О
ч фиг.1
Изобретение относится к строительной индустрии и может быть использовано для непрерывного формования плит из сыпучих сырьевых смесей.
Цель изобретения - улучшение качества изделий за счет увеличения степени уплотнения смеси по боковым граням и уменьшение облоя.
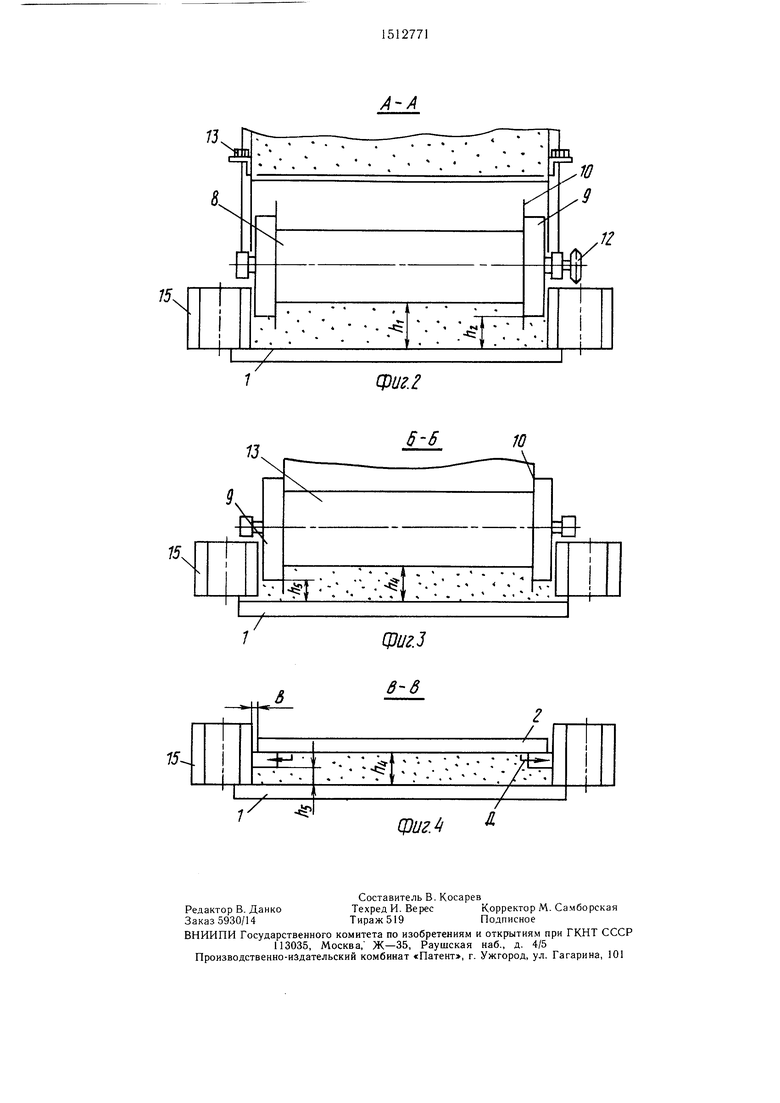
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Устройство для непрерывного формования плит содержит нижний и верхний ленточные конвейеры 1 и 2, бункер 3 с течками 4 и 5 и шиберными заслонками первичного 6 и вторичного 7 дозирования. Между течками 4 и 5 расположен каток 8 с боковыми уплотнителями в виде узких реборд 9 и дисковых ножей 10. Каток 8 соединен двуплечим рычагом 11 с шиберной заслонкой 7 и снабжен приводом враш,ения через звездочку 12. Каток 8 снабжен подвеской с регулировочной гайкой 13. Над нижней лентой конвейера 1 перед конвейером 2 расположен дополнительный каток 14, выполненный аналогично катку 8 с ребордами 9 и дисковыми ножами 10 и смонтированный между боковыми ленточными конвейерами 15.
Устройство работает следующим образом.
Сырьевая сыпучая смесь из бункера 3 через течку 4 поступает на ленту нижнего конвейера 1 прокатной установки, захватывается лентой и слоем толшиной /г„ подается под каток 8, который вращается посредством звездочки 12. Толщина слоя h настраивается путем подъема или опускания шиберной заслонки 6 первичного дозирования. Каток 8 уплотняет смесь до толщины HI в основной зоне и до толщины /Z2 по краям в зоне боковых конвейеров 15. Благодаря тому, что боковые уплотнители выполнены в виде узких реборд 9 и снабжены дисковыми ножами 10, расположенными непосредственно на катке 8, степень уплотнения смеси под ребордами 9 повышается, так как дисковые ножи 10 препятствуют боковому «выпиранию смеси из-под реборд 9. Толщина уплотненной смеси hi при заданных массе, диаметре катка и толщине h зависит от формовочных свойств смеси (насыпной массы смеси и уплотняемости).
