Изобретение относится к металлорежущим станкам, а именно к шпиндельным узлам, и может быть использовано, например, в быстроходных прецезионных станках.
Известно шпиндельное устройство, содержаш,ее установленный на подшипниках внутри корпуса шпиндель, выполненный с продольными и поперечными каналами для прохода жидкотекучей рабочей среды от центрального отверстия к полости запорного фланца передних подшинников, и снабжено автоматической системой стабилизации температурного режима подшипников, включающей устройства электрического нагрева и охлаждения рабочей среды, приводящиеся в действие автоматически, температурные датчики и распределительное устройство. Регулирование температурного режима подшипников производится прокачкой рабочей среды с отрегулированной до нужного режима температурой через каналы корпуса шпиндельного устройства, внутреннюю полость вращающегося шпинделя с продольными и поперечными каналами и непосредственно через полость подшипников. Омывая одновременно наружные и внутренние кольца подшипников, рабочая среда уравнивает их температуры и предотвращает тепловое заклинивание при высоких скоростях шпинделя. Прокаченная через все каналы рабочая среда собирается в полости запорного фланца, запирающего передние подшипники, и откачивается через нее в сливной резервуар насосной станции. Предварительный нагрев подшипников до рабочей температуры осуществляется непосредственно рабочей средой, разогретой в электрическом нагревателе. Стабилизация предварительного нагрева достигается при совместной работе нагревательного устройства, устройства охлаждения, распределительного устройства, включающего и выключающего подачу рабочей среды по команде от температурных датчиков и при условии интенсивного теплообмена между деталями шпиндельного устройства, а также между шпиндельным устройством и атмосферой. Шпиндель работает в широком диапазоне скоростей и регулирование температурного режима осуществляется системой с учетом конкретной скорости шпинделя. Таким образом, применение этого устройства обеспечивает повышение точности работы шпинделя без снижения производительности и при одцовременном улучшении эксплуатационных характеристик шпинделя 1.
Однако предварительное нагревание подшипников до рабочей температуры требует некоторого времени, которое складывается из нагревания рабочей среды в электрическом нагревателе и последующего нагревания подшипников рабочей средой. При этом теплообмен между деталями шпиндельного устройства затруднен, так как рабочая среда подается к шпиндельному устройству уже подогретой и при своем движении к передней опоре нагревает всю конструкцию, что препятствует передаче тепла от передних подшипников к другим деталям шпиндельного устройства. В таких условиях стабилизированный предварительный нагрев передних подшипников может быть достигнут лишь через значительный промежуток времени, а при изменениях скорости вращения шпинделя он будет нарушаться и медленно восстанавливаться с помощью автоматической системы стабилизации температуры, поэтому при частых изменениях скорости шпинделя, например при условиях многооперационного станка, работа шпиндельного устройства недостаточно эффективна ввиду низкого быстродействия системы стабилизации температуры. того, применение автоматики в сие-, теме стабилизации температуры значительно
0 увеличивает стоимость шпиндельного устройства и снижает надежность его работы, а эксплуатация температурных датчиков требует специального пирометрического обслуживания.
Цель изобретения - повышение быстродействия системы терморегулирования за счет увязки ее работы с изменениями скорости вращения шпинделя.
Указанная цель достигается тем, что в быстроходной шпиндельной головке, содерQ жащей корпус, внутри которого на подшипниках установлен шпиндель с выполненными в нем продольными и поперечными каналами, связанными с полостью запорного фланца передних подшипников и системой терморегулирования на жидкостной
рабочей среде, внутри шпинделя между продольными и поперечными каналами выполнена проточка, образующая дополнительную полость, причем на стенках полости запорного фланца выполнены струеотражательные элементы, а поперечные каналы
0 направлены относительно проточки тангенциально.
