Изобретение относится к металлургии, конкретно к технологии производства белой жести горячего лужения, получаемой методом погружения в расплав олова.
Целью изобретения является оптимизация расхода олова путем выравнивания толщин покрытия на обеих поверхностях изделия.
Согласно изобретению верхний рабочий валок дрессировочного стана 1200 подвергают электролитной насечке до величины шероховатости 0,50 мкм Ra, а нижний - до шероховатости 0,78 мкм Ra. Подго- товленные валки заваливают в клеть. Холоднокатаную отожженную полосу из стали 08 кп сечением 0,35x1 ОООмм. в валки и дрессируют с обжатием 2%. При
таком обжатии и коэффициенте переноса шероховатости валков на полосу, равном 0,8, на лицевой (верхней) стороне полосы формируется меньшая шероховатость с величиной Нал 0,50 х 0,8 0.4 (мкм). Соответственно на изнаночной стороне полосы шероховатость составит Ram- 0,78 х 0,8 0,62 (мкм). Отношение величин шероховатости на лицевой и изнаночной сторонах равно
- 0.40 мкм Q gc 0,62 мкм
Полосу после дрессировки режут на листы и подвергают двустороннему горячему лужению при транспортировании листов
N1
Ю
к
о го
1-К
LraA
рез расплав олова по U-образной траектории с изгибом на лицевую сторону. Хотя условия для формирования слоя олова при такой схеме транспортирования на лицевой поверхности листов лучше, чем на изнаноч- ной, за счет меньшей шероховатости увеличение толщины слоя олова не происходит, так как гладкая поверхность хуже удерживает олово. В результате на обеих сторонах листа формируются слои олова равной тол- щины и удельной массой покрытия, равной 32 г/м2. Выравнивание толщин покрытия на обеих сторонах полосы позволяет оптимизировать (уменьшить) расход олова при сохранении коррозионной стойкости.
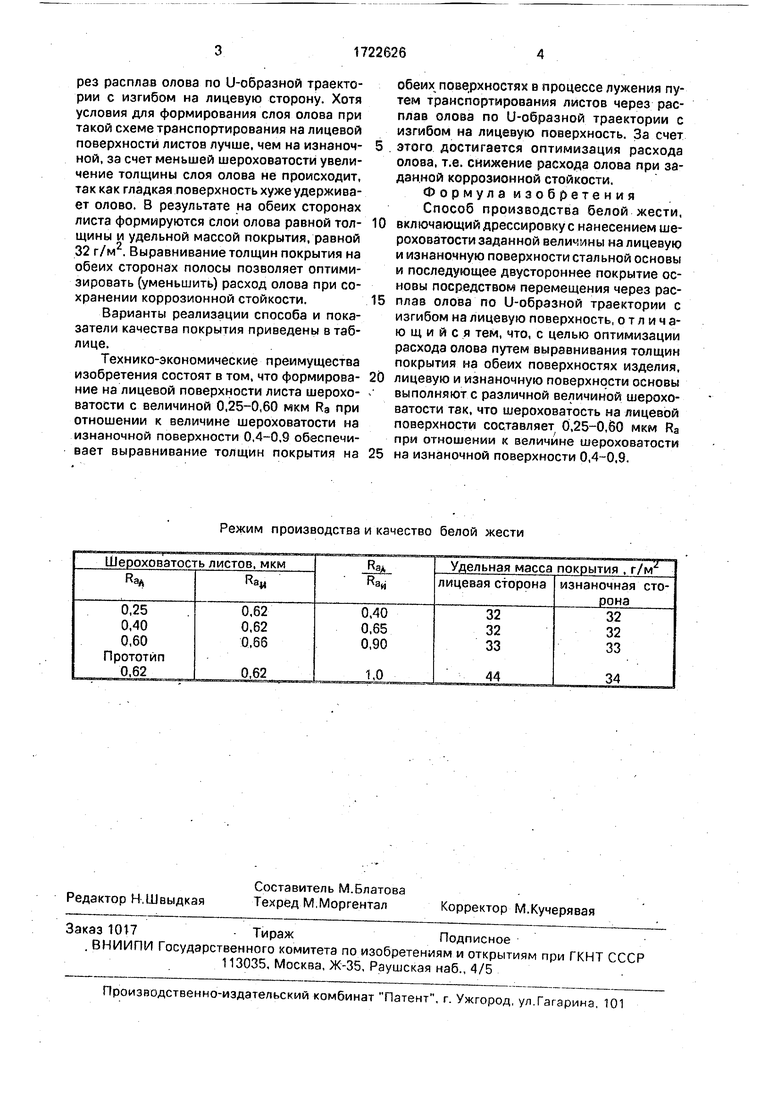
Варианты реализации способа и показатели качества покрытия приведены в таблице.
