Изобретение относится к машиностроению и может быть использовано во всех отраслях промышленности для нагрева кольцевых деталей при их сборке с гарантированным натягом.
Целью изобретения является повышение производительности путем улучшения теплообмена, снижение Э нергозатрат при нагреве кольцевых деталей.
На фиг. 1 изображено устройство, общий вид, разрез; на фиг. 2 - узел I . 1.
Устройство содержит основание 1, выполненное в виде шкафа управления, с размещенным на нем теплоизолирующим корпусом 2, в котором установлен аккумулятор тепла - оправка 3 с навитым на нем нагревательным элементом 4. Устройство имеет сменные втулки 5. Кроме того, устройство содержит термопару 6, позволяющую с помощью регулятора 7 температуры управлять процессом нагрева. Рабочая зона 8 оправки 3 и втулки 5 выполнены коническими. Конусность определяется формулой
0,5
a 2arctg.
t
где t - высота рабочей зоны оправки, позволяет обеспечить максимальный контакт поверхностей зоны оправки 3, сменных втулок 5 и нагреваемой детали 9, тем самым улучшить теплообмен, а также обеспечивает свободный и быстрый съем нагретой детали 9, что ведет к повышению производительности.
Значение коэффициента 0,5 выбрано опытным путем. При значении 0,4 возникает затруднение при установке детали на рабочую зону оправки. При 0,6 появляется воздушный зазор, который ухудшает теплооб.мен и удлиняет процесс нагрева, что снижает производительность.
Рабочая зона 8 оправки расположена вне корпуса 2. Аккумулятор тепла - оправка выполнен ступенчатым, причем диаметр и длина рабочей зоны значительно меньше диаметра и длины аккумулирующей зоны, а следовательно, масса аккумулирующей зоны значительно больи е массы рабочей зоны 8.
Устройство работает следующим образом.
Регулятором 7 температуры устанавливается требуемая температура аккумулятора 3 тепла, включается устройство. Нагревательный элемент 4 разогревает аккумулятор тепла - оправку 3 до заданной регулятором 7 температуры, затем регулятор 7 отключает нагревательный элемент 4. Следующее включение произойдет после того, как на оправке 3 температура будет ниже заданной регулятором. Нагрев деталей 9 (или узлов) осуществляется путем их установки на рабочую зону 8 аккумулятора тепла- оправки 3 или на сменную втулку 5. В результате разности масс частей оправки количества тепла, накопленного в аккумуляторе, достаточно для передачи его в рабочую зону в течение длительного промежутка времени при отключении нагреватель- ного элемента, что приводит к снижению энергозатрат.
Выполнение рабочей зоны оправки и сменных втулок конической и размещение их вне теплоизолирующего корпуса позволяет исключить воздушный зазор между нагрева
емои деталью и сменной втулкой или рабочей зоной оправки, увеличить площадь соприкосновения поверхностей детали и сменных втулок или оправки, тем самым улучшить теплообмен и сосредоточить макси- мально возможное количество тепла, вырабатываемого устройством нагрева, в месте контакта, что приводит к повышению производительности.
Применение конических сменных втулок позволяет расширить номенклатуру обрабатываемых изделий. Такое сопряжение элементов позволяет осуществить быструю смену оснастки при работе оборудования, что также приводит к повышению производительности и расширению номенклатуры об- )абатываемых изделий.
Расположение нагревательного элемента с аккумулятором тепла - оправкой в теплоизолирующем корпусе позволяет сохранить вырабатываемое тепло, что дает возможность сэкономить электроэнергию, необ- ходи.мую для нагрева детали и улучшить теплообмен.
Применение данного устройства позволяет повысить производительность и снизить энергозатраты.
Формула изобретения
1.Устройство для нагрева кольцевых деталей, содержащее основание с раз.мещенной на нем оправкой с нагревательным эле.ментом и со с.менными втулками, отличающееся тем, что, с целью повышения производительности путем улучшения теплообмена, оно снабжено установленным на основании теплоизолированным корпусом,в котором размещена часть оправки с нагревательным элементом, а другая часть оправки расположена вне корпуса и сопряжена со сменной втулкой по конической по- верхности.
