1
(21)4371220/23-03
(22)25.01.88
(46) 30.09.89. Вюл. № 36
(71)Свердловский горный институт им. В.В.Вахрушева
(72)И.Ф.Кухаренко, А.Я.Комаров, Е.В.Прокофьев, В.В.Тимухина, А.К.Широбоков, И.Ю.Филиппов, Н.М.Главатских и И.И.Сидоров
(53)622.725(088.8)
(56) Авторское свидетельство СССР № 822900, кл. В 03 D 1/00, 1979. Авторское свидетельство СССР № 1125054, кл. В 03 D 1/00, 1983.
(54)СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССАМИ ИЗМЕЛЬЧЕНИЯ И ФЛОТАЦИИ
(57) Изобретение относится к управлению технологическими процессами .. обогащения полезных ископаемых и может быть использовано при автоматизированном управлении флотационных обогатительных фабрик. Цель изобретения - повышение точности управления за счет
учета влияния циркулирующих потоков процесса флотации на процесс измельчения. Для этого измеряют соотношение содержаний полезных компонентов (СПК) в пульпе на выходе процесса измельчения,расход твердой фазы (РТФ) на выходе процесса измельчения, остаточную концентрацию реагента (ОКР) в циркулирующем потоке процесса флотации. Далее определяют соотношение и змеренных значений РТФ в пульпе и ОКР. Определяют требуемое и текущее значения содержания мелких классов крупности твердых частиц для калздого соотношения СПК пропорционально определенному соотношению текущих значений РТФ в пульпе и ОКР. Изменяют расход руды в процессе измельчения пропорционально отношению требуемого от текущего значения содержания мелких классов крупности твердых частиц. Учет влияния обратных (циркулирую1щх) потоков флотации на измельчение позволяет согласовать режимы операций процесса обогащения. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессами измель-чЕНия и флОТАции | 1979 |
|
SU822900A1 |
| Способ управления процессами измельчения и флотации | 1989 |
|
SU1653839A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ КОМПЛЕКСНОГО ОБОГАЩЕНИЯ ЗОЛОТОСОДЕРЖАЩИХ РУД | 2017 |
|
RU2680624C1 |
| Способ автоматического контроля технологических сортов руды в потоке | 2021 |
|
RU2758305C1 |
| СПОСОБ ПЕРЕРАБОТКИ СМЕШАННЫХ МЕДНЫХ РУД | 2009 |
|
RU2418872C2 |
| СПОСОБ ФЛОТАЦИОННОГО ИЗВЛЕЧЕНИЯ РЕДКИХ МЕТАЛЛОВ | 2015 |
|
RU2612162C1 |
| Способ управления плотностью пульпы в потоке на сливе барабана мельницы | 1989 |
|
SU1688920A1 |
| СПОСОБ ПЕРЕРАБОТКИ ТРУДНОФЛОТИРУЕМЫХ НИКЕЛЬ-ПИРРОТИНОВЫХ МАТЕРИАЛОВ, СОДЕРЖАЩИХ БЛАГОРОДНЫЕ МЕТАЛЛЫ | 2003 |
|
RU2249487C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЗОЛОТА ИЗ УПОРНЫХ ЗОЛОТОМЫШЬЯКОВЫХ РУД | 2005 |
|
RU2291909C1 |
| СПОСОБ ОБОГАЩЕНИЯ ВЫСОКОШЛАМИСТЫХ КАЛИЙСОДЕРЖАЩИХ РУД | 2011 |
|
RU2467803C2 |
Изобретение относится к управлению технологическими процессами обогащения полезных ископаемых и может быть использовано при автоматизированном управлении флотационных обогатительных фабрик. Цель изобретения - повышение точности управления за счет учета влияния циркулирующих потоков процесса флотации на процесс измельчения. Для этого измеряют соотношение содержаний полезных компонентов (СПК) в пульпе на выходе процесса измельчения, расход твердой фазы (РТФ) на выходе процесса измельчения, остаточную концентрацию реагента (ОКР) в циркулирующем потоке процесса флотации. Далее определяют соотношение измеренных значений РТФ в пульпе и ОКР. Определяют требуемое и текущее значения содержания мелких классов крупности твердых частиц для каждого соотношения СПК пропорционально определенному соотношению текущих значений РТФ в пульпе и ОКР. Изменяют расход руды в процесс измельчения пропорционально отношению требуемого от текущего значения содержания мелких классов крупности твердых частиц. Учет влияния обратных (циркулирующих) потоков флотации на измельчение позволяет согласовать режимы операций процесса обогащения. 5 ил.
