В ОСНОВНОМ авт. св. № 144385 описан способ нарезания крупномодульных цилиндрических зубчатых колес посредством комплекта дисковых фрез с нулевым углом зацепления. Обкатку заготовки производят путем сообщения ей лериодического поворота с соответствующей осевой подачей набора фрез.
Настоящее изобретение является дальнейшим развитием способа по авт. Си. 144385 в части повыщения производительности процесса нарезания. Это достигается тем, что предварительное фрезерование впадин на проход с осевой подачей касательно к профилю боковых сторон осуществляют посредством двух парных комплектов дисковых трехсторонних фрез, установленных на разных уровнях по глубине впаднны. Для окончательной же обработки эвольвентного профиля зубьев может быть использована одна высокопроизводительная торцовая фреза, обрабатывающая каждую сторону зуба при периодическом движении обкатки за несколько поперечных сточек.
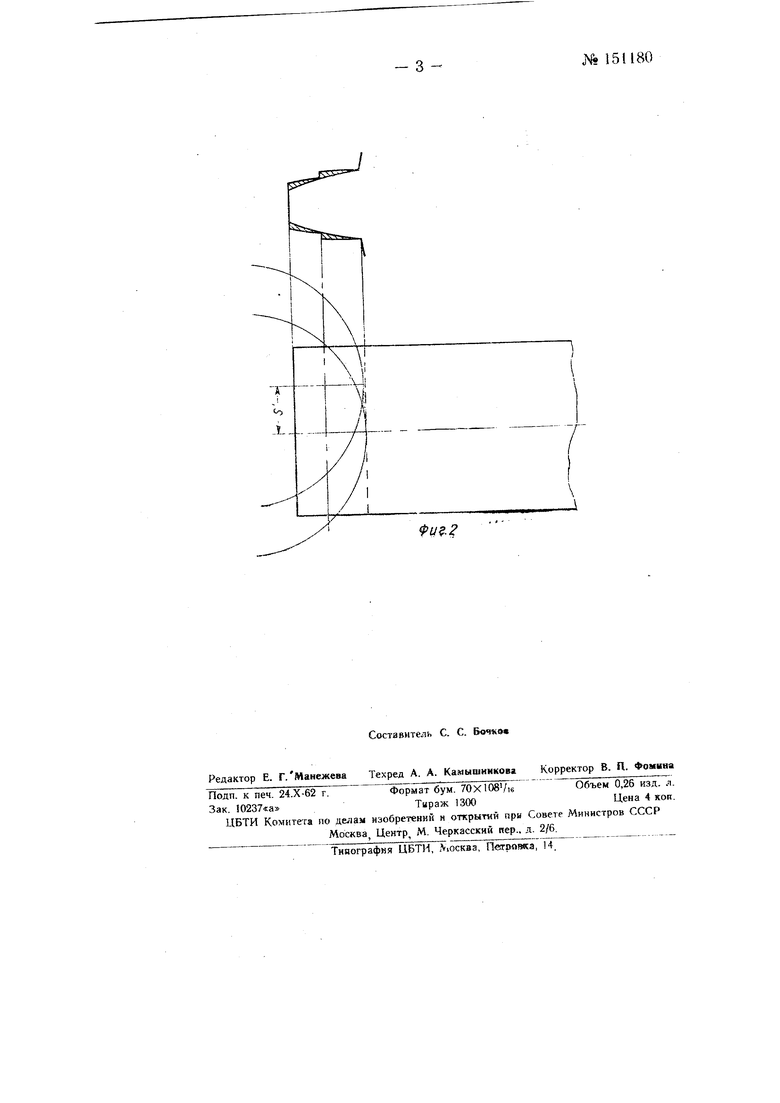
На фиг. 1 изображена схема расположения торцовой фрезы относительно профиля нарезаемых зубьев; на фиг. 2 - схема расположения тр1аектории режущей кромки .той же фрезы по боковой поверхности нарезаемых зубьев.
Согласно предлагаемому способу предварительное фрезерование впадин на проход с осевой подачей, касательно к профилю боковых сторон, осуществляют посредством двух парных комплектов дисковых трехсторонних фрез, установленных на разных уровнях по глубине впадины. После такой предварительной обработки на профиле зубьев остаются гребещ:ки 7 (фиг. 1), которые при окончательной обработке эвольвентного профиля зубьев удаляются высокопроизводительной
№ 151180- - 2 -горцовой фрезой 2. Последняя обрабатывает каждую сторону зуба при периодическом движении обкатки за несколько поперечных сточек.
