локальном вакуумировании зоны сварки. Цель изобретения - повышение качества сварных соединений и производительности труда при сварке прямоли- j ненных швов. Устройство состоит из корпуса 1 с ПОЛЮСН1.1МИ приставками прямоугольной 2 и цилиндрической 3 форм, которые образуют между собой регулируемый зазор. В зазоре установ- 10
лен подвижный немагнитный элемент 6, уплотненный со стороны полюсных наконечников магнитной жидкостью. Устройство не требует больших затрат времени на перестановку вакуумной камеры и герметизации участка стыка изделий, подлежащего сварке, при электроннолучевой сварке прямолинейных ишов большой протяженностью. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электронно-лучевой сварки | 1990 |
|
SU1712105A1 |
| Устройство для электронно-лучевой сварки | 1991 |
|
SU1815082A1 |
| Магнитно-жидкостное уплотнение | 1986 |
|
SU1416784A1 |
| Устройство для электронно-лучевой сварки | 1990 |
|
SU1815081A1 |
| ИНДУКТОР ЯВНОПОЛЮСНОГО МАГНИТОПРОВОДА | 1990 |
|
RU2024156C1 |
| Устройство для сварки | 1991 |
|
SU1815090A1 |
| Способ изготовления ротора электрической машины с тангенциально намагниченными постоянными магнитами | 1987 |
|
SU1495929A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ТРУБОПРОВОДОВ | 2009 |
|
RU2404471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
Изобретение относится к сварке, в частности к оборудованию для электронно-лучевой сварки, и может найти применение во всех отраслях народного хозяйства для выполнения электронно-лучевой сварки прямолинейных швов как при общем, так и при локальном вакуумировании зоны сварки. Цель изобретения - повышение качества сварных соединений и производительности труда при сварке прямолинейных швов. Устройство состоит из корпуса 1 с полюсными приставками прямоугольной 2 и цилиндрической 3 формы, которые образуют между собой регулируемый зазор. В зазоре установлен подвижный немагнитный элемент 6, уплотненный со стороны полюсных наконечников магнитной жидкостью. Устройство не требует больших затрат времени на перестановку вакуумной камеры и герметизации участка стыка изделий, подлежащего сварке, при электронно-лучевой сварке прямолинейных швов большой протяженности. 5 ил.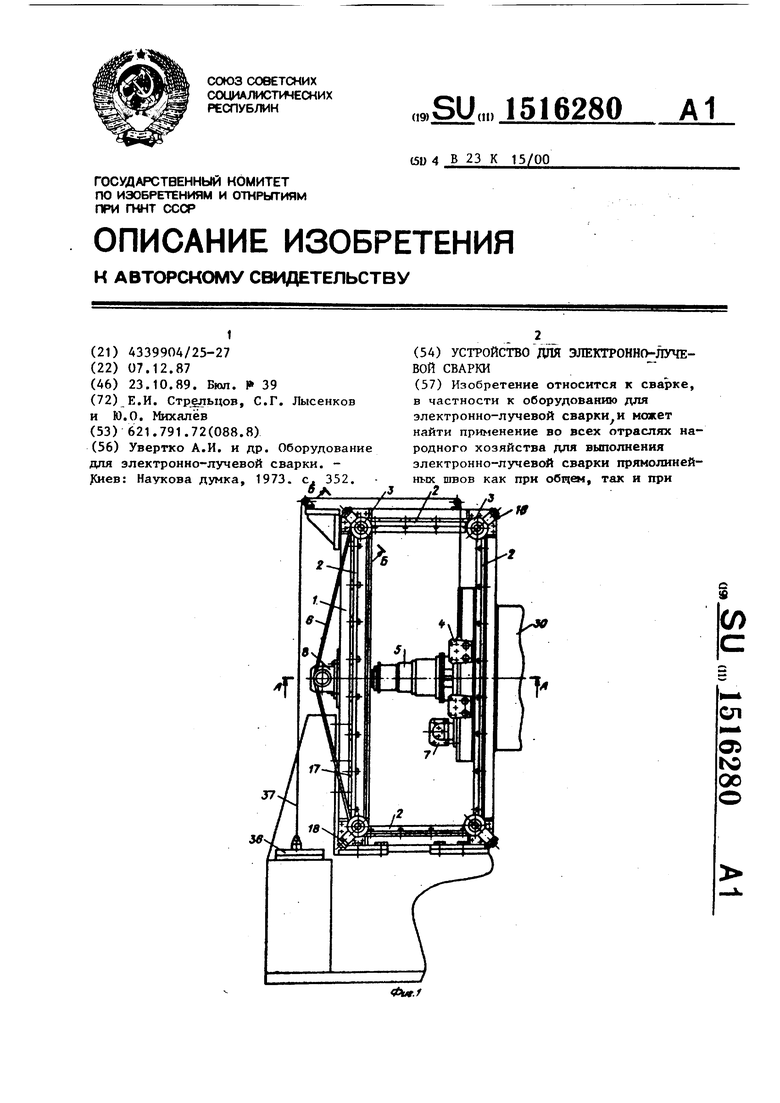
Изобретение относится к сварке, в частности к оборудованию для электронно-лучевой сварки, и может найти применение во всех отраслях народно- го хозяйства для выполнения электронно-лучевой сварки прямолинейных швов как при общем, так и при локальном вакуумировании зоны сварки.