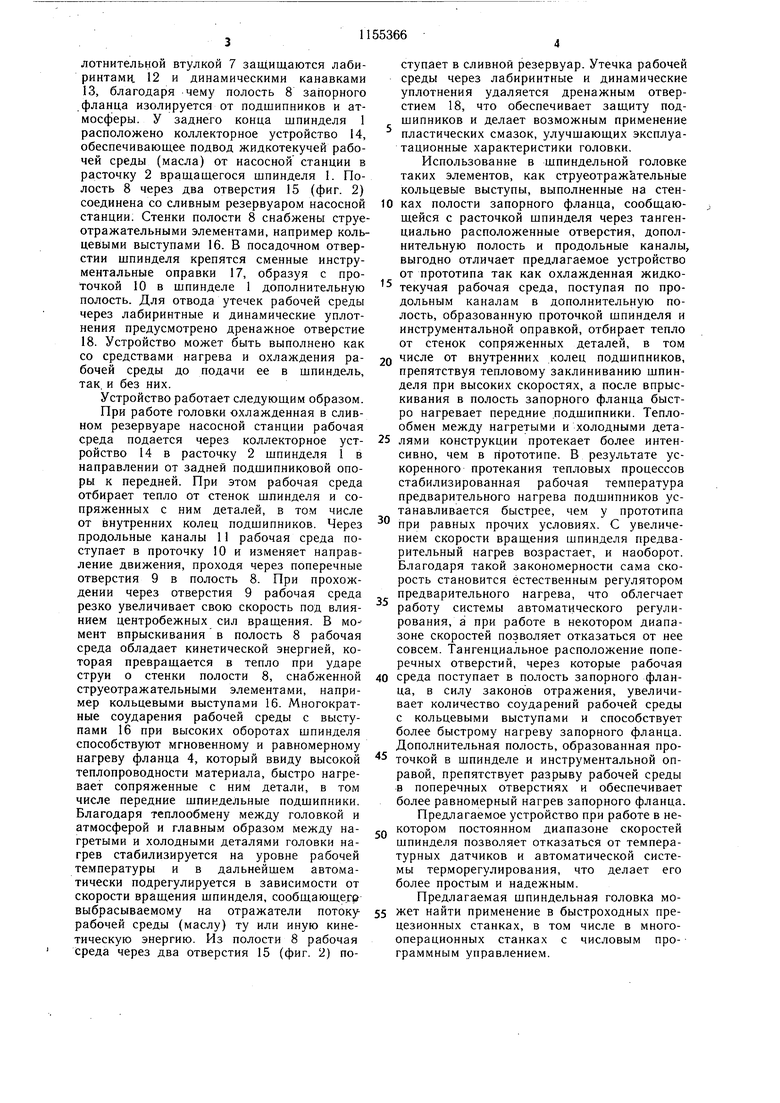
На фиг. 1 изображена предлагаемая головка, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Быстроходная шпиндельная головка состоит из шпинделя 1 с расточкой 2, шпиндельных подшипников 3, запорного фланца 4, запирающего передние щпиндельные подшипники в корпусе 5, переднего фланца б и уплотнительной втулки 7. Запорный фланец 4 изготавливается из материала с высокой теплопроводностью (например, из латуни или бронзы). Между фланцами 4 и 6 предусмотрена полость 8, сообщающаяся с расточкой 2 через поперечные отверстия 9 в стенках шпинделя,
5 проточку 10 и продольные каналы 11. Поперечные отверстия 9 направлены тангенциально к проточке 10 (фиг. 2). Стыки шпинделя 1 с фланцем 6 и фланца 4 с уплотнительной втулкой 7 защищаются лабиринтами. 12 и динамическими канавками 13, благодаря чему полость 8 запорного фланца изолируется от подшипников и атмосферы. У заднего конца щпинделя 1 расположено коллекторное устройство 14, обеспечивающее подвод жидкотекучей рабочей среды (масла) от насосной станции в расточку 2 вращащегося щпинделя 1. Полость 8 через два отверстия 15 (фиг. 2) соединена со сливным резервуаром насосной станции. Стенки полости 8 снабжены струеотражательными элементами, например кольцевыми выступами 16. В посадочном отверстии щпинделя крепятся сменные инструментальные оправки 17, образуя с проточкой 10 в щпинделе 1 дополнительную полость. Для отвода утечек рабочей среды через лабиринтные и динамические уплотнения предусмотрено дренажное отверстие 18. Устройство может быть выполнено как со средствами нагрева и охлаждения рабочей среды до подачи ее в щпиндель, так. и без них.
