(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Питатель для сыпучих сырьевых смесей | 1986 |
|
SU1440736A1 |
| Установка для непрерывного изготовления строительных изделий | 1984 |
|
SU1288074A1 |
| Устройство для непрерывного формования плит из смесей повышенной сыпучести | 1987 |
|
SU1512771A1 |
| Устройство для формования изделий из сыпучих сырьевых смесей | 1984 |
|
SU1289691A1 |
| Питатель для сыпучих материалов | 1979 |
|
SU774950A1 |
| Установка для непрерывного формования плит | 1986 |
|
SU1411147A1 |
| Установка для изготовления строительныхиздЕлий C пуСТОТАМи | 1979 |
|
SU808297A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ | 1991 |
|
RU2021107C1 |
| Пресс для изготовления изделий из бетонной смеси | 1989 |
|
SU1787779A1 |
| Пресс-форма для прессования полых изделий с буртиками на концах | 1990 |
|
SU1784458A1 |

о
N9 ЬЭ
Ю СЛ
ФигЛ
Изобретение относится к установка для непрерывного формования строителных изделий типа теплоизоляционных плит из сыпучих сырьевых смесей.
Цель изобретения - получение равн плотной структуры изделия и уменьшение габаритов установки.
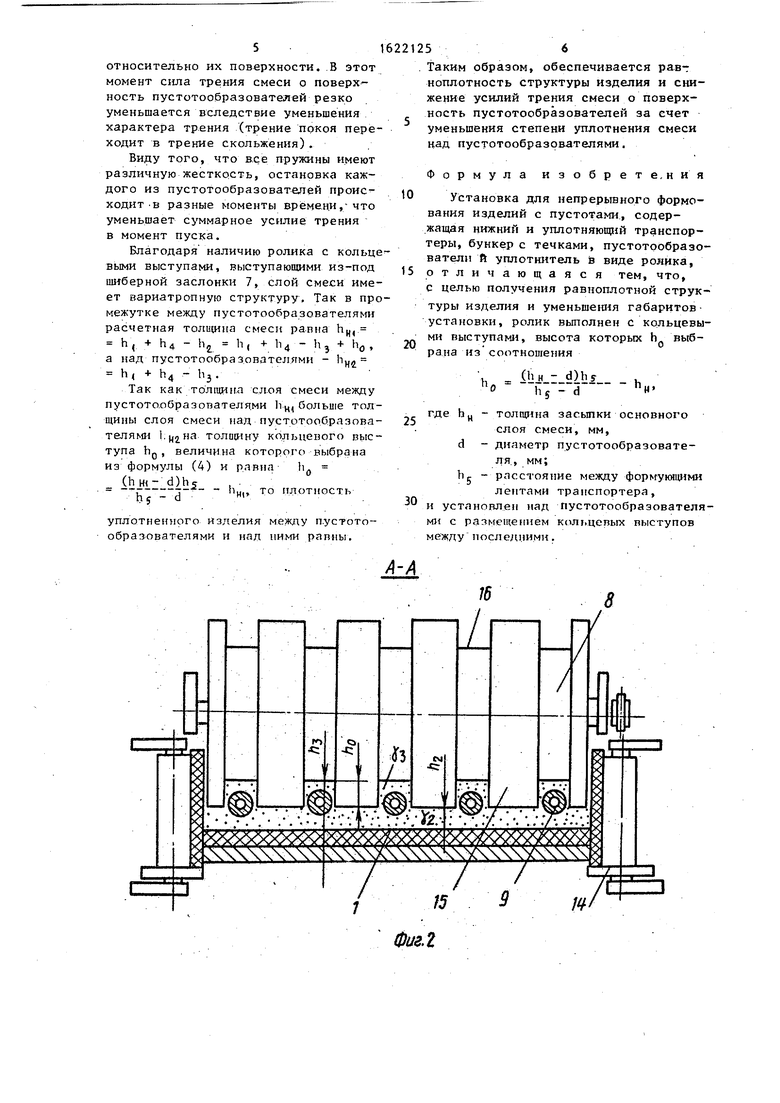
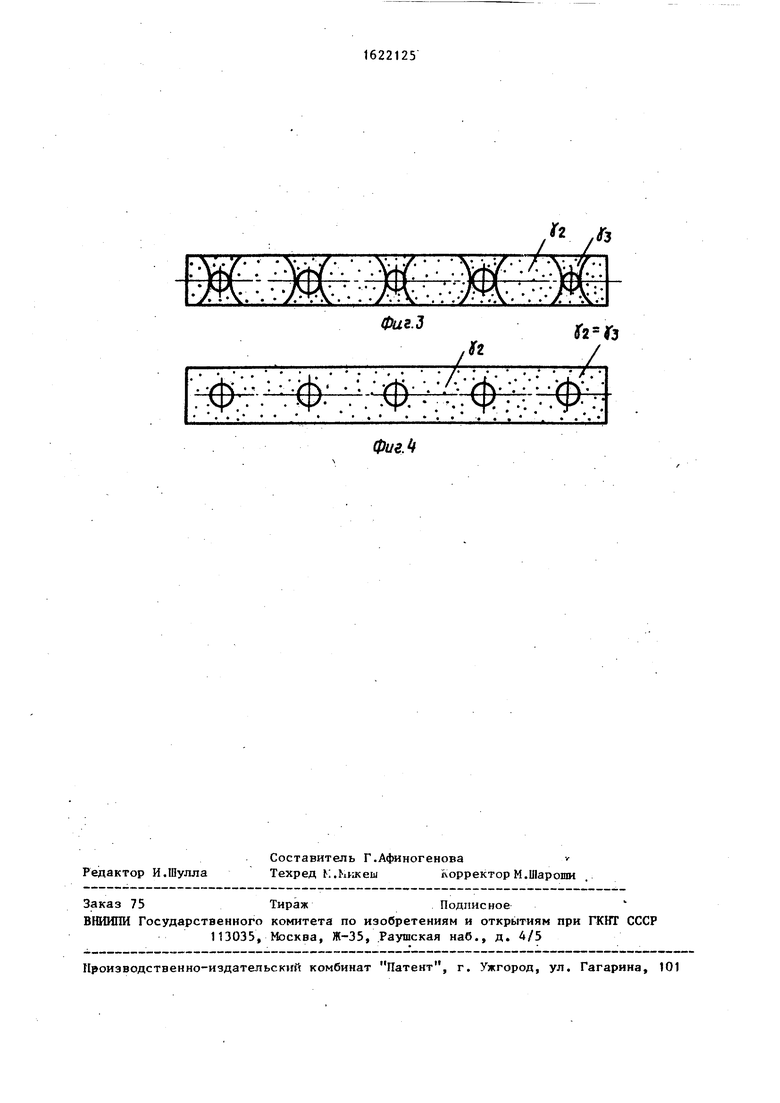
На фиг. 1 изображена предлагаемая установка, разрез; на фиг. 2 - сече- ние А-А на фиг. 1 на фиг. 3 и 4 - изделие, изготовленное без профилированного ролика и с ним, сечение.
Установка для непрерывного изготовления изделий с пустотами содержи нижний 1 и уплотняющий 2 транспортеры. Над нижним транспортером 1 смонтирован бункер 3 с двумя течками 4 и 5 и шиберными заслонками 6 и 7, между которыми установлен профилиро- ванный ролик 8. Под роликом 8 установлены пустотообразователи 9, закрепленные в траверсе 10 с помощью пружин 11 и гаек 12. Для центрирования пустотообразователей служат под- вески 13, выполненные в виде тонких пластин, толщина которых (2-3 см) выбирается из условия, что сыпучая смесь рассекается подвеской без образования расслоения в уплотненном изделии.
Ролик 8 расположен между боковыми транспортерами 14 и сьабжен кольцевыми выступами 15, которые находятся между пустотообразователя- ми 9, а впадины 16 - над ними. В исходном положении пружины 11 находятся в состоянии предварительного напряжения, величина которого регулируется с помощью гаек 12, причем усилия предварительной нагрузки каждой из пружин различны.
