t
(21) 4399261/23-02 1(22) 29.03.88 (46) 15.10.89, Бюп. № 38 (72) J1.C.Кондратова, А.Б.Карманова, Г.Л.Кравецкин, Л.Т.Аникин, Л.Ф.Мальцева, В.П.Куликов, В.Н.Харламов, В.Н.Блинов, С.С.Орданьян, Л.В.Кудря- шева и А.И.Дмитриев (53) 621.365.52 (088.8)
I (56) Патент CIJA К 4140484,
кл. 432-234, опублик. 1970,
Авторское свидетельство СССР № 476164, кл. F 27 D 1/00, 1977.
(54) ФУТЕРОВКА ВЫСОКОТЕМПЕРАТУРНОЙ ПЕЧ}1
(57) Изобретение относится к металлургии, в частности к футеровке высокотемпературной печи. Цель изобретения - снижение трудоемкости при сборке. Футеровка выполнена из отдельных трехслойных блоков 1, имеющих теплоизоляционньй наружный 2, рабочий 3 и промежуточный 4 слои. Слои 2 и 3 жестко связаны друг с другом посредством промежуточного слоя 4. Блоки 1 связаны между собой и клеевой высокотемпературной композицией. Зил.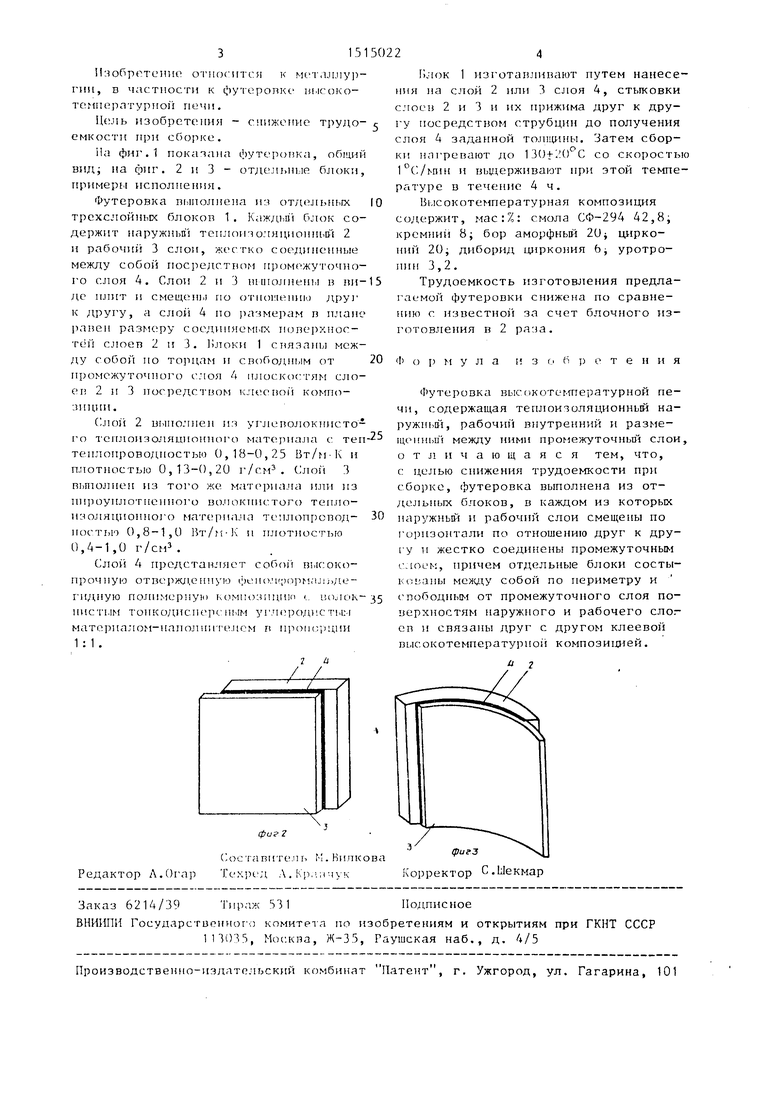
| название | год | авторы | номер документа |
|---|---|---|---|
| Многослойная тепловая экранно-вакуумная защита высокотемпературных вакуумных элеваторных, шахтных и колпаковых печей | 2022 |
|
RU2788574C1 |
| СПОСОБ ВОЗВЕДЕНИЯ НАРУЖНОЙ СТЕНЫ ЗДАНИЯ И МНОГОСЛОЙНАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2440471C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО УГЛЕРОДНОГО ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА И МНОГОСЛОЙНЫЙ МАТЕРИАЛ | 2010 |
|
RU2427530C1 |
| ЭЛЕКТРОПЕЧЬ СОПРОТИВЛЕНИЯ | 1996 |
|
RU2104453C1 |
| Футеровка вращающейся печи | 1980 |
|
SU937942A1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКРАН | 1992 |
|
RU2041438C1 |
| ОКАНТОВОЧНЫЙ ЭЛЕМЕНТ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2010 |
|
RU2451603C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕНТГЕНОВСКИХ РАСТРОВ | 1991 |
|
RU2012232C1 |
| Индукционная печь для спекания керамики | 1990 |
|
SU1786346A1 |
| ТЕРМОРЕГУЛИРУЮЩИЙ МАТЕРИАЛ | 2012 |
|
RU2493058C1 |
Изобретение относится к металлургии, в частности к футеровке высокотемпературной печи. Цель изобретения - снижение трудоемкости при сборке. Футеровка выполнена из отдельных трехслойных блоков 1, имеющих теплоизоляционный наружный 2, рабочий 3 и промежуточный 4 слои. Слои 2 и 3 жестко связаны друг с другом посредством промежуточного слоя 4. Блоки 1 связаны между собой клеевой высокотемпературной композицией. 3 ил.
(Л
Пиобретсчшс относится к метлллу)- гии, в частности к футсропке ULICOKO- те «1ерптурно1 1 печи.