Устройство работает следующим образом.
При работе головки охлажденная в сливном резервуаре насосной станции рабочая среда подается через коллекторное устройство 14 в расточку 2 щпинделя 1 в направлении от задней подщипниковой опоры к передней. При этом рабочая среда отбирает тепло от стенок щлинделя и сопряженных с ним деталей, в том числе от внутренних колец подшипников. Через продольные каналы 11 рабочая среда поступает в проточку 10 и изменяет направление движения, проходя через поперечные отверстия 9 в полость 8. При прохождении через отверстия 9 рабочая среда резко увеличивает свою скорость под влиянием центробежных сил вращения. В момент впрыскивания в полость 8 рабочая среда обладает кинетической энергией, которая превращается в тепло при ударе струи о стенки полости 8, снабженной струеотражательными элементами, например кольцевыми выступами 16. Многократные соударения рабочей среды с выступами 16 при высоких оборотах шпинделя способствуют мгновенному и равномерному нагреву фланца 4, который ввиду высокой теплопроводности материала, быстро нагревает сопряженные с ним детали, в том числе передние шпиндельные подщипники. Благодаря теплообмену между головкой и атмосферой и главным образом между нагретыми и холодными деталями головки нагрев стабилизируется на уровне рабочей температуры и в дальнейщем автоматически подрегулируется в зависимости от скорости вращения щпинделя, сообщающего выбрасываемому на отражатели потокурабочей среды (маслу) ту или иную кинетическую энергию. Из полости 8 рабочая среда через два отверстия 15 (фиг. 2) поступает в сливной резервуар. Утечка рабочей среды через лабиринтные и динамические уплотнения удаляется дренажным отверстием 18, что обеспечивает защиту подшипников и делает возможным применение пластических смазок, улучшающих эксплуатационные характеристики головки.
Использование в шпиндельной головке таких элементов, как струеотражательные кольцевые выступы, выполненные на стенках полости запорного фланца, сообщающейся с расточкой щпинделя через тангенциально расположенные отверстия, дополнительную полость и продольные каналы, выгодно отличает предлагаемое устройство от прототипа так как охлажденная жидко текучая рабочая среда, поступая по продольным каналам в дополнительную полость, образованную проточкой шпинделя и инструментальной оправкой, отбирает тепло от стенок сопряженных деталей, в том
Q числе от внутренних колец подщипников, препятствуя тепловому заклиниванию шпинделя при высоких скоростях, а после впрыскивания в полость запорного фланца быстро нагревает передние подшипники. Теплообмен между нагретыми и холодными деталями конструкции протекает более интенсивно, чем в прототипе. В результате ускоренного протекания тепловых процессов стабилизированная рабочая температура предварительного нагрева подшипников устанавливается быстрее, чем у прототипа
при равных прочих условиях. С увеличением скорости вращения шпинделя предварительный нагрев возрастает, и наоборот. Благодаря такой закономерности сама скорость становится естественным регулятором предварительного нагрева, что облегчает работу системы автоматического регулирования, а при работе в некотором диапазоне скоростей позволяет отказаться от нее совсем. Тангенциальное расположение поперечных отверстий, через которые рабочая
0 среда поступает в полость запорного фланца, в силу законов отражения, увеличивает количество соударений рабочей среды с кольцевыми выступами и способствует более быстрому нагреву запорного фланца. Дополнительная полость, образованная проточкой в щпинделе и инструментальной оправой, препятствует разрыву рабочей среды в поперечных отверстиях и обеспечивает более равномерный нагрев запорного фланца. Предлагаемое устройство при работе в некотором постоянном диапазоне скоростей шпинделя позволяет отказаться от температурных датчиков и автоматической системы терморегулирования, что делает его более простым и надежным.