Целью изобретения является повышение качества сварных соединений и производительности труда при сварке прямолинейных швов.
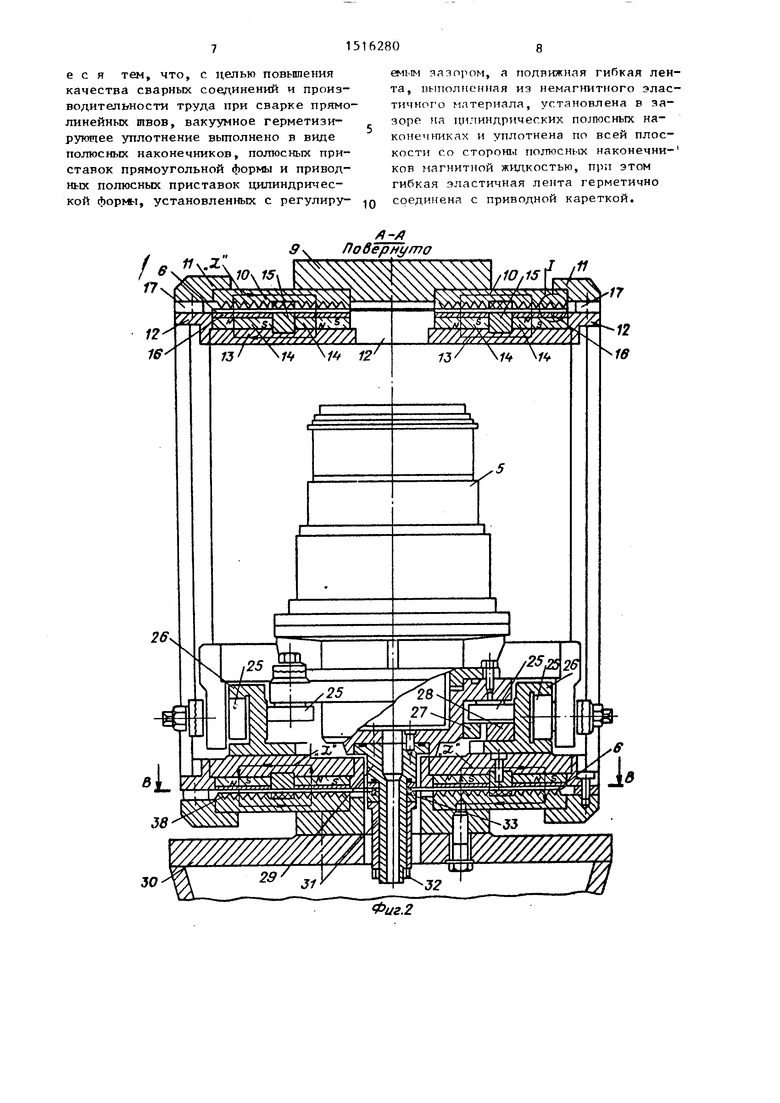
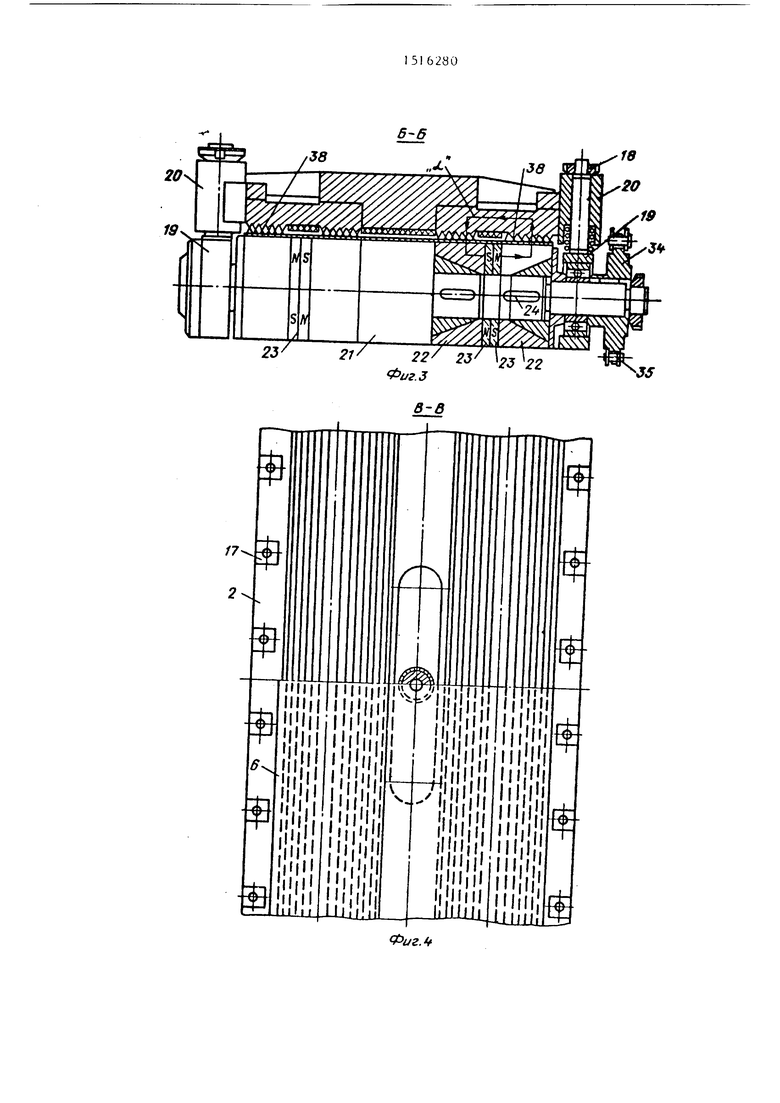
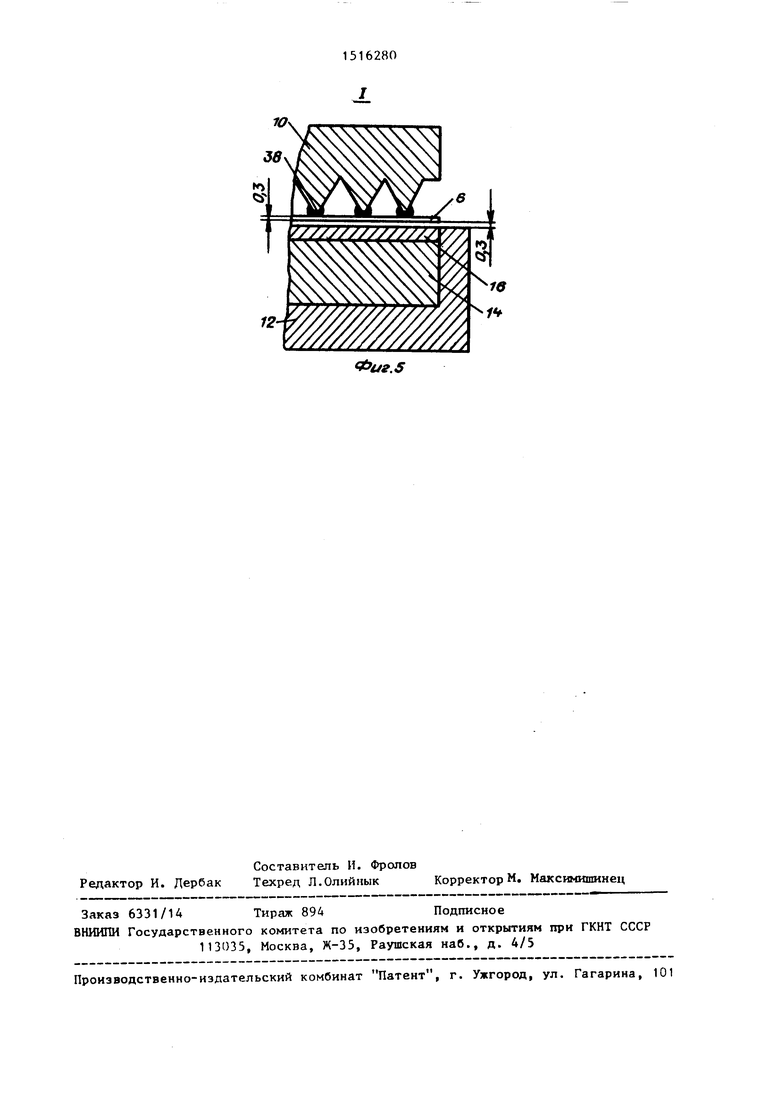
На фиг. 1 изображено устройство для электронно-лучевой сварки, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 2; на фиг. 5 - узел I на фиг.2 Устройство для электронно-лучевой сварки состоит из корпуса 1 с четырьмя полюсными приставками 2 и 3 соответственно прямоугольной и 1;илиндри- ческой формы и каретки 4 с установленной на ней электронно-лучевой пушкой 5 и уплотняющим элементом 6. В состав устройства также входят привод 7 продольного перемещения каретки и привод 8 вращения полюсных приставок 3.
Корпус 1 - сварйая рама, состояща из трех частей прямоугольной формы. Средняя часть 9 корпуса 1 изготовлена из немагнитного материала и является основанием, к которому приварены две боковые части и полюсные наконечники 10, изготовленные из магнитной стали. На внутренней поверхности полюсных наконечников 10 выполнены замкнутые по периметру зубчатые канавки. Торцовые поверхности полюсных наконечн 1ков 10 охватьшают прямоугольной формы немагнитные рамки 1 1 с опорными площадками, на которых крепятся полюсные приставки 2.
