низмами, служащими для формирования требуемого шага и диаметра пружины при ее навивке, например, с индексом 2 и уплотненными витками по концам пружины. Ша- гозадающие механизмы содержат корпус 36 и расположенный в нем П-образный ползун 37, в котором размещены два обжимных вкладыша 38 и 39, Верхний и нижний обжимной вкладыш 39 имеет опорный выступ
для витка пружины. К корпусу 36 присоединена крышка 40, в которой размещена поворачивающаяся направляющая для подачи проволоки-фильтра 41 в зону навивки. К каретке 6 соосно с корпусом 36 и размещенным в нем ползуном 37 прикреплен диафрагменный пневмоцилиндр 42 с винтом 49 регулировки шага навиваемой пружины. 2 з.п.ф-лы, 14 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| Устройство для навивки цилиндрических пружин с переменным щагом | 1986 |
|
SU1787631A1 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1985 |
|
SU1726096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ НЕТКАНОГО МАТЕРИАЛА МР НА ПРОВОЛОЧНОЙ ОСНОВЕ И СТАНОК ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2195381C2 |
| Устройство для навивки пружин | 1984 |
|
SU1669622A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| Автомат для навивки пружин | 1978 |
|
SU776725A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН С ДВУХСТОРОННЕЙ НАВИВКОЙ И ИЗГИБОМ В СРЕДНЕЙ ЧАСТИ | 2001 |
|
RU2197356C1 |
| Автомат для навивки пружин | 1976 |
|
SU565761A1 |
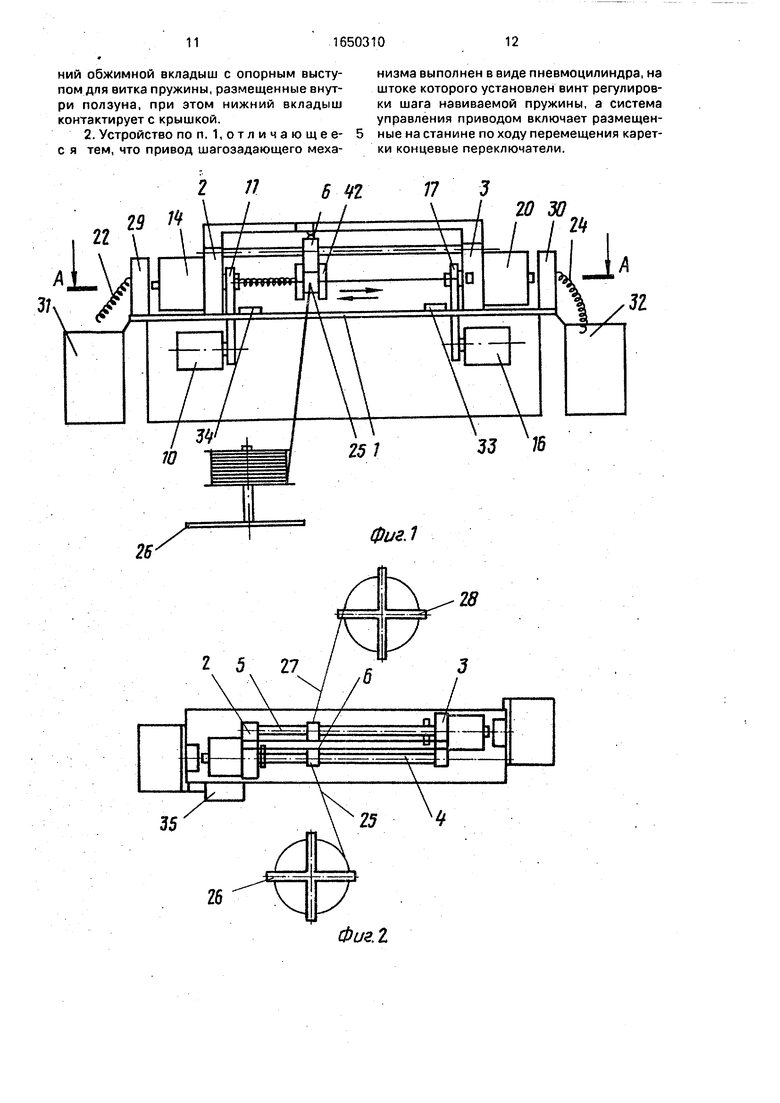
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления пружин-эспандеров поршневых колец, и позволяет повысить производительность устройства. Устройство для навивки из проволоки цилиндрических пружин с переменным шагом содержит станину, на которой противоположно один другому размещены приводные корпусы, соединенные между собой направляющими, на которых установлена каретка 6 для подачи проволоки с шагозадающими меха Ъ Ё О ел о 00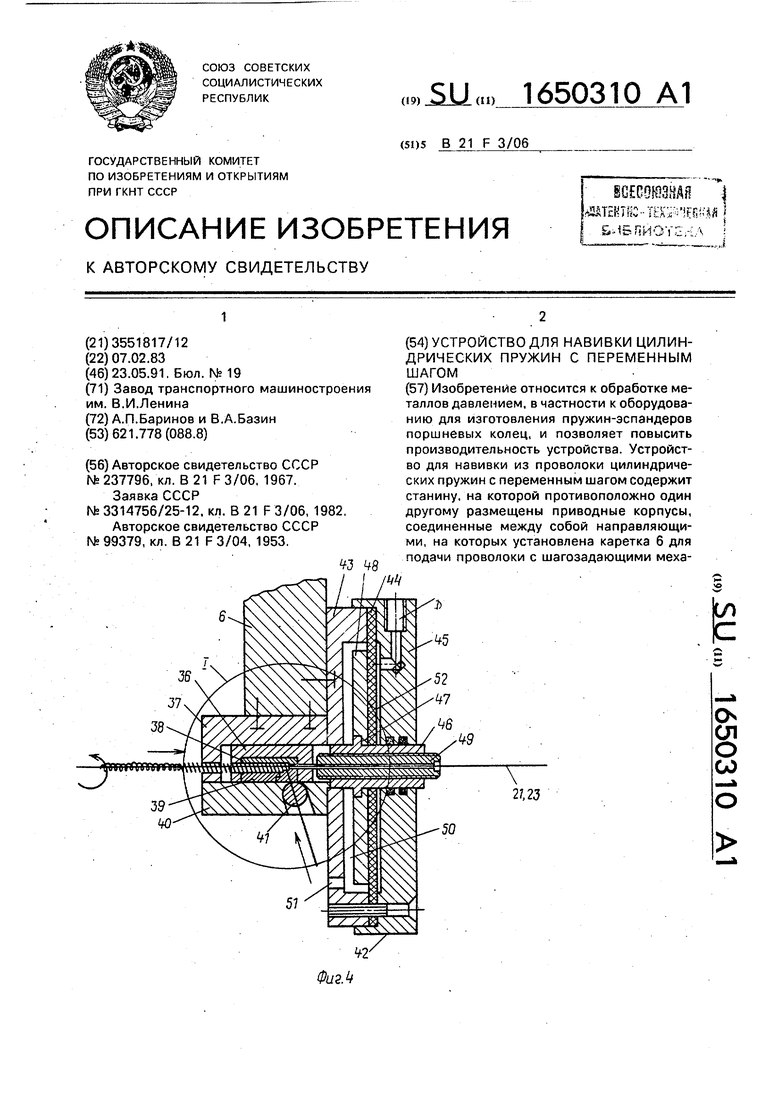
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления пружин-эспандеров поршневых колец, которое обеспечивает навивку пружин с индексом 2 с получением уплотненных витков по концам пружин.