Технико-экономические преимущества изобретения состоят в том, что формирова- ние на лицевой поверхности листа шерохо- ватости с величиной 0,25-0,60 мкм Ra при отношении к величине шероховатости на изнаночной поверхности 0,4-0,9 обеспечивает выравнивание толщин покрытия на
обеих поверхностях в процессе лужения путем транспортирования листов через расплав олова по U-образной траектории с изгибом на лицевую поверхность. За счет этого достигается оптимизация расхода олова, т.е. снижение расхода олова при заданной коррозионной стойкости. Формула изобретения Способ производства белой жести, включающий дрессировку с нанесением шероховатости заданной величины на лицевую и изнаночную поверхности стальной основы и последующее двустороннее покрытие основы посредством перемещения через расплав олова по U-образной траектории с изгибом на лицевую поверхность, отличающийся тем, что, с целью оптимизации расхода олова путем выравнивания толщин покрытия на обеих поверхностях изделия, лицевую и изнаночную поверхности основы выполняют с различной величиной шероховатости так, что шероховатость на лицевой поверхности составляет 0,25-0,60 мкм Ra при отношении к величине шероховатости на изнаночной поверхности 0,4-0.9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства листов | 1984 |
|
SU1255224A1 |
| Прокатный валок | 1979 |
|
SU854470A1 |
| Способ подготовки поверхности полосы перед нанесением электролитического покрытия | 1987 |
|
SU1509144A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОДВЕРГНУТОЙ ВОССТАНОВИТЕЛЬНОМУ ОТЖИГУ СТАЛЬНОЙ ПОДЛОЖКИ С ПОКРЫТИЕМ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ И ИЗДЕЛИЕ ИЗ УПАКОВОЧНОЙ СТАЛИ, ПОЛУЧЕННОЕ С ЕГО ПОМОЩЬЮ | 2013 |
|
RU2633125C2 |
| Способ регулирования толщины покрытия | 1980 |
|
SU901340A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА | 2015 |
|
RU2596565C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2011 |
|
RU2471876C1 |
| ПОДЛОЖКА С ПОКРЫТИЕМ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ И СПОСОБ ПОЛУЧЕНИЯ УПОМЯНУТОЙ ПОДЛОЖКИ | 2013 |
|
RU2627076C2 |
| Способ прокатки полос | 1987 |
|
SU1493340A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛИСТОВОЙ СВЕРХНИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2452777C1 |
Изобретение относится к металлургии, конкретно к технологии производства белой жести горячего лужения, получаемой методом погружения в расплав олова. Цель изобретения - оптимизация расхода олова путем выравнивания толщин покрытия на ofie- их поверхностях изделия. Способ включает дрессировку с нанесением шероховатости заданной величины на лицевую и изнаночную поверхности стальной основы и последующее двустороннее покрытие основы посредством перемещения через расплав олова по U-образной траектории с изгибом на лицевую поверхность. С целью оптимизации расхода олова путем выравнивания толщин покрытия на обеих поверхностях изделия лицевую и изнаночную поверхности основы выполняют с различной величиной шероховатости так, что шероховатость на лицевой поверхности составляет 0,25-0,60 мкм R3 при отношении к величине шероховатости на изнаночной поверхности 0,4-0,9. 1 табл. LO
Режим производства и качество белой жести
| Способ подготовки поверхности полосы перед нанесением электролитического покрытия | 1987 |
|
SU1509144A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Берлин Б.И | |||
| и др | |||
| Электролитическое и горячее лужение тонколистовой стали | |||
| М.: Металлургия, 1980, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