Цель изобретения - снижение трудо- емкости при сборке.
На фиг.1 покапана футерсижа, общий вид; на фиг. 2 и 3 - отделынле блоки примерм исполнения.
Футеровка в толнена из отдель 1)1х трехслойных блоков 1 . Каж/ил блок содержит наружньп тeплoIfзoляциolИIЫЙ 2 и рабочи 3 слои, жестко соединенные между собой посредством Г1ромсжуточ}1о- го слоя А. Слои 2 и 3 нынолнены в пиде luniT и смещен)1 по отношению друм к другу, а слой 4 по 1 азмерам п плане равен размеру соединяем.к Н(.1ве15хнос- тей слоев 2 и 3. )локи 1 связаны между собой по и свободным от П1)омежуточного с.лоя А нлоскостям слоев 2 и 3 посредством клеевоГ комно- зидии.
Cjioi i 2 выполнен из углеволокнисто- го тснлоизоляциоипого материала с теп теплопроводностью 0,18-0,25 Бт/м-К и плотностью 0,13-0,20 г/см . Cjioft 3 вьтолнен из того же материала или из пироунлотне1июго волокнистого тепло- изолнционно о мате риала теплопровод- ност1,ю 0,8-1,0 Г)Т/и- и плот)1остью 0,4-1,0 г/смЗ.
Слой 4 представляет co6oi i выс;око- прочпую отве11жденну1о l;)()Л(;)op aJiiлДe- Г идную HOJHiMepnyio кстмиозпцию .. uojioK- нистым то1п :одисперс пым уг.п родис: тым материалом-наполиите.нем в ироно рцип 1:1.
г /J / /
1 изгoтaвJн вaют путем нанесения на слой 2 или 3 слоя 4, стьжовки слоев 2 и 3 и их прижима друг к другу посредством струбцин до получения слоя 4 заданной тол11№И{ы. Затем сборки нагревают до 130+20 С со скоростью I C/NniH и вьщерживают при этой температуре в течение 4 ч.
Bыcoкoтe пepaтypнaя композиция содержит, мас:%: смола СФ-294 42,8; кремний 8; бор аморфный 20j цирконий 20; диборид циркония 6; уротро- 1НИ1 3,2.
Трудоемкость изготовления предлагаемой футеровки снижена по сравнению с известно за счет блочного изготовления в 2 раза.
о I) м у л а
Р
тения
Футеровка высокотег-шературнои печи, содержащая теплоизоляционный наружный, рабочш внутренний и разме- щонш.п между ними промежуточньп слои отличающаяся тем, что, с целью снижения трудоемкости при сборке, (футеровка выполнена из отдельных блоков, в каждом из которых наружный и рабочий слои смещены по горизонтали по отношению друг к другу и жестко соединены промежуточным слоем, причем отдельные блоки состыкованы меноду собой по периметру и спобод1Н1 м от промежуточного слоя поверхностям наружного и рабочего слоев и связаны друг с другом клеевой высокотемпературной компози1и1ей.
и