Предлагаемая шпиндельная головка может найти применение в быстроходных прецезионных станках, в том числе в многооперационных станках с числовым программным управлением.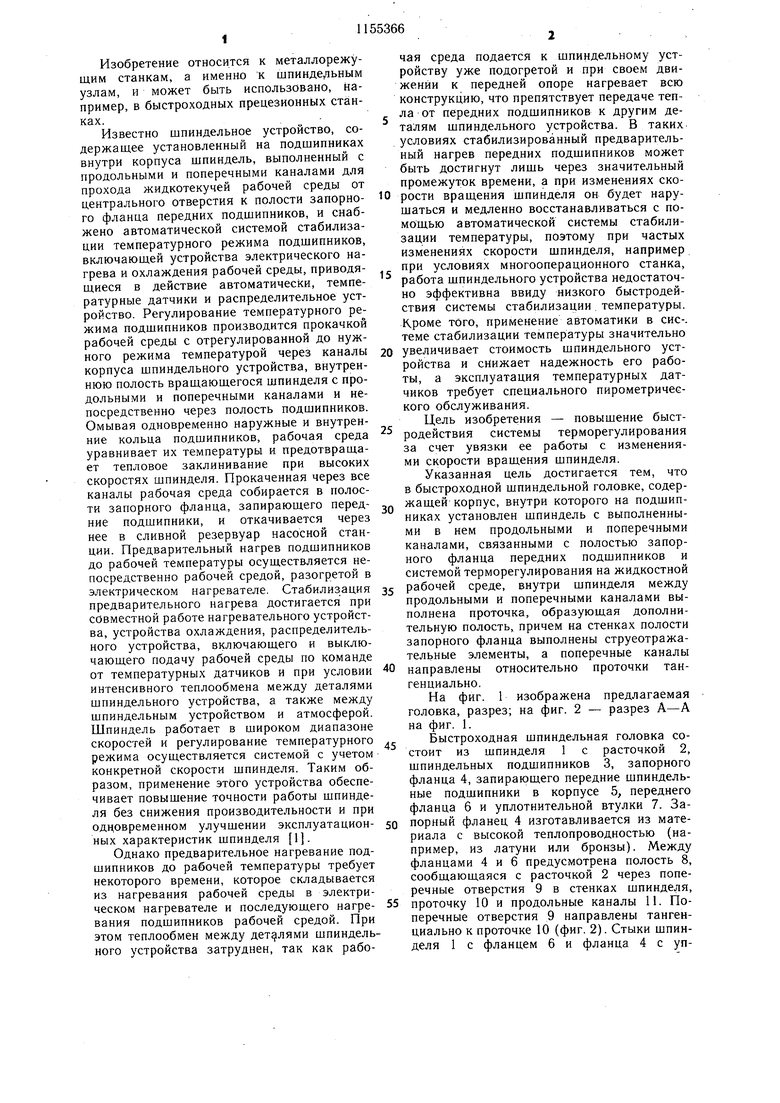
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная головка для подрезных работ | 1975 |
|
SU530756A1 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1996 |
|
RU2105639C1 |
| Шпиндельное устройство | 1980 |
|
SU1024224A1 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1980 |
|
SU965610A2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Шпиндельный узел | 1980 |
|
SU933273A1 |
| ШПИНДЕЛЬНОЕ УСТРОЙСТВО | 1974 |
|
SU296372A1 |
| Шпиндельное устройство | 1974 |
|
SU467809A1 |
БЫСТРОХОДНАЯ ШПИНДЕЛЬНАЯ ГОЛОВКА, содержащая корпус, внутри которого на подшипниках установлен шпиндель с выполненными в нем продольными и поперечными каналами, связанными с полостью запорного фланца передних подшипников и системой терморегулирования на жидкостной рабочей среде, отличающаяся тем, что, с целью повышения быстродействия системы терморегулирования за счет увязки ее работы с изменениями скорости вращения шпинделя, внутри шпинделя между продольными и поперечными каналами выполнена проточка, образующая дополнительную полость, причем на стенках полости запорного фланца выполнены струеотражательные элементы, а поперечные каналы направлены относительно проточки тангенциально.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3555962, кл | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