Известно устройство для навивки пружин, содержащее направляющую втулку для проволоки, состоящую из двух половин, каждая из которых имеет формирующие пазы для размещения предварительно навитого конца проволоки и приводной механизм формообразования пружины 1.
Недостатком известного технического решения является то, что его производительность ограничена.
Известно устройство для навивки пружин из проволоки, содержащее смонтированные на станине приводные узлы формообразования спирали, состоящие из пантовых зажимов с закрепленными в них оправками, размещенные на каретке направляющие инструменты для проволоки, бухтодержатели, средства для съема готовых спиралей с оправок и приемные бункеры, при этом каждый цанговый зажим имеет привод, выполненный в виде силового цилиндра 2.
Недостатком известного технического решения является то, что его технологические возможности ограничены,
Наиболее близким к предлагаемому является устройство для навивки цилиндриче- ских пружин с переменным шагом, содержащее смонтированные на станине направляющие и размещенную на них каретку для подачи проволоки в зону формирования пружины, узел формирования пружины с приводной оправкой и шагозада- ющий механизм, имеющий привод с системой управления 3.
Недостатком известного технического решения является то, что его производительность невысока.
Целью изобретения является повышение производительности.
Указанная цель достигается тем, что в устройстве для навивки цилиндрических пружин с переменным шагом, содержащем смонтированные на станине направляющие
и размещенную на них каретку для подачи проволоки в зону формирования пружины, узел формирования пружины с приводной оправкой и шагозадающий механизм, имеющий приводе системой управления, шагозадающий механизм размещен на каретке и имеет корпус с каналом, крышку корпуса с отверстием и с установленной в этом отверстии с возможностью поворота фильерой, П-образной ползун, расположенный в канале корпуса с возможностью возвратно-поступательного перемещения посредством привода, верхний обжимной вкладыш для навиваемой пружины и нижний обжимной вкладыш с опорным выступом для витка
пружины, размещенные внутри ползуна, при этом нижний вкладыш контактирует с крышкой.