Изобретение относится к управлению технологическими процессами обогащения полезных ископаемых и может быть использовано при автоматизированном управлении флотационных обогатительных фабрик.
Целью изобретения является повышение точности управления путем учета .влияния циркулирующих потоков процесса флотации на процесс измельчения.
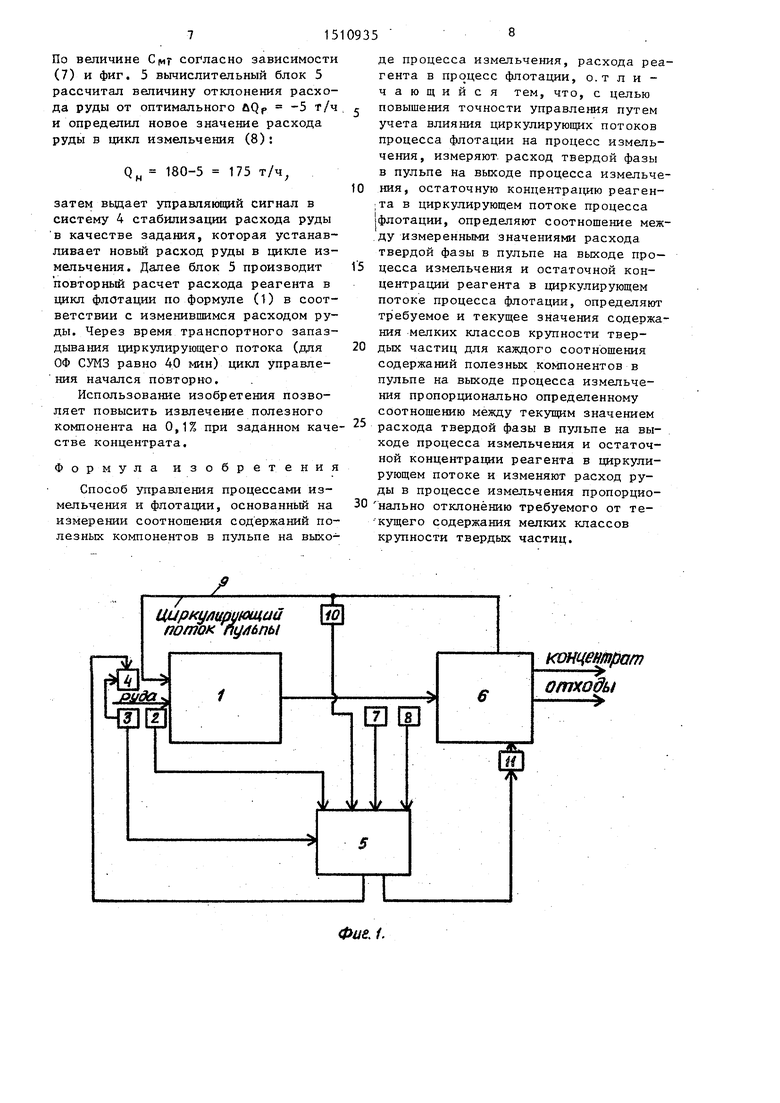
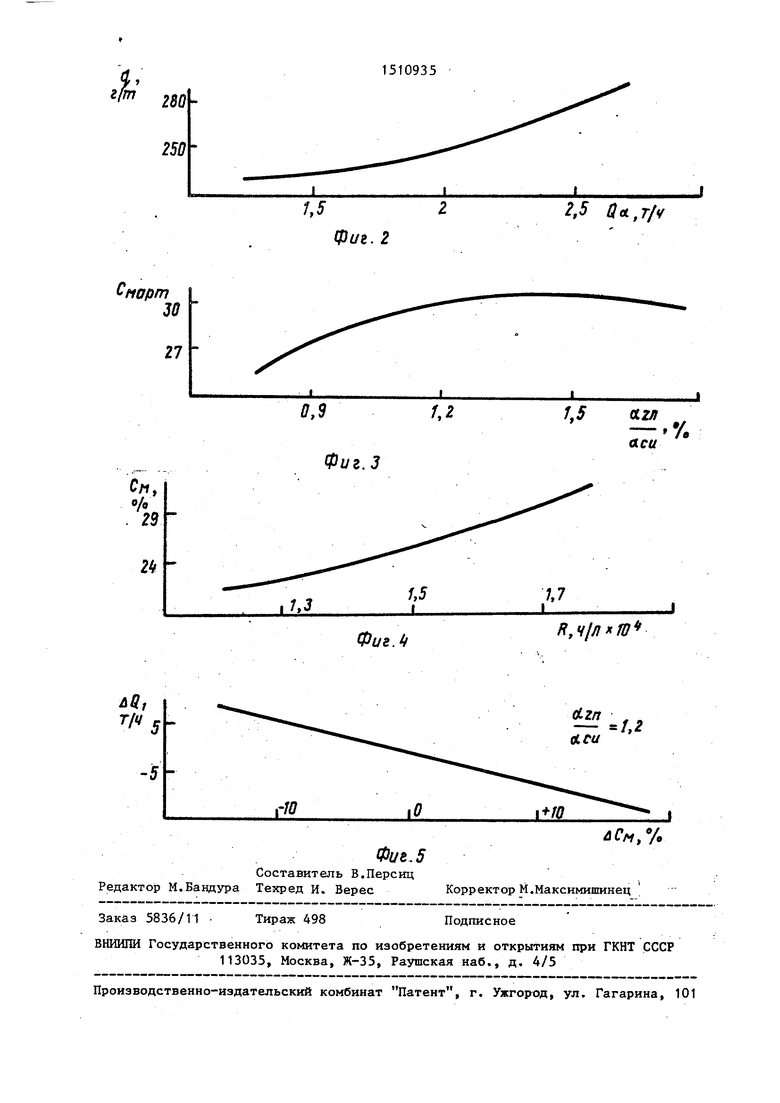
На фиг. 1 изображена блок-схема устройства для реализации предлагаемого способаJ на фиг. 2 - зависимость между количеством полезного компонен- .та, поступающего с перерабатываемой рудой, и расходом реагента в цикле флотации; на фиг. 3 - зависимость между соотношением полезньк компонен-, тов в исходной руде и оптимальным значением содержания мелкого (-0074 мм) класса крупности в рудной пульпе, на фиг. 4 - зависимость между соотношением остаточной концентрации реагента в циркулирующем потоке
,
пульпы с расходом твердой фазы пуль- пы., поступающей в цикл флотации, и содержанием мелкого класса крупности (-0,074 мм) в пульпе на выходе цикла измельчения; на фиг, 5 - зависимость между отклонением величины содержания мелкого класса крупности (-0,074 мм) от оптимального значения и величиной приращения расхода руды, компенсирующего данное отклонение.
Способ заключается в том, что измеряют соотношение содержаний полезных компонентов в пульпе на выходе процесса измельчения, расход твердой фазы в пульпе на выходе процесса измельчения, остаточную концентрацию реагента в циркулирующем потоке процесса флотации, определяют соотношение между измеренными значениями рас- хода твердой фазы в пульпе на выходе процесса измельчения и остаточной концентрации реагента в щфкулирующём потоке процесса флотации, определяют требуемое и текущее значения содержания мелких классов крупности твердых частиц для каждого соотношения содер-- жаний полезных компонентов в пульпе на выходе процесса измельчения пропорционально определенному соотноше- кию между текущим значением расхода твердой фазы в пульпе на вькоде процесса измельчения и остаточной концентрации реагента в циркулирующем потоке и изменяют расход руды в про- цессе измельчения пропорционально отклонению требуемого от текущего содержания мелких классов крупности твердых частиц. ..
