Изобретение относится к текстиль- ной промышленности, а именно к устройствам для обжима текстильных паковок в отделочном производстве.
Целью изобретения является повышение качества подготовки нитей в паковках к жидкостной обработке за счет деформации всего объема паковки.
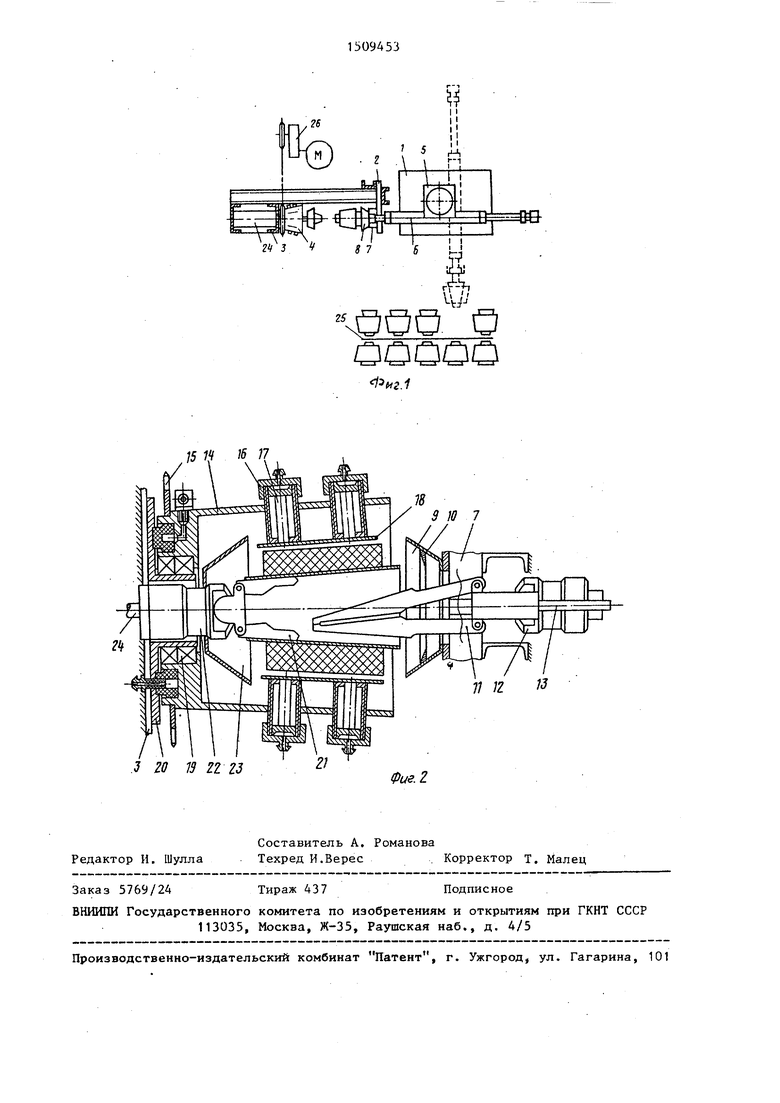
На фиг. 1 изображено устройство для деформации текстильных паковок; на фиг. 2 - опоры для верхнего и нижнего торцов паковки.
Устройство для деформации текстильных паковок в отделочном производстве состоит из манипулятора 1 с программным управлением известного типа упора 2 и стойки 3 с кассетой пневмоцилиндров для привода опоры 4 для верхнего торца паковки.
Манипулятор 1 имеет механизм 5 для периодического поворота, на котором крепится привод 6 вьщвижения с установленной на нем траверсой 7. К траверсе 7 крепится опора 8 для нижнего торца паковки, которая состоит из обжимного объемного конуса 9 с закрепленным в нем упорным кольцом 10, внутренний диаметр которого преСП
о со 4 сд
00
вышает диаметр нижнего торца перфорированного патрона, причем механизм 11 захвата, приводимый в движение пневмоцилиндром 12, установлен с возможностью возвратно-поступательного перемещения соосно оси устройства по ориентирующему элементу 13.
Опора 4 для верхнего торца паковки содержит конусообразный барабан 14, к вершине которого жестко прикреплена приводная звездочка 15. В боковой поверхности бабарана 14 диаметрально противоположно крепятся пневмоцилинд- ры 16, контактирующие штоками 17с плоскими пружинами 18 типа рессоры, которые свободно вставляются в прямоугольные сквозные гнезда барабана 14 под пневмоцилиндрами. Пружины диаметрально расположены относительно оси паковки. Конусообразный барабан 14 вершиной через подшипник 19 опирается на фланец 20, который жестко крепится к неподвижной стойке З..В цент
ральном отверстии фланца 20 находится 25 центре фланца 20. Подается давление
центрирующее средство 21 захвата с приводным пневмоцилиндром 22 и обжимным конусом 23 для верхнего торца паковки, которое крепится к штоку 24 пневмоцилиндра стойки 3, приводящему 30 центрирующее средство 21 захвата к возвратно-поступательному перемещению.
