Изобретение относится к машиностроению и может быть использовано при производстве зубчатых изделий с по- вьш1енной износостойкостью активных поверхностей зубьев.
Цель изобретения - сокращение Гру- доемкости и повьшгение точности изго- товления эталонного изделия с поверхностно упрочненным слоем, форма торцов зубьев которого соответствует форме, приобретаемой вследствие естественного изнашивания.
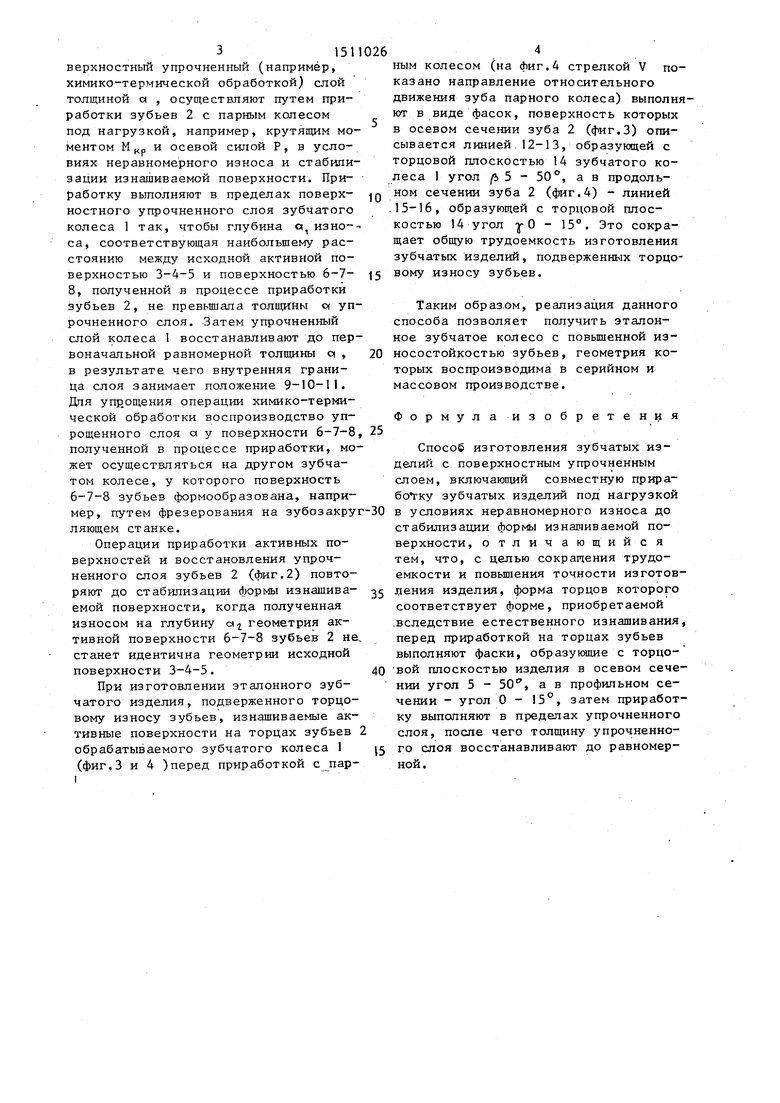
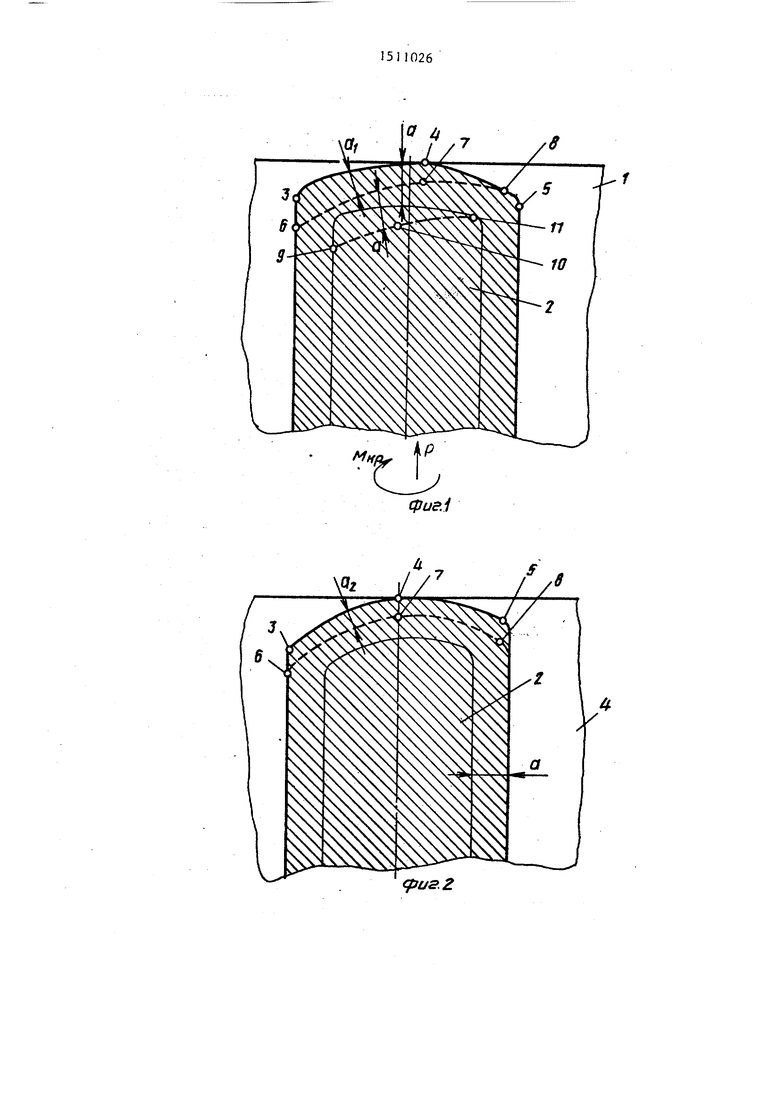
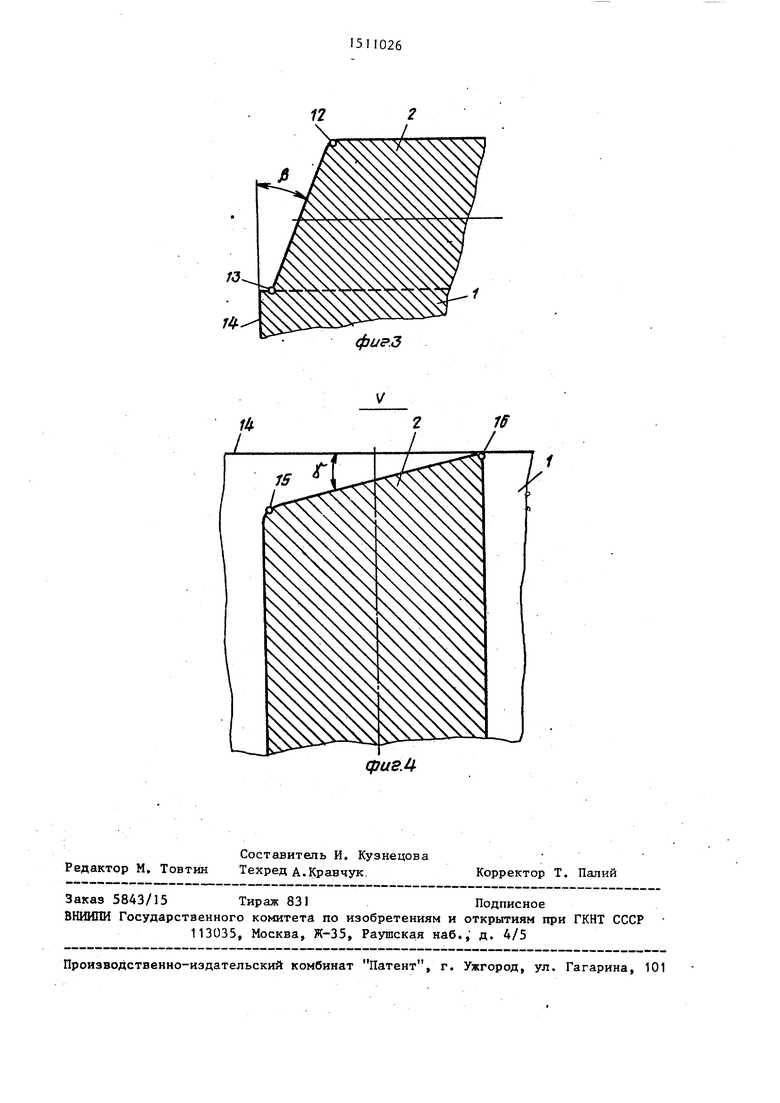
На фиг,1 изображена часть зубчатого венца обрабатьшаемого изделия в - плоскости, параллельной продольному сечению зуба и его оси; на фиг.2 - то-же, после стабилизации формы изнашиваемой поверхности зубьев; на фиг.З - фаска на изнашиваемых участ-, ках в осевом сечении зуба; на фиг.4 то же, в продольном сечении зуба.