С увеличением насыпной массы смеси толщина hi увеличивается, с увеличением показателя уплотняемости толщина hi умень- щается. Таким образом, при отклонении
формовочных свойств от эталонных каток поднимается или опускается от своего номинального значения, при подъеме катка 8 посредством двуплечего рычага 11 заслонка 7 опускается, толщина слоя смеси при этом
Q уменьшается и наоборот. Подбором соотношения длин /I и /2 плеч рычага II достигается постоянство параметров формования (давления или степени уплотнения) в условиях изменяющихся свойств смеси. Боковые уплотнители в виде реборд 9 и диско5 вых ножей уплотняют смесь по краям до
толщины /Z2.
При прохождении уплотненной смеси под течкой 5 по краям досыпается смесь до толщины hs- При дальнейщем движении
Q смесь уплотняется дополнительным катком 14 до общей толщины /i4 и углублений толщиной fts по краям.
Образование углублений hs по краям плиты уменьшает облой на поверхности отформованных изделий по следующим причинам.
5 Уплотненная по краям смесь приобретает структурную прочность, что снижает ее подвижность и затрудняет ее вытеснение в зазор между лентой верхнего конвейера 2 и боковым конвейерам 15. Основная масса смеси толщиной /Z4 при уплотнении вслед0 ствие бокового распора перемещается по стрелке Д к боковым конвейерам 15, приобретая при этом повышенную плотность и структурную прочность, что уменьшает возможность вытеснения смеси в зазор шириной В и образования облоя.
Формула изобретения
Устройство для непрерывного формования плит из смесей повышенной сыпучести,
0 содержащее нижний и верхний конвейеры, бункер с шиберными заслонками первичного и вторичного дозирования, снабженный боковыми уплотнителями в виде реборд, отличающееся тем, что, с целью улучшения качества изделий за счет увеличения
5 степени уплотнения смеси по боковым граням и уменьшения облоя, устройство снабжено установленным перед верхним конвейером дополнительным катком, боковые уплотнители выполнены с дисковыми ножами, дополнительный каток - с ребордами
0
и дисковыми ножами по краям.
Фиг.Е
| название | год | авторы | номер документа |
|---|---|---|---|
| Питатель для сыпучих сырьевых смесей | 1986 |
|
SU1440736A1 |
| Объемный дозатор | 1982 |
|
SU1062528A1 |
| Установка для непрерывного изготовления строительных изделий | 1984 |
|
SU1288074A1 |
| Установка для непрерывного формования изделий с пустотами | 1988 |
|
SU1622125A1 |
| Питатель для сыпучих материалов | 1979 |
|
SU774950A1 |
| СЕКЦИЯ ЗЕРНОТУКОВОЙ СЕЯЛКИ | 2005 |
|
RU2311746C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ И ПЛОСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЧЕРЕПИЦЫ, НЕПРЕРЫВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038972C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ УТИЛИЗАЦИИ ПОРОХОВ И ТВЕРДЫХ РАКЕТНЫХ ТОПЛИВ (ВАРИАНТЫ) | 2001 |
|
RU2183605C1 |
| Укрытие мест пересыпки сыпучего материала | 1971 |
|
SU445599A1 |
| РУЧНОЙ НАСТОЛЬНЫЙ НЕВЕСОМЫЙ КАТОК ДЛЯ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ С ПЛОТНОСТЬЮ, СООТВЕТСТВУЮЩЕЙ ПРЕДЕЛУ ИХ ПРОЧНОСТИ | 2012 |
|
RU2508194C1 |
Изобретение относится к области строительной индустрии и может быть использовано для непрерывного формования плит из сыпучих сырьевых смесей. Изобретение позволяет улучшить качество изделий за счет увеличения степени уплотнения смеси по боковым граням и уменьшения облоя благодаря тому, что устройство для непрерывного формования плит снабжено дополнительным катком 14, расположенным перед верхним конвейером 2 и выполненным аналогично катку 8 с ребордами 9 и дисковыми ножами 10 по краям. 4 ил.
6-6
10
| Установка для непрерывного изготовления строительных изделий | 1984 |
|
SU1288074A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