Устройство для деформации такс.,
ния, перемещающуюся от периферии к
40
воздуха в пневмоцилиндры 16, штоки 17 которых движутся к центру бараба- на 14, прогибая плоские пружины 18 и обжимая ими паковку с диаметрально противоположных сторон. Включается электропривод 26, приводная цнпь начинает вращать приводную звездочку 15, жестко соединенную с барабаном 14, на котором закреплены пневмоци- тильных паковок работает следующи м 06-35 линдры 16, регулируемо давяш 1е на разом.плоские пружины 18, которые обкатыва ПoдгoтoвJleннaя к деформации паков- ются по образующей тела паковки, вы- ка поставляется транспортируюш м зывая волну регулируемого разуплотне- средством 25 в зону работы устройства. Включается манипулятор 1 с программным устройством. Подается давление воздуха в привод 6 вьщвижения (позиция Вперед) с -установленной на нем траверсой 7, которая вводит в контакт опору 8 с конической паковкой на транспортирующем средстве. Подается давление воздуха в пневмоцилиндр 12, который раскрывает механизм 11 захвата, фиксируя паковку на опоре 8. Подается давление воздуха в сг, привод 6 вьивижения (позиция Назад), который возвращается в исходное положение, снимая паковку с транспортирующего средства 25. Подается давление воздуха в механизм для периоди- ее цилиндр 12, механизм 11 захвата рас- ческого поворота, т.е. поворотньш ме- крывается, фиксируя паковку на опоре ханизм 5, который поворачивает привод 6 вьивижения с траверсой 7 и опорой В вместе с паковкой в зону деформацентру тела паковки, тем самым перераспределяя плотность тела паковки, которая зависит от угла конусности патрона и степени предварительной плотности тела намотки. Отключают 45 электропривод 26 и, сняв давление воздуха с пневмоцилиндров 16, пружины 18 ставятся в исходное положение, паковка свободна. Подается давление воздуха в пневмоцилиндр 22 стойки 3 (позиция Вперед), шток которого выводит паковку из рабочей зоны разу- плотнительного барабана 14 и входит в контакт с механизмом 11 захвата. Подается давление воздуха в пневмо8. Снимается давление воздуха в пнев- моцилиндре 22, центрирующее средство 21 захвата закрывается. Продолжается
ции. Траперса 7 в зоне дeфopмaIJ и неподвижно фиксируется на упоре 2, выставляя опоры 8 и 4 для верхнего и нижнего торцов паковки соосно одна другой. После подачи давления воздуха в пневмо1л -1линдр стойки 3 (позиция Вперед) шток 24 пневмоцилиндра перемещает вперед и заводит центрирующее средство 21 захвата со стороны верхнего торца паковки в перфорированный патрон.
Захват раскрывается после подачи давления воздуха в пневмоцилиндр 22 и фиксирует паковку на опоре 4. После снятия давления воздуха в пневмоци- линдре 12 механизм 11 за,хвата закрывается, освобождая паковку от опоры
8. Подается давление воздуха в пнев- моцилиндр 22 стойки 3 (позиция Назад) , шток которого перемещает центрирующее средство 21 захвата с паков- кой в конусообразньш барабан 14,где неподвижно фиксируется стойкой 3 в
ния, перемещающуюся от периферии к
ются по образующей тела паковки, вы зывая волну регулируемого разуплотн цилиндр 12, механизм 11 захвата рас крывается, фиксируя паковку на опор
0
ются по образующей тела паковки, вы- зывая волну регулируемого разуплотне- сг, ее цилиндр 12, механизм 11 захвата рас- крывается, фиксируя паковку на опоре
центру тела паковки, тем самым перераспределяя плотность тела паковки, которая зависит от угла конусности патрона и степени предварительной плотности тела намотки. Отключают 5 электропривод 26 и, сняв давление воздуха с пневмоцилиндров 16, пружины 18 ставятся в исходное положение, паковка свободна. Подается давление воздуха в пневмоцилиндр 22 стойки 3 (позиция Вперед), шток которого выводит паковку из рабочей зоны разу- плотнительного барабана 14 и входит в контакт с механизмом 11 захвата. Подается давление воздуха в пневмоются по образующей тела паковки, вы- зывая волну регулируемого разуплотне- цилиндр 12, механизм 11 захвата рас- крывается, фиксируя паковку на опоре
8. Снимается давление воздуха в пнев- моцилиндре 22, центрирующее средство 21 захвата закрывается. Продолжается
5. 15
движение опоры 4 вперед, а зафиксированная паковка с механизмом 11 захвата по ориентирующему элементу 13 отходит назад до тех пор, пока перфорированный патрон не упрется своими торцами в оба обжимных конуса 9 и 23. b процессе этого движения происходит регулируемое разуплотнение внутреннего слоя паковки за счет регулируемого осевого сдвига тела паковки, предварительно намотанного со смещением к краю большего диаметра жесткого конического перфорированного патрона в направлении от большего диаметра к меньшему на величину от нуля до 1/5 высоты паковки в зависимости от угла конусности патрона и степени предварительного разуплотнения методом обкатки, осуществля емого упорным коль- цом 10, установленным в обжимном съемном конусе 9 опоры 8. В завершении движения происходит торцовый обжим паковки, что позволяет сдвинуть плотные торцовые слои нитей к центру паковки и закруглить острие углы по образующей конуса паковки, осуществляемый обжимными конусами 9 и 23 обоих опор А и 8. Подаем давление воздуха в пневмоцилиндр 22 стойки 3 (позиция Назад), шток которого возвращает в исходное положение центрирующее средство 21 захвата, а зафиксированная паковка с механизмом 11 захвата по ориентирующему элементу 13 выходит на исходную позицию. Деформированную паковку на механизме 11 захвата опоры 8, установленного через траверсу 7 на приводе 6 выдвижения, поворачивают и выводят из зоны деформации механизмом 5 для периодического поворота, навешивая паковку вновь на транспортирующее средство 25, Далее цикл повторяется.