Кроме того, привод шагозадающего механизма выполнен в виде пневмоцилиндра,
на штоке которого установлен винт регулировки шага навиваемой пружины, а система управления приводом включает размещенные на станине походу перемещения каретки концевые переключатели.
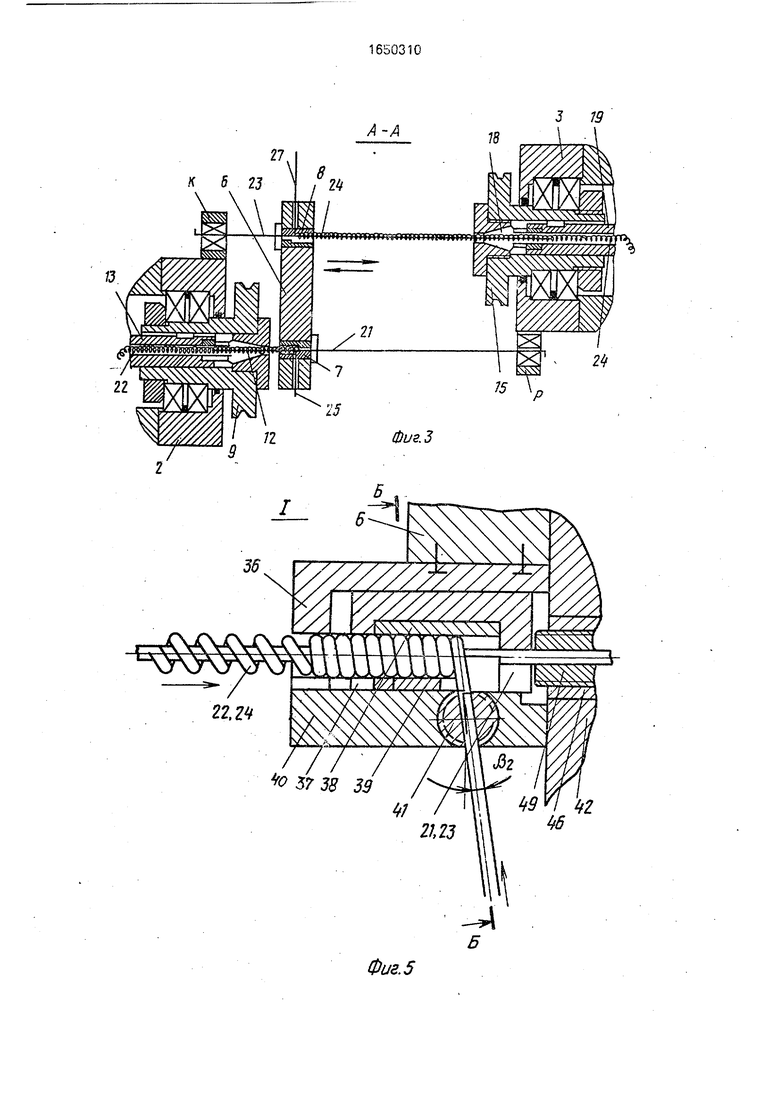
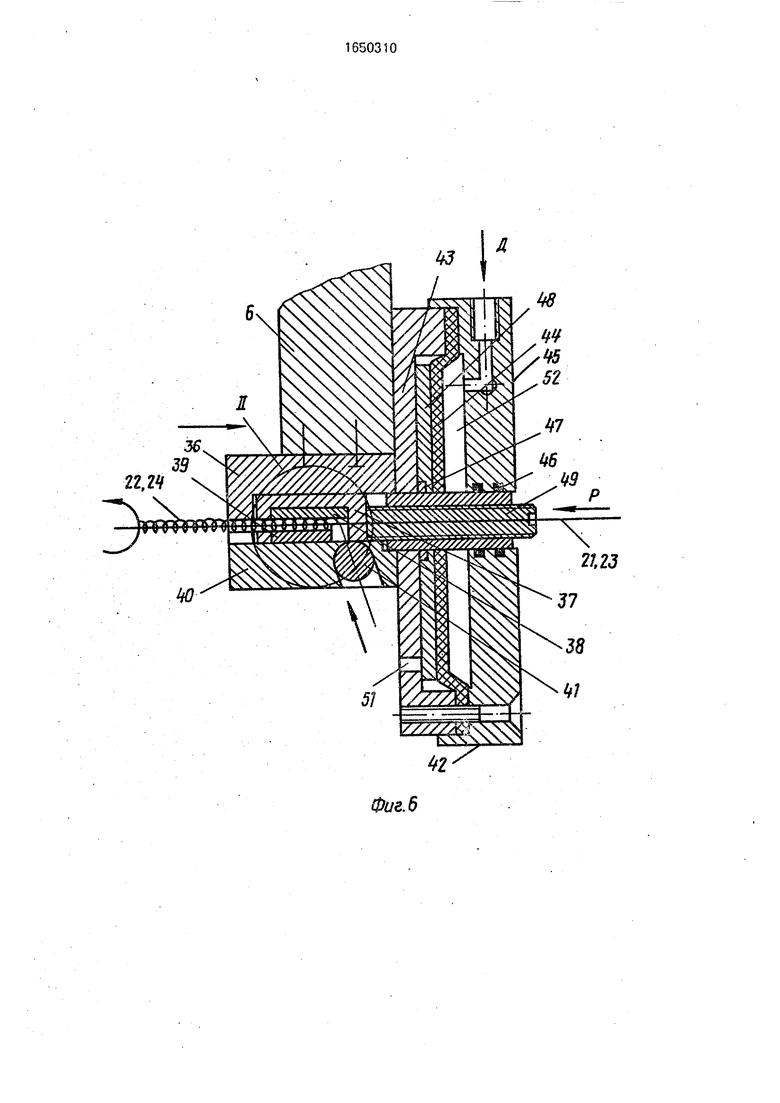
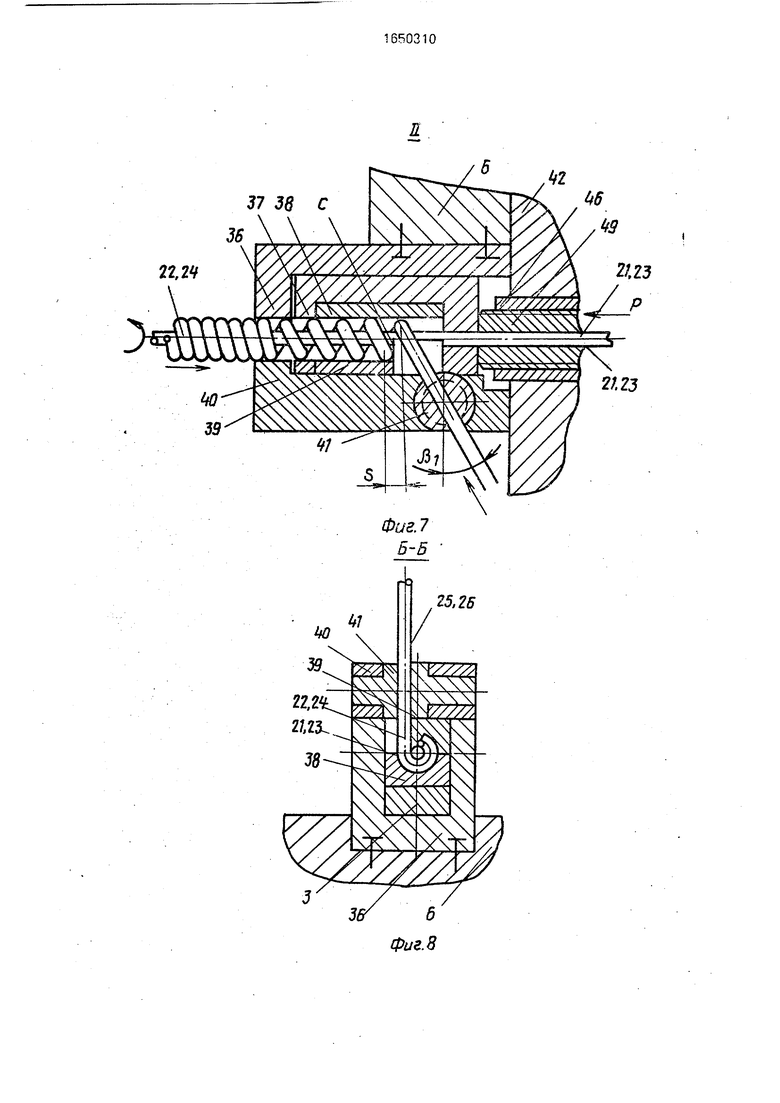
На . 1 изображена схема устройства, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг, 3 - сечение А-А на фиг. 1; на фиг. 4 - положение шагозадающего механизма при плотной навивке пружины; на фиг. 5 узел I на фиг. 4; на фиг. 6 - положение шагозадающего механизма при шаговой навивке пружины, при задействованном пневмоцилиндре; на фиг, 7 - узел II на фиг. 6; на фиг. 8 - сечение Б-Б на фиг. 5;