При начале обработки фрезу 2 устанавливают смещенной на величину
l Re- sinac,
где Re. - радиус окружности выстунов, а «« - угол давления на вершине зубьев колеса. Центр же фрезы устанавливают ниже торца нарезаемого колеса на величину, равную половине принятой осевой подачи S (см. фиг. 2). После этого дают движение обкатки соответственно фрезе и колесу 4 в направлении стрелок А и Б. Так периодически, с вознратом колеса и фрезы в исходное положение, производят обработку участков на всех зубьях по эвольвенте. После этого опускают фрезу на допустимую осевую подачу 5 и повторяют предыдущие приемы до полной обработки всех зубьев колеса методом индивидуального деления.
Предмет изобретения
J. Способ нарезания крупномодульных цилиндрических зубчатых колес но авт. св. № 144385, отличающийся тем, что, с целью позы-, шения производительности процесса нарезания, осуществляют предварительное фрезерование впадин на проход с осевой подачей касательito к профилю боковых сторон посредством двух парных комплектов дисковых трехсторонних фрез, установленных на разных уровнях по глубине впадины.
2. Способ по п. J, отличающийся тем, что для окончательной обработки эвольвентного профиля зубьев используют одну высокопроизводительную торцовую фрезу, обрабатывающую каждую сторону зуба при периодическом движении обкатки за несколько поперечных гточек,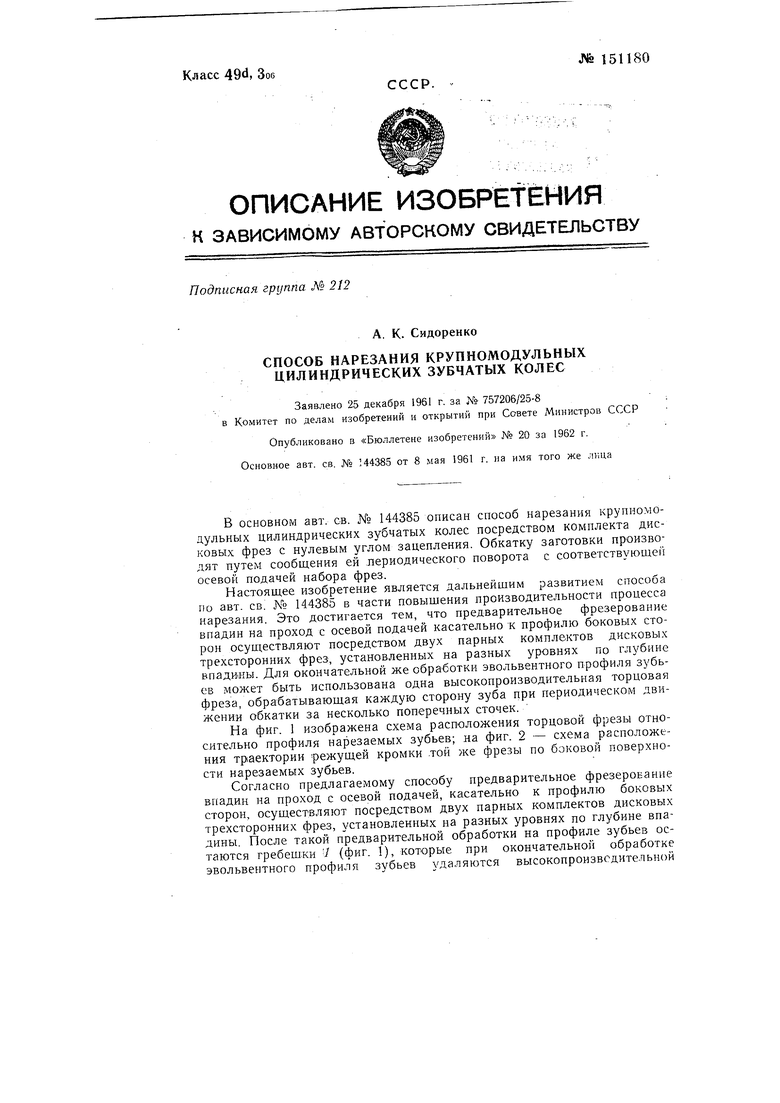

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания крупномодульных цилиндрических зубчатых колес | 1961 |
|
SU144385A1 |
| СПОСОБ ЧЕРНОВОЙ ОБРАБОТКИ ПРЯМЫХ ЗУБЬЕВ | 1996 |
|
RU2103120C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| Зубофрезерный станок | 1961 |
|
SU149013A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРИВОЛИНЕЙНЫХ ПО ДЛИНЕ ЗУБЬЕВ НА ЦИЛИНДРИЧЕСКИХ КОЛЕСАХ ЧЕРВЯЧНОЙ ФРЕЗОЙ | 1995 |
|
RU2094183C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
и