Не исключается использование опор 4 и 8 для верхнего и нижнего торца
536
паковки с другими приводными механизмами, обеспечивающими данную компановку и строгую последовательность перемещения опор 4 и 8.
Устройство обеспечивает повышение качества подготовки нитей в паковках на конических перфорированных патронах к жидкостной обработке за счет регулируемой деформации всего объема паковки.
Формула изобретения
Устройство для деформации текстильных паковок в отделочном производстве, содержащее механизм для периодического поворота по ориентирующему элементу, несущий опору с обжимным конусом для нижнего торца паковки, соосно установленную опоре с об- жимньм конусом для верхнего торца паковки, и привод перемещения одной из опор относительно другой, о т л и- чающееся тем, что, с целью повышения качества нитей в паковках к жидкостной обработке, оно имеет смон- .тированные на опорах дпя верхнего и нижнего торцов паковок захваты, расположенные соосно один другому и с возможностью их возвратно-поступательного перемещения вдоль оси, упорное кольцо, закрепленное в конусе для обжима нижнего торца паковки, и механизм обкатки паковок, установленный на опоре для верхнего торца паковки, содержаший коаксиально расположенный относительно оси опоры приводной барабан, имеющий в полости плоские пружины, диаметрально расположенные на боковой поверхности барабана, по числу плоских пружин, силовые цили ндры, шток каждого из которых контактирует с соответствующей плоской пружиной для их радиального перемещения для обжатия боковой поверхности паковки.
г5
4UUU.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для деформации текстильных конических паковок в отделочном производстве | 1988 |
|
SU1594230A1 |
| Устройство для обжима текстильных паковок в отделочном производстве | 1982 |
|
SU1130629A1 |
| Захват для съема бобин с бобинодержателей текстильных машин | 1980 |
|
SU910520A1 |
| Устройство для укладки паковок крестовой намотки в контейнер | 1979 |
|
SU946397A3 |
| Устройство для перегрузки паковок | 1990 |
|
SU1726347A1 |
| Устройство для смены уточных паковок на ткацком станке | 1990 |
|
SU1808028A3 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ НИТИ | 2014 |
|
RU2571262C1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННОГО НАМАТЫВАНИЯ ПРЯЖИ НА КОНИЧЕСКУЮ ПАКОВКУ | 1991 |
|
RU2008246C1 |
| Устройство для перезаправки шпулярника сновальных машин | 1982 |
|
SU1066927A1 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1983 |
|
SU1650310A1 |
Изобретение относится к текстильной промышленности и позволяет повысить качество подготовки нитей к жидкостной обработке за счет деформации всего объема паковки. Устройство содержит опору с обжимным конусом для верхнего торца паковки и средством захвата паковки с приводом его возвратно-поступательного перемещения относительно оси устройства. Соосно с осью устройства установлен механизм обкатки паковок, имеющий приводной барабан, расположенный коаксиально с осью опоры для верхнего торца. В боковой поверхности приводного барабана закреплены пневмоцилиндры, а в полости-диаметрально расположенные относительно оси паковки плоские пружины, контактирующие со штоками пневмоцилиндров для обжима поверхности паковки. Соосно с опорой для верхнего торца паковки установлена опора с обжимным конусом для нижнего торца паковки, при этом в конусе закреплено упорное кольцо для предварительного обжима торца паковки перед обжимом конусами. 2 ил.
,/57 ;5 77
/ J 2Q 13 Z1 23
Редактор И. Шулла
Составитель А. Романова
Техред И.Верес . Корректор т. Малец
Заказ 5769/24
Тираж 437
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
OOQDD
. /
13
Физ.2
Подписное
| Устройство для обжима текстильных паковок в отделочном производстве | 1982 |
|
SU1130629A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