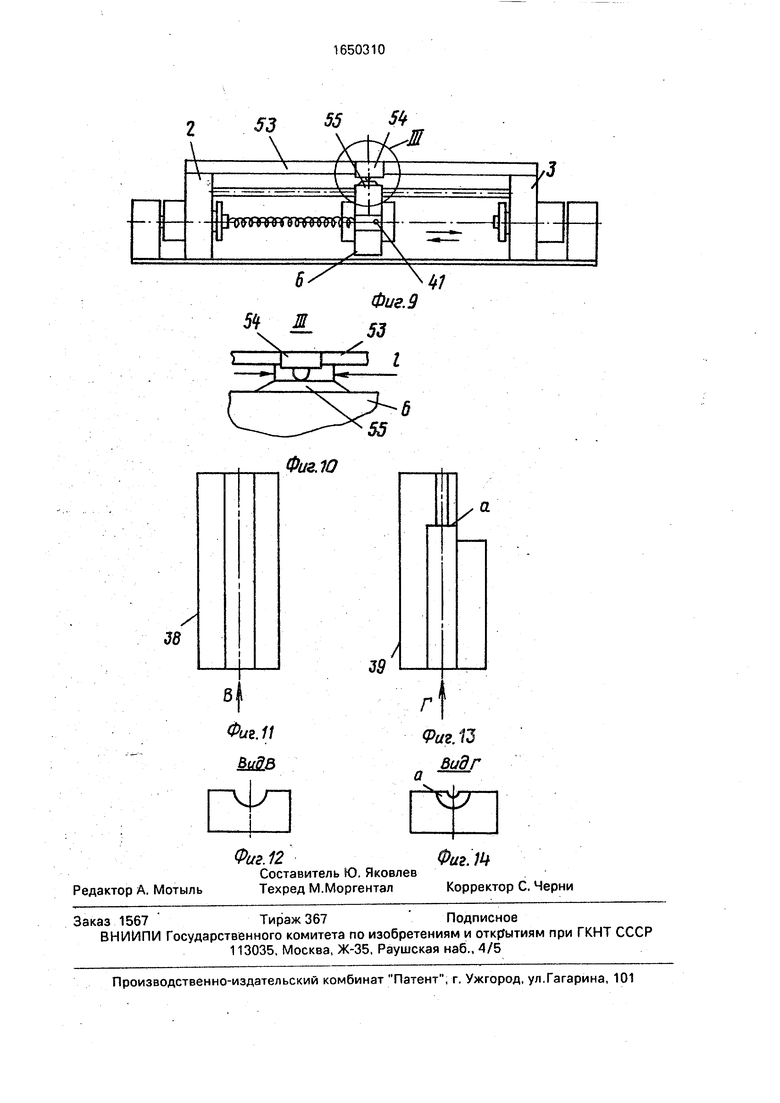
на фиг. 9 - верхняя часть устройства со штангой и конечным выключателем; на фиг. 10 - узел II на фиг. 9; на фиг. 11 - обжимной вкладыш; на фиг. 12 - вид В на фиг. 11; на фиг. 13 - обжимной вкладыш
с упорным торцом а; на фиг. 14 вид Г на фиг 13,
Устройство для навивки из проволоки цилиндрических пружин с переменным шагом содержит станину 1, на которой противоположно один другому размещены приводные корпусы 2 и 3, соединенные между собой направляющими 4 и 5, на которых установлена каретка 6 для подачи проволоки с шагозадающими механизмами 7 и 8, служащими для формирования требуемого шага и диаметра пружины при ее навивке, например, с индексом 2 и уплотненными витками по концам пружины. В приводном корпусе 2 установлен шкив 9, который приводится во вращение электродвигателем 10 при помощи клиноременной передачи 11. В шкиве 9 установлен цанговый патрон 12, приводимый в действие полым штоком 13 пневмоцилиндра 14.
В приводном корпусе 3 установлен шкив 15, приводимый во вращение электродвигателем 16 при помощи клиноременной передачи 17. В шкиве 15 установлен цанговый патрон 18, приводимый в действие полым штоком 19 пневмоцилиндра 20. На оправке 21, один конец которой проходит через цанговый патрон 21 корпуса 2, а другой крепится в подшипнике Р, установленном на приводном корпусе 3, навивается пружина 22.