Пример. Дробленная руда пос- тупает в цикл 1 измельчения (фиг. 1) на входе в которьй установлен датчик 2 содержания полезных компонентов (вещественного состава руды) например КРФ-13, датчик 3 расхода твердой фазы руды, например весы.ЛТМ-Ш, и система 4 стабилизации расхода руды, например регулятор PII-2. От датчиков 2 и 3 сигналы о содержании полезных компонентов в руде и расходе твердой фазы руды поступают в вычислительный блок 5, в. котором рассчитьшается значение расхода реагента в цикл флотации по.формуле (см. фиг. 2):
q f(Qr ),(1)
где q - расход реагента, л/ч;
QJ - текущий расход твердой фазы руды, T/4i
о( - содержание полезного компонента в руде, %. Определяют оптимальное значение содержания мелкого класса крупности в пульпе для каждого соотношения содержаний полезных компонентов (типа руды СМОРГ) по формуле (см. фиг. 3)
, f(Jiu-), .(2)
га .
-Сц,
соотношение полезных компонентов в исходной руде, Д.е.
25
15 20 30 35 Рудная пульпа поступает в цикл 6 флотации, на входе в которьй установлены датчики 7 и 8 объемного расхода пульпы, например расходомер ИР-1), и плотности пульпы, например плотномер IIP-1025. В циркулирующем потоке
9пульпы, исходящем из промежуточной стадии флотации (например, из пере- чистной флотации), установлен датчик
10остаточной концентрации реагента, например ЭВЛ-1М4. Вычислительный. блок 5 вьщает упраляющий сигнал в систему 11 дозирования реагентов для установления расхода реагента, равно- го q, согласно зависимости (1). После вьщачи управляющего сигнала системе
11вычислительный блок 5 ио значениям сигналов датчиков 7, 8, 10, производит расчет расхода твердого в пульпе, поступающей на флотацию по формуле
Г6
-П у -QV- -г 7:7
(3)
где Q - расход твердой фазы пульпы,
т/ч; Qy - объемньй расход пульпы,
мз/ч,
iJT - плотность руды, . сГ - плотность .пульпы, т/м , и расчет соотношения R между величиной остаточной концентрации реагента и расходом твердой фазы пульпы:
R ..
О тe
(4)
где Кр - остаточная концентрация реагента в циркулирующем потоке пульпы; расход твердой фазы пульпы,
т/ч.
Рассчитав значение R, блок 5 согласно зависимости (фиг. 4) рассчнтывает текущее значение содержания мелкого класса крупности в пульпе С„г
МГ
f(5-.R)
о сц.
соотношение полезных компонентов в исходной руде, Д-е.;
- соотношение (4), яет величину отклонения значения от оптимального С,
МОРГ
4С,
МРРГ - МГ
По величине дС„ согласно зависимости (фиг. 3):
йрр (аС„,
°{г.ь-)
,
(7)
(8)
где uQp - изменение расхода руды,
т /ч,
рассчитьшается величина отклонения расхода руды от оптимального. Новое значение расхода руды определяется TaKi
(8)
QH QT
где
QH- QTновое значение расхода руды, т/ч;
текущее значение расхода руды, т/ч.
Вычислительный блок 5 вьщает значение Qц в систему 4 стабилизации расхода руды в качестве задания. На этом цикл управления завершается.
В начале следующего цикла управления производится перерасчет расхода реагента в цикл флотации и вьщача управляющего сигнала системе 11 в соответствии с измененным расходом руды. Далее управление производится по истечении времени запаздьшания циркулирующего потока, определяемого путем предварительных экспериментов. Измеренные значения от датчиков объемного расхода и остаточной концентрации реагента принимаются вычислительным блоком по истечении времени транспортного запаздывания циркулирующего потока, которое определяется как сумма интервалов времени: транспортного запаздьшания участка флотации от начала 30 точки, из которой отходит циркулирующий поток, и времени транспортирования пульпы цирку(8)
10
15
лирующим потоком в голову процесса (с момента поступления пульпы в цикл флотации).