Формообразование, например, эталонного переключаемого зубчатого колеса 1 , зубья 2 которого имеют поto
Од
315П
верхностный упрочненный (например, химико-термической обработкой) слой толщиной сх , осуществляют путем приработки зубьев 2 с парным колесом под нагрузкой, например, крутящим моментом М цр и осевой силой Р, в условиях неравномерного износа и стабипи зации изнашиваемой поверхности. При- работку выполняют в пределах поверх- ностного упрочненного слоя зубчатого колеса 1 так, чтобы глубина о изно са, соответствующая наибольшему расстоянию между исходной активной поверхностью 3-4-5 и поверхностью 6-7- 8, полученной в процессе приработки зубьев 2, не превьшала толщины от упрочненного слоя. Затем упрочненный слой колеса 1 восстанавливают до первоначальной равномерной толщины d , в результате чего внутренняя граница слоя занимает положение 9-10-11. Для упр.ощения операции химико-термической обработки воспроизводство упрощенного слоя а у поверхности 6-7-8 полученной в процессе приработки, может осуществляться на другом зубчатом колесе, у которого поверхность 6-7-8 зубьев формообразована, например, путем фрезерования на зубозакру ляющем станке.
Операции приработки активных поверхностей и восстановления упрочненного слоя зубьев 2 (фиг.2) повторяют до стабилизации формы изнашива- емой поверхности, когда полученная износом на глубину а геометрия активной поверхности 6-7-8 зубьев 2 не станет идентична геометрии исходной поверхности 3-4-5.
При изготовлении эталонного зубчатого изделия, подверженного торцовому износу зубьев, изнашиваемые активные поверхности на торцах зубьев обрабатываемого зубчатого колеса 1 (фиг.З и 4 )перед приработкой с пар- I
ным колесом (на фиг.4 стрелкой V показано направление относительного движения зуба парного колеса) выполнют в виде фасок , поверхность которых в осевом сечении зуба 2 (фиг.З) описывается линией 12-13, образующей с торцовой плоскостью 14 зубчатого колеса 1 угол /ь 5 - 50°, а в продольном сечении зуба 2 (фиг.4) - линией 15-16, образующей с торцовой плоскостью 14 угол у О - 15°. Это сокращает общую трудоемкость изготовления зубчатых изделий, подверженных торцовому износу зубьев.
Таким образ.ом, реализация данного способа позволяет получить эталонное зубчатое колесо с повыщенной износостойкостью зубьев, геометрия которых воспроизводима в серийном и массовом производстве.
Формула изобретения
Способ изготовления зубчатых изделий с поверхностным упрочненным слоем, включающий совместную приработку зубчатых изделий под нагрузкой в условиях неравномерного износа до стабилизации формы изналиваемой поверхности, отличающийся тем, что, с целью сокращения трудоемкости и повьшшния точности изготовления изделия, форма торцов которого соответствует форме, приобретаемой .вследствие естественного изнашивания перед приработкой на торцах зубьев выполняют фаски, образующие с торцо- вой плоскостью изделия в осевом сечении угол 5 - 50, а в профильном сечении - угол О - 15°, затем приработку выполняют в пределах упрочненного слоя, после чего толщину упрочненного слоя восстанавливают до равномерной.