На оправке 23, один конец которой проходит через цанговый патрон 18, а другой крепится в подшипнике К, установленном на приводном корпусе 2, навивается пружина 24. Пружина 22 навивается из проволоки 25, подаваемой с бунта 26. Пружина 24 навивается из проволоки 27, которая подается с бунта 28. На станине 1 установлены автоматически работающие отсекзтели 29 и 30. Отсеченные пружины 22 и 24 мерной длины сбрасываются в бункеры 31 и 32.
На станине 1 установлены конечные выключатели 33 и 34, с помощью которых и каретки 6 осуществляется работа устройства без холостого хода с высокой пооизво- дительностью. На станине 1 установлен пульт 35 управления с пусковыми кнопками.
Шагозадающий механизм 7 (8) содержит корпус 36 и расположенный в нем П- образный ползун 37, в котором размещены два обжимные вкладыша 38 и 39, верхний и нижний, причем вкладыш 39 имеет две радиусные выемки вдоль оси, равные одна полудиаметру навиваемой пружины 22 (24), другая - полудиаметру оправки 21 (23) и опорный выступ а.
Вкладыш 38 имеет одну сквозную вдоль оси выемку, равную полудиаметру навиваемой пружины 22 (24). К корпусу 36 присоединена крышка 40, в которой размещена
поворачиваюшзяся направляющая для пс- дачи проволоки (фильера 41) в зону навивки. К каретке 6 соосно с корпусов 36 и размещенным в нем ползуном 37 прикреплен диафрагменный пнеБмоция-чн.г.р 42. состоящий из корпуса 43, диафрггмы 44, крышки
45с воздухоподводящим каналом Д, штока
46с буртом 47, тарелки 48 с выемкой по внутреннему диаметру отверстия под бурт
0 47 и винта 49, предназначенного для регулировки шага навиваемой пружины, причем винт 49 имеет внутренее сквозное отверстие для прохода оправки 21 (23).
Диафрагменный пневмоцилиндр 42
5 имеет полость 50 с отверстием 51 для сообщения с атмосферой и полость 52, которая заполняется воздухом в процессе управления навивкой.
Шагозадающих г/.еханизмов выполнено
0 два: 7 и 8 для формирования пружин 22 и 24 из проволоки 25 и 27. На верхней части приводных корпусов 2 и 3 установлена штанга 53. на которой размещен концевой переключатель 54, а на каретке 6, переме5 щающейся по направляющим 4 и 5, размещен кулачок 55, который в нужный момент имеет соприкосновение с концевым переключателем 54, что означает отключение г.невмоцилиндра 42. Соприкосновение
0 длится по необходимой ширине Ркулачка 55, чтобы получить необходимую длину плотной навивки на концах пружины.
Устройство работает следующим образом.
5Подготовка к работе осуществляется таким образом, «то с шагозадающих механизмов 7 и 8, размещенных на каоетке 6, с корпуса 36 снимаются крышка 40 с фильерой 41 и обжимной вкладыш 39, имеющий
0 опорный выступ а. После чего из бунта 26 (28) подается проволока соответственно 25 (27) и пропускается через поворачивающуюся фильеру 41, установленную в крышке 40. 1/1з пропущенных концов проволоки 25 (27)
5 навивают на ручном приспособлении пружину 22 (24) необходимой длины с таким расчетом, чтобы обеспечивался ее надежный зажим в цанговом патроне 12 (18), После чего навитую пружину 22 и 24 укладывают
0 в радиусные выемки между двух обжимных вкладышей 38 и 39 с таким расчетом, чтобы пружина одним последним витком уперлась в упорный торец а вкладыша 39, в таком положении вложить в паз ползуна 37 и уста5 новить крышку 40 с фильерой 41. Затем оправку 21 (23) закрепляют одним концом во вращающемся подшипнике Р (К) соответственно, а второй конец пропускают через внутреннее отверстие регулировочного винта Л9 и навитые концы пружины 22 и 24,
уложенных в обжимных вкладышах 38 и 39 ползуна 37, После этого навитые концы пружины 22 и 24 с пропущенными в них оправками 21 и 23 вставляют в цанговый патрон 12, 18 соответственно.
При наладке включается пневмоци- линдр 14 так, чтобы навиваемая пружина 22 и оправка 21 надежно зажались цанговым патроном 12. После этого включается электродвигатель 10, который через клиноре- менную передачу 11 передает вращение на шкив 9, а последний на цанговый патрон 12 с зажатой в нем пружиной 22 поправкой 21. Затем включается пневмоцилиндр 20 так, чтобы навиваемая пружина 24 и оправка 23 надежно зажались цанговым патроном 10, включается электродвигатель 16, который через клиноременную передачу 17 передает вращение на шкив 15, а последний на цанговый патрон 18, в котором зажимают пружину 24 и оправку 23.