2.Устройство по п. 1, отличающееся тем, что конусность п оправки и втулки определена зависимостью
55
Г1.2агс1ц
f
где 1 - высота части оправки, расположенной вне корпуса.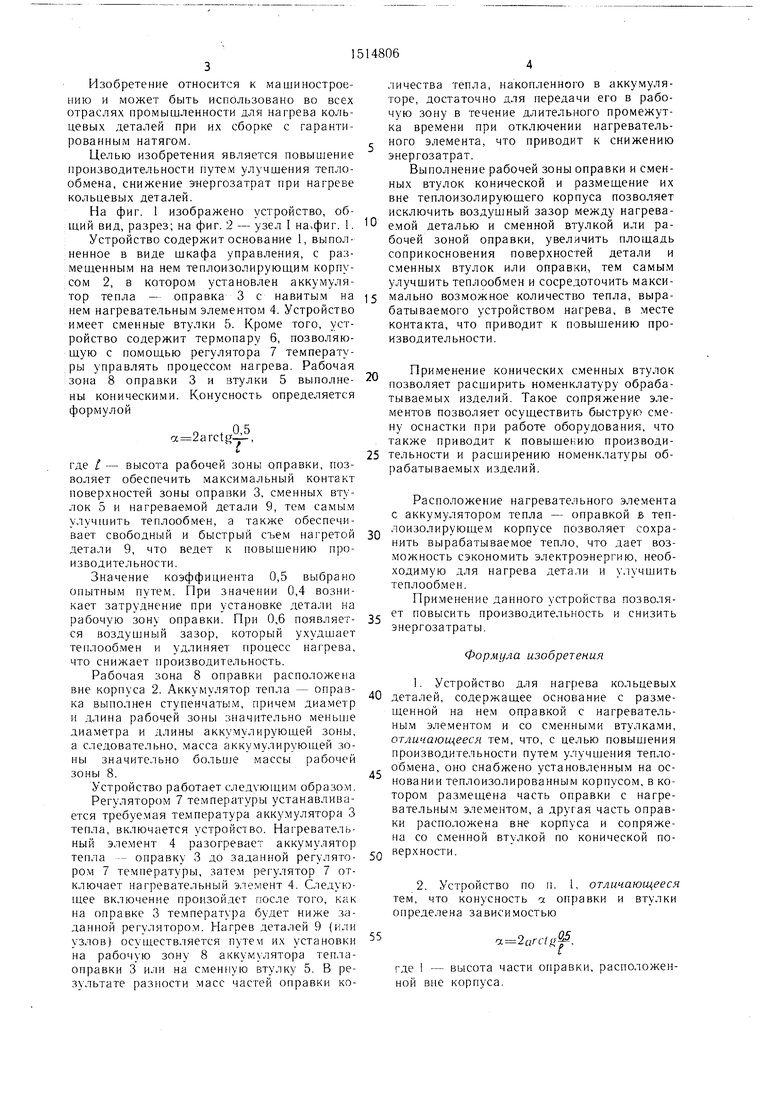
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОХЛАЖДЕНИЯ | 1993 |
|
RU2073819C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ИЛИ НАГРЕВА ГАЗООБРАЗНЫХ СРЕД | 2005 |
|
RU2299380C1 |
| Быстроходная шпиндельная головка | 1983 |
|
SU1155366A1 |
| СОЛНЕЧНЫЙ КОЛЛЕКТОР ДЛЯ НАГРЕВА ВОДЫ И СПОСОБ ИСПОЛЬЗОВАНИЯ ЕГО В СТРОИТЕЛЬСТВЕ В КАЧЕСТВЕ ЛИСТОВЫХ КРОВЕЛЬНЫХ МОДУЛЕЙ ПРИ СООРУЖЕНИИ КРОВЛИ ЛЮБЫХ РАЗМЕРОВ НА СКАТНЫХ КРЫШАХ ЗДАНИЙ | 2013 |
|
RU2539936C2 |
| Устройство для сборки под сварку в вакууме торцовых швов термонестойких изделий | 1988 |
|
SU1590304A1 |
| Устройство для нанесения покрытий из порошка | 1980 |
|
SU917909A1 |
| ТЕРМОВАКУУМНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЯ(ИЙ) | 2010 |
|
RU2439455C1 |
| АККУМУЛЯТОР ТЕПЛОВОЙ ЭНЕРГИИ | 2015 |
|
RU2626922C2 |
| ПНЕВМАТИЧЕСКИЙ ПРИВОД ТРАНСПОРТНОГО СРЕДСТВА | 2000 |
|
RU2189323C2 |
| Микротеплоэлектроцентраль, работающая на возобновляемых источниках энергии | 2016 |
|
RU2608448C1 |
Изобретение относится к устройствам для нагрева кольцевых деталей методом контактного теплообмена. Устройство содержит основание с размещенными на нем нагревательным элементом и аккумулятором тепла-оправкой 3 со сменными втулками СВ 5, установленной в теплоизолированном корпусе, причем рабочая зона оправки 3 размещена вне теплоизолированного корпуса и выполнена конической, а СВ 5 внутренней поверхностью сопряжены с наружной поверхностью рабочей зоны оправки 3. Коническое выполнение рабочей зоны оправки 3 и СВ 5 позволяет исключить зазор между ними и деталью, тем самым улучшить теплообмен и сосредоточить максимально возможное количество тепла в месте контакта, что приводит к повышению производительности. 1 з.п. ф-лы, 2 ил.
срае.2
| Устройство для синхронизации хода реостатных контроллеров электропоезда | 1961 |
|
SU143841A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
