(5) ФУТЕРОВКА ВРАЩАЮЩЕЙСЯ ПЕЧИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Футеровка вращающейся печи | 1978 |
|
SU771445A1 |
| ВАГОНЕТКА ДЛЯ ТУННЕЛЬНОЙ ПЕЧИ | 2009 |
|
RU2403520C1 |
| Футеровка вращающейся печи | 1977 |
|
SU637607A1 |
| ЗАЩИТНОЕ ОБРАМЛЕНИЕ ПОДВИЖНОЙ ПОДИНЫ | 2005 |
|
RU2300065C2 |
| Стекловаренная печь | 1978 |
|
SU885156A1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2407969C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2011 |
|
RU2480694C1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2406953C1 |
| Слоистый теплоизоляционный элемент | 1985 |
|
SU1286436A1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2019 |
|
RU2707370C1 |
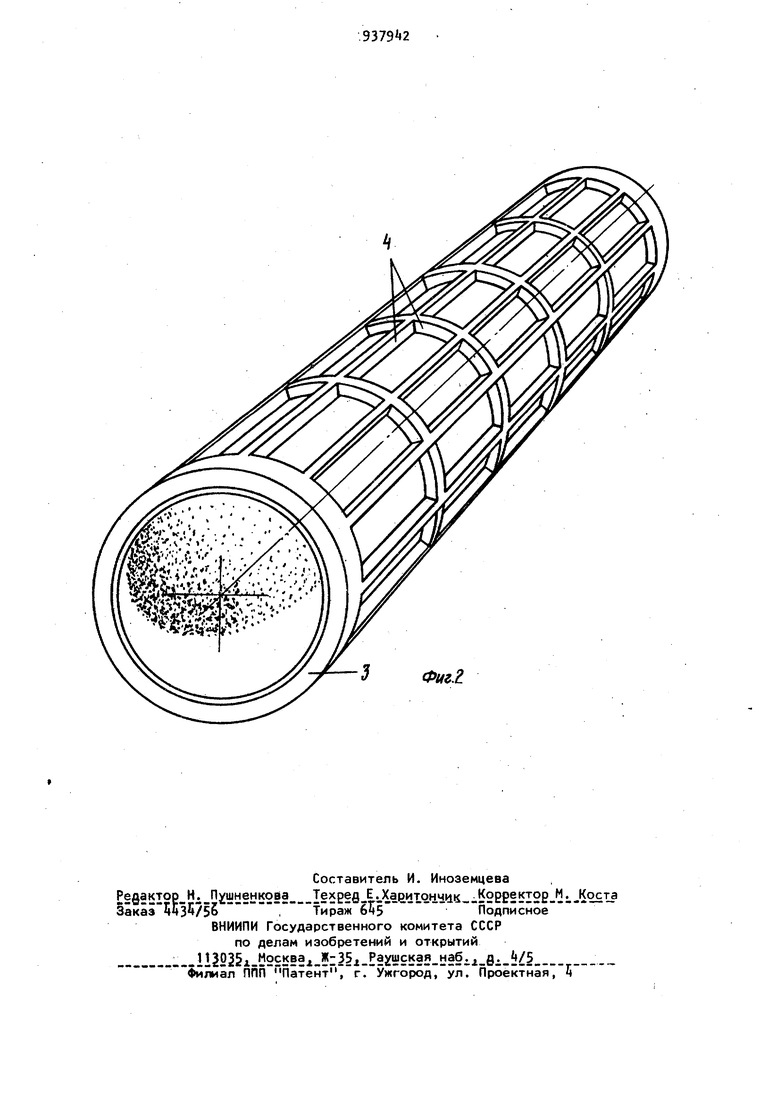
Изобретение относится к конструк ции футеровки вращающихся цилиндрич ких печей для высокотемпературного обжига цементного клинкера, керамзита,перлита и др. сыпучих материалов. Футеровка вращающихся обжиговых печей с рабочими температурами 12001300 0 должна отвечать следующим параметрам:термостойкостью свыше достаточной механической прочностью;высокими плотностью и сопротивлению истираемости рабочей поверхности;высокому сопротивлению теплопередачи и малым общим весом tl. Однако совместить эти свойства в одном материале невозможно, так как прочность, плотность и масса (т.е. вес единицы объема ) единонаправлены во взаимосвязи. Поэтому данная футеровка из штучного огнеупора (кирпича, блоков ) или монолитная из бетона, не способствует решению поставленной задачи. Известна футеровка вращающейся обжиговой печи, содержащая легковесные огнеупорные кирпичи, размещенные по окружности печи между плотными огнеупорными кирпичами с соотношением 2:1 - 7:1 1. Однако подобное устройство футе ровки из механически смешанных плотных и легковесных штучных огнеупоров высотой в среднем около 200 мм, где плотные должны выполнять конструкционную., а легковесы - теплоизоляционную основу, приводит к снижению оЬщеи теплоизоляционной способности и не повышает прочность в сравнении с футеровкой из одного легковеса, так как прочность всей футеровки зависит от прочности каждого, в том числе и самого слабого звена, поэтому разрушение одного малопрочного легковеса неминуемо приведет к прежде I 39 временному оЬрушению всего кольца футеровки. Лри этом рабочая поверхность футеровки не защищена от абразивного воздействия обрабатываемого материала. Наиболее близкой- по технической сущности и достигаемому результату к изобретению является футеровка, вы ложенная из служащих конструкционным слоем огнеупорных блоков, покрытых защитными плитами и установленных с зазором 10-15 мм. Блоки закреплены на корпусе печи с помощью плац и гае на откосе для создания теплоизоляции в виде воздушной прослойки 10-15 мм между конструкционным слоем и корпу сом 2. Однако при воздействии высокой технологической температуры порядка 1200-1500 С монолитность между металлом и огнеупорным бетоном в бло ке нарушается из-за их различных коэффициентов термической деформации. Нарушение совместной работы защитного и конструкционного слоев приводит к потере устойчивости и прочности всего устройства. В связи с этим крепление в отдельных точках каждого блока не обеспечит необходи мой жесткости, что и приведет к раз рушению всех элементов футеровки. Установка блоков с термокомпенсационными зазорами между ними позволяет засыпаться обрабатываемому сырью под блоки в воздушную прослойку, резко снижая теплоизоляционную способность всей конструкции футеровки В результате сокращается срок службы футеровки, ухудшается ее теп изоляционная способность, что приводит к сокращению времени эксплуатации печи, увеличению количества ремонтов, перерасходу те; нологическ го горючего и электрической энергии и снижению производительности печи. Цель изобретения - увеличение срока службы футеровки и производительности печи. Указанная цель достигается тем, что в футеровке вращающейся печи, содержащей Конструкционным слой с защитным покрытием и размещенный меж ду конструкционным слоем и корпусом печи теплоизоляционным слоем, конст рукционный слой выполнен в аиде цилиндра с наружными продольными и по перечными ребрами. 