При вращении пружины 22 и оправки 21 в шагозадающем механизме 7 при помощи обжимных вкладышей 38 и 39 с его опорным выступом а и поворачивающейся фильерой 41 и диафрагменного пневмоцилиндра 42 с регулируемым винтом 49, ввернутого в шток 46, происходит формообразование пружины 22 из проволоки 25, проходящей через фильеру 41.
При вращении пружины 24 и оправки 23 в шагозадающем механизме 8 при помощи обжимных вкладышей 38 и 39 с его опорным выступом а, поворачивающейся фильерой
41и диафрагменного пневмоцилиндра 42 с регулируемым винтом 49, ввернутого в шток 46, происходит формирование пружины 24 из проволоки 27, проходящей через фильеру 41.
Так как пружины 22 и 24 с оправками 21 и 23 вращаются, а шагозадающие механизмы 7 и 8 с диафрагменным пневмоцилинд- ром 42 жестко связаны с кареткой 6, то каретка б по навитым виткам пружин 22 и 24 получает поступательное движение з сторону корпуса 2 или в сторону корпуса 3 по направляющим 4 и 5, т.е. перемещение каретки 6 осуществляется с помощью вращающейся оправки 21 (23) при навивании пружины 22 (24) и силы, возникающей в обжимных вкладышах 38 и 39 за счет последовательного отталкивания навиваемого витка пружины от опорного выступа а обжимного вкладыша 39,
Изменение шага пружины 22 (24)осуществляется работой шагозэдающего механизма 7 (8) таким образом, что в пневмоцилиндр
42подается сжатый воздух, диафрагма 44 под действием сжатого воздуха давит на тарелку 48, которая упирается в бурт 47 штока 46. Последний через ввинченный в него винт 49 регулировки шага давит на ползун 37 с размещенными в нем обжимными вкладышами 38 и 39 и перемещает ползун 37 относительно поворачивающейся фильеры 41, которая поворачивается на угол подъема винтовой линии
Д-лТБ- где S - шаг пружины;
d2 - средний диаметр пружины, Таким образом навивается пружина 22 (24), которая с одной стороны упирается в опорный выступ а обжимного вкладыша 39, а с другой стороны фильера 41 удерживает проволоку 25 (27)от выступа а на расстоянии S .
Таким образом производится навивка пружин 22 и 24 с заданным шагом. При соприкоснорении кулачка 55 с концевым переключателем 54 пневмоцилиндр 42 отключается и снимается давление сжатого воздуха с пневмоцилиндра 42, т.е. воздух выходит из полости 52. При этом шток 46 с винтом 49 регулировки шага возвращается в исходное положение. Ползун 37 перемещается в сторону фильеры 41. Фильера 41 поворачивается на угол
Э# Ьгде d - диаметр проволоки;
da - средний диаметр пружины. Таким образом навивается участок пружины с плотным шагом по ее концам.
После того, как кулачок 55 сойдет с концевого переключателя 54, снова включается автоматически электропневмоклапан и сжатый воздух подается в диафрагменный ЛН9ВМОЦИЛИНДР и полость 52. Шток 46 пневмоцилиндра 42 через винт 49 регулировки перемещает ползун 37 относительно фильеры 41 и производится навивка пружин 22 и 24 с заданном шагом, После навивки пружины необходимой длины она отсекается по
середине участка плотной навивки и снимается с оправки. Таким образом получаются пружины с уплотненной навивкой по концам, Причем при установке на штангу 53 (по ходу каретки 6) нескольких концевых переключателей 54, соединенных между обой .последовательно, может производиться волновая навивка пружины. При снятых концевых переключателях 54 может производиться навивка пружины только с
заданным шагом без уплотненных концов и без волновой навивки.
После наладки устройство переключается на автоматический режим работы. Каретка 6 находится у корпуса 2, т.е. в том положении,
когда конечный выключатель 34 сработал. При этом включается пневмоцилиндр 14 на зажатие цанговым патроном 12 пружины 22 с оправкой 21, так как шкив 9 постоянно вращается, следовательно, начинают воа- щаться пружина 22 и оправка 21 в шагоза- дающем механизме 7, проволока 25 навивается на оправку 21, а находящиеся в ползуне 37 обжимные вкладыши 38 и 39 с его опорным выступом а поворачиваются вокруг оси фильерой 41 и пневмоцилиндра 42 с регулируемым винтом 49, формируя пружину 22. Шагозадающий механизм 7 вместе с кареткой 6 получает поступательное движение в сторону корпуса 3. Одновре- менно с этим происходит снятие шагозадающим механизмом 8 пружины 24 с оправки 23. Пружина 24 через шток 19 пневмоцилиндра 20 подается на отсекз- тель 30. Навивка пружины 22 и снятие пружины 24 осуществляются до тех пор, пока каретку б не отключит конечный выключатель 33. Затем включается пневмоцил индр 14 на разжатие цангового патрона 12, освобождаются пружина 22 и оправка 21 от зажатия, навивка пружины 22 прекращается, каретка 6 останавпивается. Одновременно с этим в лючаетг я отсекатель 30 и по середине плотной навивки отрезается требуемого размера пружина 24, которая сбрасывается в бункер 32, в результате образуется готовая пружина с уплотненными витками по концам. Затем включается пнев- моцилиндр 20 на зажртие пружины 24 с оправкой 23 цанговым патроном 18 так как шкив 15 постоянно вращается. Навивка пружины 24 и снятие пружины 22 осуществляются до тех пор, пока каретка 6 не отключит конечный выключатель 34.