0
5
0
5
0
5
0
5
Полюс 1ые приставки 2, закрепленные винтами на опорных площадках корпуса 1, состоят из двух частей: немагнитной рамки 12 и магнитопровода 13. В образованной рамкой 12 и магнито- проводом 13 впадине устанавливаются постоянные магниты 14, изолированные друг от друга в поперечном направлении немагнитной планкой 15. Для создания равномерного магнитного потока по всей площади полюсной приставки на постоянные магниты накладываются магнитные пластинки 16.
В зазоре магнитного узла между полюсными наконечниками 10 корпуса 1 и полюсными приставками 2 размещается эластичный уплотняющий элемент 6 бесконечной длины, охватывающий полюсные приставки 3, подвижно установленные в углс1Х корпуса 1. Величина зазора магнитного узла регулируется компенсаторами 17 и гайками 18, которые воздействуют на опоры 19, установленные в расточках кронштейнов 20, и перемещают полюсные приставки 3, увеличивая или уменьшая зазор в уплотнении.
Конструкция полюсных приставок 3 аналогична конструкции полюсных приставок 2.
По обе стороны немагнитного корпуса 21 на его цилиндрических стержнях устанавливаются магнитопроводные втулки 22 и кольцевые постоян ные магниты 23. От проворота втулки 22 фиксируются шпонками 2.
Собранные таким образом полюсные приставки 3 обеспечивают непрерывность магнитного потока по всему контуру магнитного узла. Каретка 4 с установленной на ней электронно-лучевой пушкой 5 снабжена роликами 25, которые обеспечивают ей прямолинейное перемещение вдоль направля5
jfflUHX 26. Перемещение каретки 4 обеспечивается приводом 7 через приводную шестерню 27, находя1ц тося в зацеплении с рейкой 28. Эластичный эл мент 6 посредством приставки 29 герметично соединен с кареткой А, для чего в полюсной приставке 2 и се 1 имеются пазы для ввода луча в камеру 30. Герметизация эластичного элемента 6 обеспечивается с помощью распорной втулки 31, которая при вращении гайки 32 деформирует кольцо 33 и уплотняет поверхности эластичного элемента 6.
В целях обеспечения плавного без заеданий перемещения эластичного элемента 6 в зазоре магнитного узла дв полюсные приставки 3 снабжены звездочками 34, которые с помощью цепной передачи 35 связаны с приводом 8, установленным на корпусе 1.