2 На фиг. 1 изображена футеровка печи, поперечный разрез; иа фиг.2 конструкционный слой, общий вид. Футеровка вращающейся печи содержит уложенные с некоторым шагом на корпусе 1 печи отдельные блоки 2, образующие эффективный теплоизоляционный слой. Между блоками 2 и над ними размещен конструкционный слой 3 выполненный в виде цилиндра с ребрами Ц, опирающимися на корпус 1. Для повышения долговечности футеровки конструкционный слой 3 покрыт абразивостойкой при высоких, температурах обмазкой 5. При работе печи технологическую температуру, истиракнцее воздействие обжигаемого материала и отдельные местные механические воздействия пои ударах воспринимает на себя обмазка 5 монолитно связанная с конструкционным слоем 3, который благодаря ребрам Ц полностью защищает от механических воздействий низкопрочный теплоизоляционный вкладыш 2, Передавая через ребра Ц все напряже-, ния, возникающие в толще футеровки на стальную обечайку 1 печи. Предлагаемую футеровку можно выполнить следующим образом. На обечайку с зазором 20-25 мм друг от друга наклеивают или закрепляют на шпильках теплоизоляционные блоки, заранее изготовленные из вспученного перлита на фосфатном связующем. В зазоры между блоками и поверх них набивают конструкционный слой фосфокерамзитобетона, представляющего собой механическую смесь фосфатного огнеупорного раствора с крупным наполнителем из глиняного керамзита 0 до 10 мм. Уложенную массу тщательно уплотняют с помощью вибратора, рабочей площадке которого придана форма части цилиндра соответствующего диаметра. Последняя операция - нанесение абразивостойкой огнеупорной обмазки толщиной около 15 мм, которая состоит например, из фосфатного огнеупорного раствора с наполнителем из электроплавленного корунда крупностью до 2 мм. Учитывая, что после износа 0-50% толщины, старую футеровку удаляют и заменяют новой, толщину обмазки и конструкционного слоя над утеплителем принимают около kO% общей толщины возмодимой футеровки.
Имея в основе единое фосфатное связующее, все слои футеровки прочно склеиваются между собой, образуя монолит. Сушка футеровки и выведение печи на .эксплуатационный режим проводится по специальному , зависящему от свойств фосфатного связующего. При общей толщине футеровйи в 120 мм сопротивление теплопередачи ее в 1,5 раза выше, а вес в 3 ра за меньше, чем футеровка, выполненная из штучного шамотного огнеупора марки ППУ толщиной 230 мм.
Изготовить предлагаемую футеровку можно также вне корпуса печи, т.е. в цехе прогрессивным индустриальным методом (набивным, прессовым, торкретом), получая готовую футеровку в виде запчасти, которую потребитель может получить централизованно. Доставленную к монтажу футеровку в виде трубы впрессовывают в предварительно подготовленную (очищенную смазанную) обечайку.
Теплоизоляционную часть футеровки можно выполнить в виде утеплительных вкладышей или без них, при этом роль теплоизоляции выполняют замкнутые воздушные прослойки.
Конструкционный слой, выполненный с ребрами, имеющими относительно рабочей поверхности большую опорную Площадь в сравнении с креплением при
помощи плац, в то же время имеют незначительный тепловой контакт с обечайкой, разгружая одновременно теплоизоляционные вкладыши, что позволит увеличить срок службы футеровки, сократить расход футеровочного материала, увеличить срок службы от;дельных узлов и всего агрегата изза снижения веса футеровки, а также повысить производительность печи за счет увеличения рабочего диаметра.
Формула изобретения
Футеровка вращающейся печи, содержащая конструкционный слой с защитным покрытием и размещенный между конструкционным слоем и корпусом печи теплоизоляционный слой, отличающаяся тем, что, с целью увеличения срока службы футеровки и производительности печи, конструкционный слой выполнен в виде цилиндра с наружными продольными и поперечными ребрами.
Источники информации, принятые во внимание при экспертизе