При работе устройства на автоматическом режиме происходят поочередно навивка и снятие пружин 22 и 24 определенной заданной длины и заданного шага винтов с уплотненными по концам пружины. При этом исключены холостые ходы каретки 6 с шагозадающими механизмами 7 и 8, что позволяет резко повысить производительность труда.
Предлагаемое устройство позволяет повысить производительность труда, обеспечить возможность навивания пружин с переменным шагом, с малым внутренним диаметром (индексом, равным 2) и с уплотненными витками по концам пружины за счет введения шагозадающего механизма, имеющего обжимные вкладыши с опорным выступом, поворотной фильерой и диафраг- менного пневмоцилиндра с регулируемым зинтом в штоке пневмоцилиндра.
Пружины с малым внутренним ром, индексом, равным 2, и уплотненными витками по концам, необходимы для экс- пачдерных поошневых колец дизелей, так
чак указанные пружины являются более работоспособными в зкспандерных поршневых кольцах, не теряют своей упругости из-за попадания витка в ви-ок по торцам (ч онцам)пружины, как это бывает о пружи0 нах, где нет уплотненных витков по концам. Испытания опытного образца дачи положительные результаты, высокое качество изготовления пружин индексом 1,8-2
Кроме того, устройство для навивки, из
5 проволоки цилиндрических пружин с переменным шаюм индексом 1,3-2 является высоко производительным При 8-часовом рабочем дне на предложенном устройстве навивается в смену 2500 шт пружин. Тогда
0 как на токарном станке навивается 220 с в смену.
Навивка пружины на экспандерные поршневые кольца дизелей производится из проволоки диаметром d 1 мм. наружный
5 диаметр пружины Онар 3 мм, шаг пружины в средней ее части 2 мм По концам пружины имеют плотную навивку I- 10 мм Общая длина пружины 480 мм Уплотненная навивка по концам пружины выполняется для то0 го, чтобы при стыковке концов пружины не Ьыло попадания витка в виток и не терялась ее упругость пои установке их в экспандерные поршневые кольца дизелей
Такое конструктивное решение предла5 гаемого устройства существенно повышает производительность, а также расширяет технотогические возможности его путем воздействия системы управления на работу иагозадающего механизма
0
Формула изобретения 1 Устройство для нативки цилиндрических пружин с переменным шэ(0м, содержащее смонтированные на станине
5 направляющие и размещенную на них каретку для подачи проволоки в зону формирования пружины, узел формирования пружины с приводной оправкой и шагозада- ющий механизм, имеющий привод с систе0 мой управления, отличающееся тем, что, с целью повышения производительности, шагозадающий механизм размещен на каретке и имеет корпус с каналом, крышку корпуса с отверстием и с установленной в
5 этом отверстии с возможностью поворота фильерой, П-ооразный ползун, расположенный в канале корпуса с возможностью возвратно-поступательного перемещения посредством привода, верхний обжимной вкладыш для навиваемой пружины и нижний обжимной вкладыш с опорным выступом для витка пружины, размещенные внутри ползуна, при этом нижний вкладыш контактирует с крышкой.
26
Физ.г
низма выполнен в виде пневмоцилиндра, на штоке которого установлен винт регулировки шага навиваемой пружины, а система управления приводом включает размещенные на станине по ходу перемещения каретки концевые переключатели.
А-А
Фиг. 5
ьв
и
Фиг. 6
ZZ IZ
9
lh
OLCOb9i
ы и
0 9Ј LЈ
9Ј
Фиг.Ю
af
Фиг.11 Видв
-Ф56
| СПОСОБ ИЗГОТОВЛ1-.НИЯ ПРУЖИН | 0 |
|
SU237796A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Заявка СССР Ns 3314756/25-12, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление к токарно-винторезным станкам для навивания пружин с переменным шагом | 1953 |
|
SU99379A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