Высота кольцевого выступа Ь0 h - h выбирается из условия рав- ноплотности структуры отформованного изделия. Экспериментально установлен что плотность при уплотнении полусухой перлитовой смеси в форме с пусто тообразоватепями диаметром d может быть определена по формулам
У
- и h« ,
t fH R7
d)
и v , I Ё
ь5 - d
(2)
где У. , Ґ „ - плотность свежеотформованного изделия в основном слое изделия и над пустотообразоватен
н
лями соответственно, г/см3;
плотность засыпки смеси, г/см3,
толщина слоя засыпки смеси (фиг. 3), см; d - диаметр пустотообразов ателя, см;
hg. - расстояние между формующими лентами транспортера.
Анализ уравнений (1) и (2) показыт, что величина У в 1,5-4,0 раза ьше Х . Для обеспечения равномерти структуры необходимо в равенст(1) увеличить величину Ьн на толу кольцевого выступа h0. При этом условия 1 у - получают
« n.. hK
И
. f d 0 K h с - d
(3)
Откуда
ho---Ef: -h - 4)
Так, при hw 100 мм; Ьй, 50 мм; d 20 мм толщина отвода Ь0 33 мм.
Установка работает следующим образом.
Транспортерам 1 и 2 сообщается движение-(механизм привода не показан) . Сыпучая масса из бункера 3 через течку 4 насыпается на транспортер 1 высотой величина которой задается шиберной заслонкой 6. Сырьевая смесь просыпается под пустотообразователи 9 и поступает под вра- щающийся ролик 8, который уплотняет слой смеси до толщины h между пус- тотообразователями и до толщины h 3 над пустотообразователями (фиг. 2). На предварительно уплотненный слой из течки 5 досыпается слой смеси до общей толщины h4 (фиг. 1), величина которой задается шиберной заслонкой 7. Далее смесь поступает под уплот- нителышй транспортер 2 и уплотняется до толщины изделия .
Усилие трения смеси о поверхность пустотообразователей воспринимается пружинами 11. В момент пуска, когда усилия максимальны, пустотобразова- тели вижутся вместе с уплотненной смесью до тех пор, пока сила сжатия пружины 11 не достигнет усилия трения покоя. При достижении такого равновесия движение пустотообразователей прекращается, смесь скользит
Фиг.2
. : ;йу -.:ЛУ
/
г
Л«Гз
/
/.
ФигМ
| Установка для изготовления строительныхиздЕлий C пуСТОТАМи | 1979 |
|
SU808297A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