а
8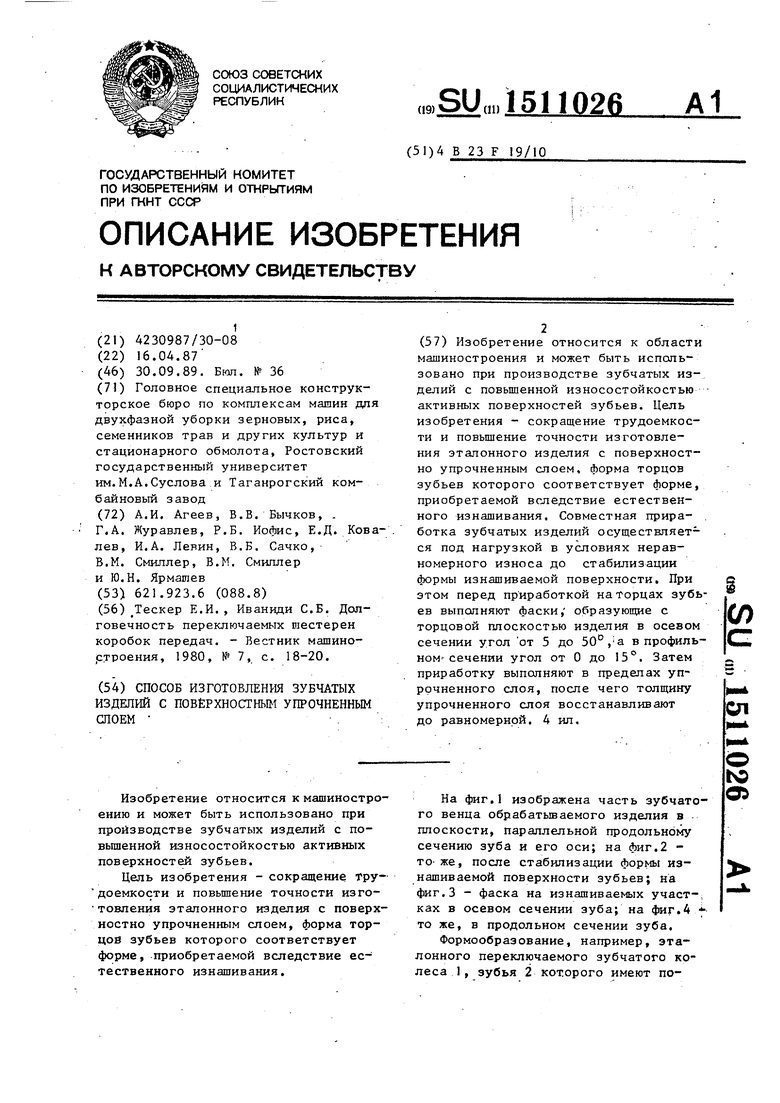
| название | год | авторы | номер документа |
|---|---|---|---|
| Деталь с чередующимися впадинами и выступами | 1980 |
|
SU868191A1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
| МОДИФИЦИРОВАННАЯ ЭВОЛЬВЕНТНАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 1997 |
|
RU2128303C1 |
| Зубчатая передача с автоматически регулируемым зазором | 1989 |
|
SU1700321A1 |
| Зубчатая передача точечного зацепления | 1990 |
|
SU1716226A1 |
| Прямозубая цилиндрическая передача | 1980 |
|
SU922358A2 |
| СПОСОБ ОЦЕНКИ ОТНОСИТЕЛЬНОЙ ИЗНОСОСТОЙКОСТИ МАТЕРИАЛА | 2006 |
|
RU2315284C1 |
| ИМПРЕГНИРОВАННАЯ АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 2012 |
|
RU2513049C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ ИЗНОСОСТОЙКОСТИ МАТЕРИАЛОВ | 2008 |
|
RU2373520C1 |
Изобретение относится к области машиностроения и может быть использовано при производстве зубчатых изделий с повышенной износостойкостью активных поверхностей зубьев. Цель изобретения - сокращение трудоемкости и повышение точности изготовления эталонного изделия с поверхностно упрочненным слоем, форма торцов зубьев которого соответствует форме, приобретаемой вследствие естественного изнашивания. Совместная приработка зубчатых изделий осуществляется под нагрузкой в условиях неравномерного износа до стабилизации формы изнашиваемой поверхности. При этом перед приработкой на торцах зубьев выполняют фаски, образующие с торцовой плоскостью изделия в осевом сечении угол от 5 до 50°, а в профильном сечении угол от 0 до 15°. Затем приработку выполняют в пределах упрочненного слоя, после чего толщину упрочненного слоя восстанавливают до равномерной. 4 ил.
fJJuaj
ffJus.Z
фиг.З
| .Тескер Е.И., Иваниди С.Б | |||
| Долговечность переключаемых шестерен коробок передач | |||
| - Вестник машиностроения, 1980, № 7, | |||
| с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