Например, дробленая руда поступила в цикл 1 измельчения. Датчик 2 вещественного состава (КРФ-13) измерил содержание в руде полезных компонентов (цинка и меди) соответственно: ifi - 1,3%, . . Датчик 3 расхода руды (весы ЛТМ-1М) сообщил значение текущего расхода руды Qf,- 180 т/ч. По значениям сигналов датчиков 2 и 3 согласно зависимости (1) и фиг. 2 вычислительный блок 5 рассчитал значение расхода реагентов в цикл флотации q 250 г/т. Далее в блоке 5 был проведен расчет соотно 2
20
шения металлов
Л4Л.
1,2 и оптималь
ное значение содержания мелкого класса крупности в соответствии с зависимостью (2) и фиг. 3 Сморг 30%. Рудная пульпа постзтила в цикл 6 25 флотации, через время транспортного запаздьшания циркулирующего потока (40 мин) датчик 7 объемного расхода пульпы (расходомер ИР-1) сообщил значение объемного расхода пульпы Qy 30 100 , датчик 8 плотности (плотномер ПР-1025) сообщил значение плотности пульпы, поступающей в цикл флотации, (Г 1,4 т/м . Используя значения Q, и (Г , блок 5 согласно зависимости (3) рассчитал значение расхо35
да твердого в пульпе, поступающей на флотацию:
40
те
180 т/ч.
45
Датчик остаточной концентрации реагента в циркулирующем потоке пульпы сообщил значение остаточной концентрации реагента Ко 90 мг/л. Вычисли- тельньй блок 5 рассчитал значение соотношения R по формуле (4):
R - - - о 5
180
10 ч1п
50
55
и согласно зависимости (5) и фиг, 4 рассчитал значение содержания мелкого класса крупности 30% и определил величину отклонения содержания мелкого класса крупности от оптимального значения. Расчет проводился по формуле (6):
и 30-26 4%.
По величине С(иг согласно зависимости (7) и фиг. 5 вычислительный блок 5 рассчитал величину отклонения расхода руды от оптимального uQp -5 т/ч и определил новое значение расхода руды в цикл измельчения (8):
д„ 180-5 175 т 1ч,
затем вьщает управляющий сигнал в систему 4 стабилизации расхода руды
в качестве задания, которая устанавливает новый расход руды в цикле измельчения. Далее блок 5 производит повторный расчет расхода реагента в цикл флотации по формуле (1) в соответствии с изменившимся расходом руды. Через время транспортного запаздывания циркулирующего потока (для ОФ СУМЗ равно 40 мин) цикл управле НИН начался повторно.
Использование изобретения позволяет повысить извлечение полезного компонента на 0,1% при заданном каче стве концентрата.
Формула изобретения
Способ управления процессами измельчения и флотации, основанный на измерении соотношения содержаний полезных компонентов в пульпе на выхоФие, Л
де процесса измельчения, расхода реагента в процесс флотации, о.т л и - чающийся тем, что, с целью повышения точности управления путем учета влияния циркулирующих потоков процесса флотации на процесс измельчения, измеряют, расход твердой фазы в пульпе на выходе процесса измельчения, остаточную концентрагщю реагента в циркулирующем потоке процесса флотации, определяют соотношение между измеренными значениями расхода твердой фазы в пульпе на выходе процесса измельчения и остаточной концентрации реагента в циркулирующем потоке процесса флотации, определяют тр ебуемое и текущее значения содержания мелких классов крупности твердых частиц для каждого соотношения содержаний полезных компонентов в пульпе на выходе процесса измельчения пропорционально определенному соотношению между текущим значением расхода твердой фазы в пульпе на выходе процесса измельчения и остаточной концентрации реагента в циркулирующем потоке и изменяют расход руды в процессе измельчения пропорционально отклонению требуемого от текущего содержания мелких классов крупности твердых частиц.
ifm
гбо
250
/,5
фиг. 2
Сиарт
30 27
0,9
Фиг,3
лЦ, т/ч
-5
fW
лСм,% Фи.5
Составитель В.Персиц Редактор М. Бандура Техред И. Верес Корректор М.Максимишинец
Заказ 5836/11
Тираж 498
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
1510935
/.2
1,5 zn
леи
Ф uz.fi
Я,у/;7А/57
(f-zn , - e/,2 леи
j
Подписное
