной основы поперек и вдоль направления прокатки, мкм; Wk,b - плотность пиков стальной основы поперек и вдоль направления прокатки, .
Из полученной зависимости найдено минимально допустимое значение ,0015, при котором обеспечивается высокий уровень коррозионной стойкости луженой жести (2 мг/см по переходу железа в раствор), и дальнейшее увеличение а не приводит к существенному улучшению коррозионной стойкости. На основании полученных данных с учетом изотропности микрогеометрии поверхности критерий а приравнен к 0,0015, а зависимость модифицирована в уравнение
,8f,
-
где Ra - шероховатость поверхности стальной основы поперек направления прокатки, мкм;
б - толшина оловянного покрытия, мкм;
W - количество пиков микрорельефа поверхности стальной полосы высотой, превышаюш.ей значение Ra, см- .
Величина W определяется способом дрессировки и находится в пределах 40... 50 см- .
(Л
СП
о о
Для определения требуемой величины шероховатости измеряется толщина покрытия любым из известных методов, определяется характеристика микрорельефа стальной основы - плотность типов и рассчитывается величина требуемой шероховатости Ra.
Пример. При дрессировке полосы на двух- клетевом дрессировочном стане, валки которого в первой клети выполнены насеченными с ,5 мкм, а во второй - шлифованными с ,5 мкм, плотность пиков на протяжении всей кампании изменяется в диапазоне 40±50 на 1 см. Для установившейся технологии Ra регламентируется сле- дуюш,им образом.
Для III класса покрытия:
асса покрытия: сса покрытия: ,66 МКМ
,53 мкм ,52 мкм
/, 0,42мкм ,35 мкм
,30 мкм см/ 0,28 мкм
Использование предлагаемого способа позволяет вместо жести III класса покрытия получать жесть II и I классов покрытия, не уступаюш,ую по коррозионной стойкости жести III класса покрытия, путем снижения уровня шероховатости стальной основы.
Формула изобретения
Способ подготовки поверхности полосы перед нанесением электролитического покрытия, включающий дрессировку с нанесением шероховатости заданной величины, отличающийся тем, что, с целью получения высокой коррозионной стойкости полос с покрытием, величину шероховатости определяют по зависимости
,8 W
где Ra - шероховатость поверхности поперек направления прокатки, мкм; б - толш,ина покрытия, мкм, W - количество типов микрорельефа поверхности высотой более (40... 50) см- .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ ДРЕССИРОВОЧНОГО СТАНА | 2014 |
|
RU2555695C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЦИНКОВАННОЙ ПОЛОСОВОЙ СТАЛИ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ВЫСОКОКАЧЕСТВЕННЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1999 |
|
RU2149717C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2007 |
|
RU2351420C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА | 2015 |
|
RU2596565C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО АВТОМОБИЛЬНОГО ЛИСТА | 2009 |
|
RU2414973C1 |
| Способ производства белой жести | 1990 |
|
SU1722626A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ОЦИНКОВАННОГО АВТОЛИСТА | 2007 |
|
RU2354466C1 |
| Прокатный валок | 1979 |
|
SU854470A1 |
| Способ получения микрорельефного электрохимического хромового покрытия прокатного валка | 2022 |
|
RU2799642C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ | 2000 |
|
RU2187393C1 |
Изобретение относится к черной металлургии , в частности, к прокатке электролитически луженых стальных полос. Цель изобретения - получение высокой коррозионной стойкости луженой стальной полосы покрытия. Поставленная цель достигается тем, что дрессировку жести осуществляют с нанесением микрорельефа на поверхность стальной полосы по определенной зависимости. 1 ил.
16 ft 12 10
- i масс понр1 1гпий У-- Л H/iacc покрытия A-J/Wocc понрытиЯ
Ч2О,
см
| Мазур В | |||
| Л | |||
| и др | |||
| Повышение качества листового проката, Киев: Техника, 1979, с | |||
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
| Чернов П | |||
| П | |||
| и др | |||
| Трансформатор для ртутных ламп | 1924 |
|
SU1400A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