Привод 7 перемещения каретки Л и привод 8 вращения полюсных приставок 3 работают синхронно. Устройство может использоваться как в горизонтальном, так и в вертикальном исполнениях.
В устройстве, работающем в вертикальном исполнении (фиг. 1), карет- ка 4 перемещается по вертикальной плоскости. Плавность перемещения каретки 4 при этом достигается за счет наличия в конструкпии противовеса 36 с тросом 37, связанного с кареткой 4.
При использовании устройства в горизонтальном исполнении противовес в конструкции не применяется.
Устройство для электронно-лучевой сварки работает следующим образом.
После подготовки кромок стыка под сварку и ручной дуговой прихватки их свариваемые заготовки устанавливаются в вакуумную камеру 30, охва- тывающую близлежащую к стыку часть свариваемого изделия. Производится совмещение луча со стыком свариваемого изделия, для чего в калиброванное отверстие приставки 29 вставляется приспособление с коническими штырями с помощью которых стьгк свариваемого изделия совмещается с плоскостью прохождения луча. Камера закрывается
крышкой, фиксирующей положение свари- с дом и установленной на ней электронваемых заготовок, и производится ва- куумирование вакуумной камеры.
Постоянные магниты 14 с пластинками 16, полюсные наконечники 10, маг, 5
0
5
0
5 0
5
0
нитопровод 13 и магнитная жидкость 38 образуют в зазоре магнитного узла замкнутую цепь 7,. Магнитная сила, возникающая в результате взаимодействия магнитной жидкости 38, расположенной на верщинах зубчатых канавок полюсных наконечников 10, и поля постоянных магнитов 14, удерживает магнитную жидкость 38 в зазоре между поверхностью эласт1гчного элемента 6 и вершинами полюсных наконечников 10, что препятствует ее вытеснению из зазора под действием перепада давлеН)Ш .
При создании вакуума уплотняющий элемент 6 давлением атмосферы равномерно прижимается к поверхности зубьев полюсных наконечников 10. В процессе сварки каретка 4 с установленными на ней электронно-лучевой пушкой 5, приводом 7 и эластичным элементом 6 пере ещается вдоль паза корпуса 1. Поскольку эластичный элемент 6 имеет бесконечную длину, то паз, через ко- торьо луч вводится в камеру, всегда изолирован от атмосферы.
В конструкции крепления электронно-лучевой пушки 5 предусмотрена возможность настройки луча и перемещение его поперек стыка по дуге в пределах 45°, а вакуумная камера 30 снабжена иллюминаторами, позволяющими визуально наблюдать за процессом наведения луча на стык и процессом сварки.
Устранение влияния магнитных полей полюсных наконечников на луч достигается экранизацией луча, для чего детали лучепровода готовят из магнитомягкого железа.
Использование предлагаемого устройства для электронно-лучевой сварки позволит повысить производительность труда за счет сокращения числа проходов при сварке крупногабаритных деталей, а замена аргонно-дуговой сварки на электронно-лучевую обеспечит повьшение качества сварного соединения.
Формула изобретения
Устройство для электронно-лучевой сварки, содержащее каретку с привоно-лучевои пушкой, вакуумное герметизирующее уплотнение с приводньс-т барабанами подвижной гибкой металлической ленты, отличаю щв е с я тем, что, с целью повышения качества сварных соединений и производительности труда при сварке прямолинейных швов, вакуумное герметизирующее уплотнение вьтолнено в виде полюсных наконечников, полюсных приставок прямоугольной формы и приводных полюсных приставок цилиндрической , установленных с регулиру
емым зазором, а подвижная гибкая лента, ныполиенная из немагнитного эластичного материала, установлена в зазоре на цилиндрических полюсных наконечниках и уплотнена по всей плоскости со стороны полюсных наконечни- ков шгнитной жидкостью, при этом гибкая эластичная лента герметично соединена с приводной кареткой.
Фиг.2
20
25
Фиг.З
В-В
17- 2
Б-б
18
Фuг. f
12
.S
| Увертко А.И | |||
| и др | |||
| Оборудование для электронно-лучевой сварки | |||
| Киев: Наукова думка, 1973 | |||
| Судно | 1918 |
|
SU352A1 |
